



伊萨(ESAB)窄间隙埋弧焊(工作站)主控制面板,如图8-15所示。
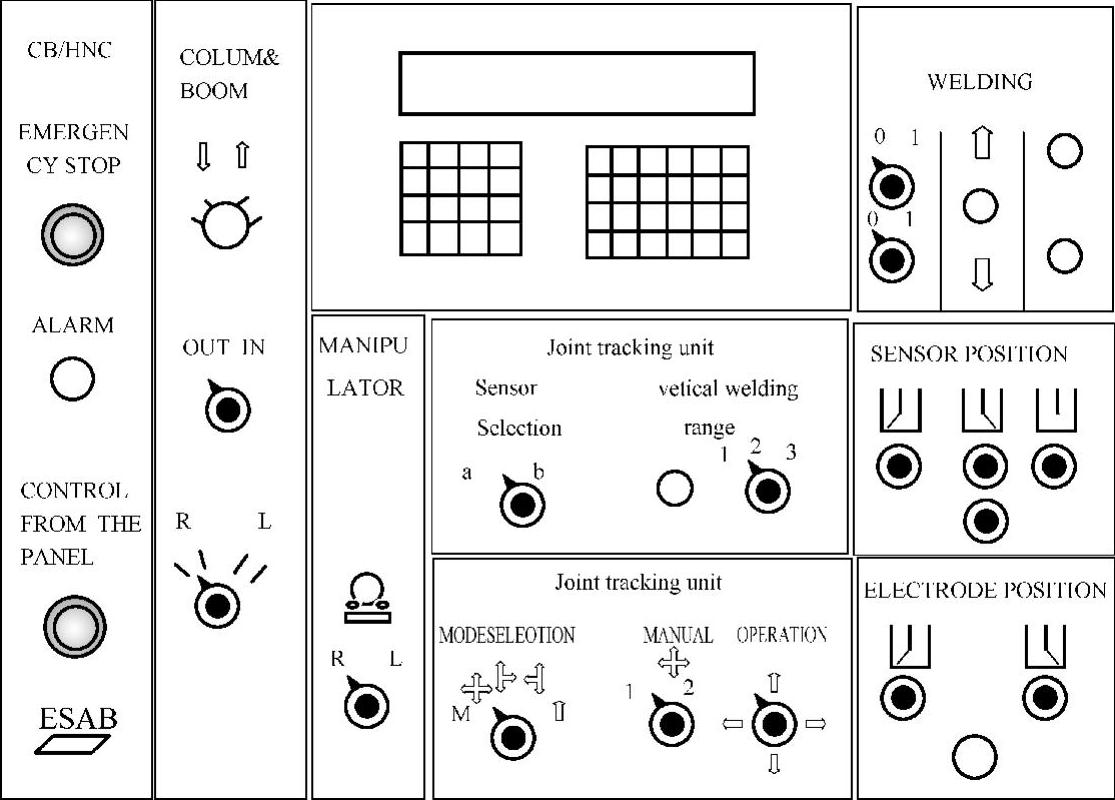
图8-15 伊萨(ESAB)窄间隙埋弧焊机(工作站)的主控制面板
1.悬臂式窄间隙埋弧焊控制器单元(CB/HNG)
悬臂式窄间隙埋弧焊控制单元的面板如图8-16所示。
(1)按钮EMERGENCY STOP:急停按钮(红色)该按钮的设置是一旦发生任何危及人身和设备安全的情况,整机无论处于何种工作状态,全机急停在按钮按下前的位置上,等待处理。
(2)指示灯ALARM:报警指示(红色)焊剂低位(不足)报警,提醒操作者向焊剂料斗内装添焊剂;该指示灯的设置,是考虑到万一发生焊接中途焊剂断料时,将会造成焊接失败的严重后果(图8-17)。例如,焊接电弧中断、焊缝处出现缺陷。而且对大厚板的窄间隙埋弧焊来说,修整深坡口内的焊缝缺陷是非常困难的。
(3)按钮CONTROL FROM THE PANEL:转由本面板进行控制的按钮(白色)设置该按钮是为了便于对整机的操作。

图8-16 悬臂式窄间隙埋弧焊控制单元的面板
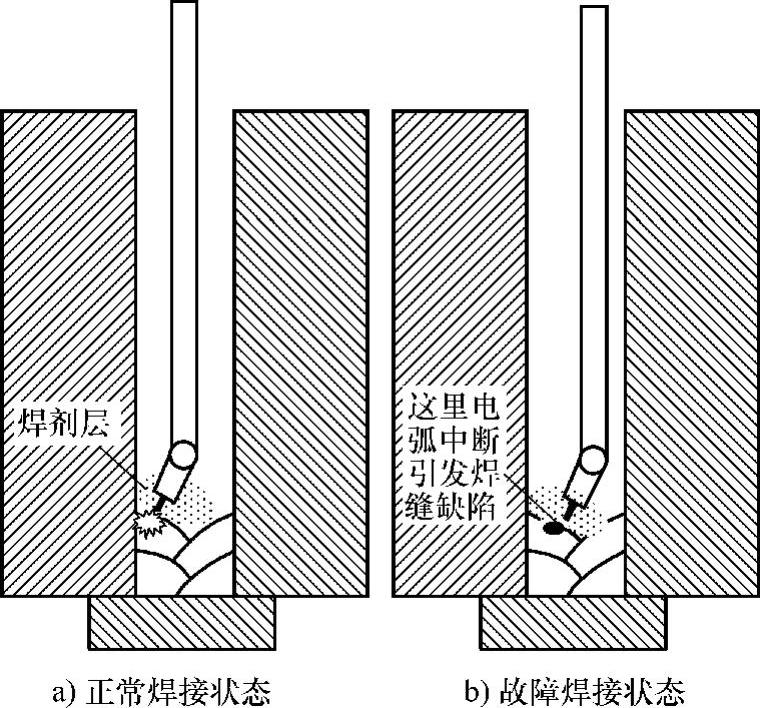
图8-17 焊剂供给中断引发焊接失败
2.梁与柱控制单元(Column&Boom)
梁与柱控制单元的面板如图8-18所示。
(1)四档选择旋钮 控制横梁升、降(图8-19a);位置“⇧”,横梁升;位置“⇩”,横梁降;每次升、降控制又有双速调节:位置Ⅰ为慢速,位置Ⅱ为快速。
控制横梁升、降(图8-19a);位置“⇧”,横梁升;位置“⇩”,横梁降;每次升、降控制又有双速调节:位置Ⅰ为慢速,位置Ⅱ为快速。
(2)横梁横向位移选择开关
 开关打到IN位置,表示横梁投入横向位移(图8-19b);开关打到“OUT”位置,解除横梁位移。
开关打到IN位置,表示横梁投入横向位移(图8-19b);开关打到“OUT”位置,解除横梁位移。
(3)立柱左右旋转的选择开关 因横梁的位移速度是焊接(纵缝)速度,所以横梁位移采用无级变速 开关打到“R”位置,表示立柱向右旋转;开关打到“L”位置,表示立柱向左旋转(图8-19c);位置Ⅰ为慢速,位置Ⅱ为快速。
因横梁的位移速度是焊接(纵缝)速度,所以横梁位移采用无级变速 开关打到“R”位置,表示立柱向右旋转;开关打到“L”位置,表示立柱向左旋转(图8-19c);位置Ⅰ为慢速,位置Ⅱ为快速。
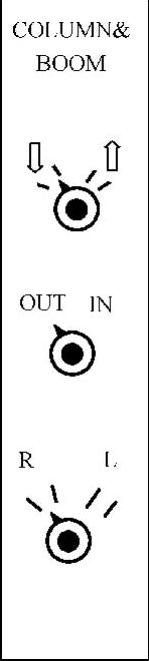
图8-18 梁与柱控制单元的面板
3.焊接操作机控制单元(MANIPULATOR单元)
这里的焊接操作机指的是焊接转胎,即焊接滚轮架,其控制面板如图8-20所示。
焊接滚轮架是用悬臂式埋弧焊机焊接筒体类容器(图8-21)的必要辅助焊接设备。焊接时,操作者一般面对整机的控制面板,坐在焊头处的一个座椅上。筒体环缝焊接时,要对焊接滚轮架进行操控,因此必须把焊接滚轮架的必要的操控开关等一并放置到整机的控制面板上。
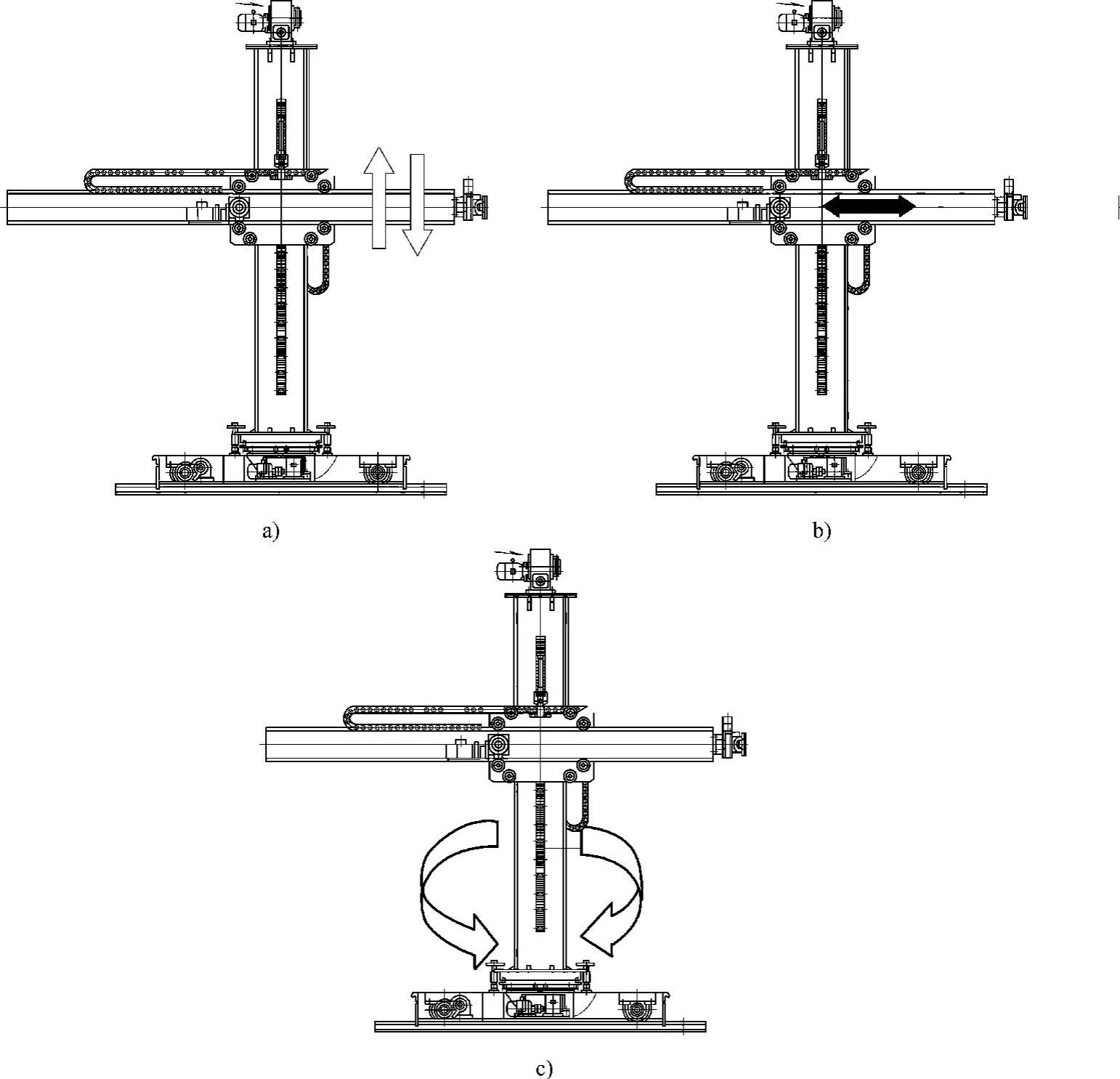
图8-19 ESAB悬臂式窄间隙埋弧焊机机架的控制
将焊接滚轮架旋转方向选择旋钮打到“R”位置,表示滚轮架向右旋转;打到“L”位置,表示焊接滚轮架向左旋转。
因为焊接滚轮架的滚轮转速与传动比(滚轮直径/筒体直径)的乘积就是筒体环缝的焊接速度,所以焊接滚轮架旋转速度为无级变速。
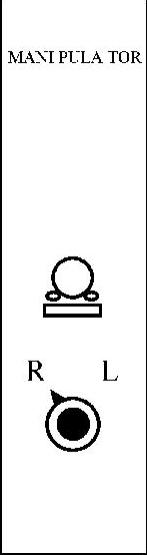
图8-20 焊接操作机单元控制面板
4.坡口跟踪控制单元(Joint tracking unit)
(1)传感器类型选择旋钮(Sensor Selection) 窄间隙埋弧焊时,坡口内、外焊道的焊接,坡口传感器所处的工作状态是不同的:窄间隙坡口内焊道焊接时,坡口传感器的纵向传感器和横向传感器(一般为机械形式的触头)都会发挥作用(图8-22a);而焊接盖面焊缝时,因横向传感器不能与钢板侧壁接触(图8-22b),所以失去传感器的坡口横向检测功能,这时就必须令坡口传感器的控制系统采取补偿措施,完成盖面焊缝的焊缝跟踪。将旋钮打到位置“a”,表示选择窄间隙内的传感器全方位的焊缝坡口跟踪方式;将旋钮打到位置“b”,选择盖面焊缝的焊件坡口边缘传感器(图8-23)。
窄间隙埋弧焊时,坡口内、外焊道的焊接,坡口传感器所处的工作状态是不同的:窄间隙坡口内焊道焊接时,坡口传感器的纵向传感器和横向传感器(一般为机械形式的触头)都会发挥作用(图8-22a);而焊接盖面焊缝时,因横向传感器不能与钢板侧壁接触(图8-22b),所以失去传感器的坡口横向检测功能,这时就必须令坡口传感器的控制系统采取补偿措施,完成盖面焊缝的焊缝跟踪。将旋钮打到位置“a”,表示选择窄间隙内的传感器全方位的焊缝坡口跟踪方式;将旋钮打到位置“b”,选择盖面焊缝的焊件坡口边缘传感器(图8-23)。
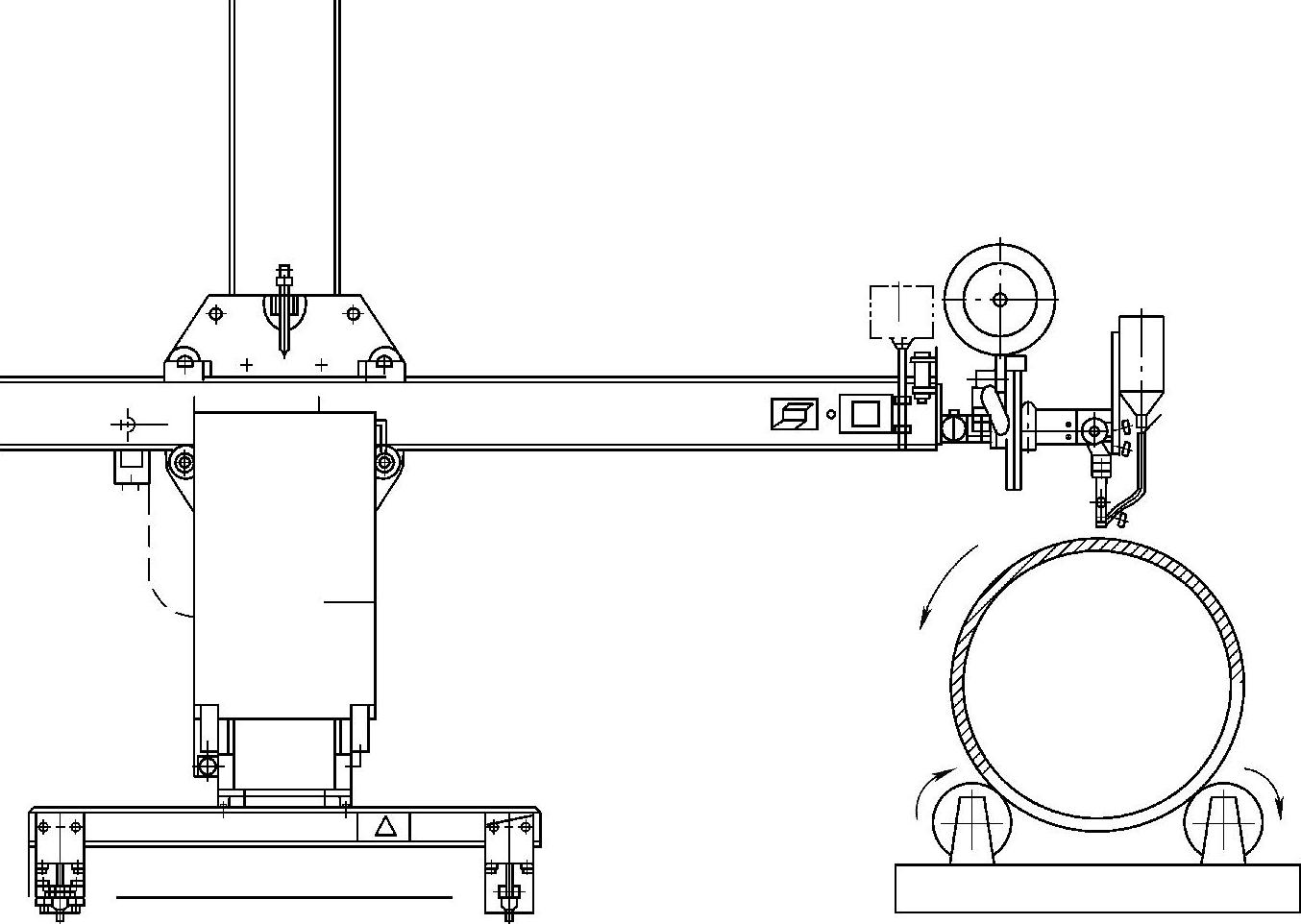
图8-21 筒体环缝的焊接速度控制
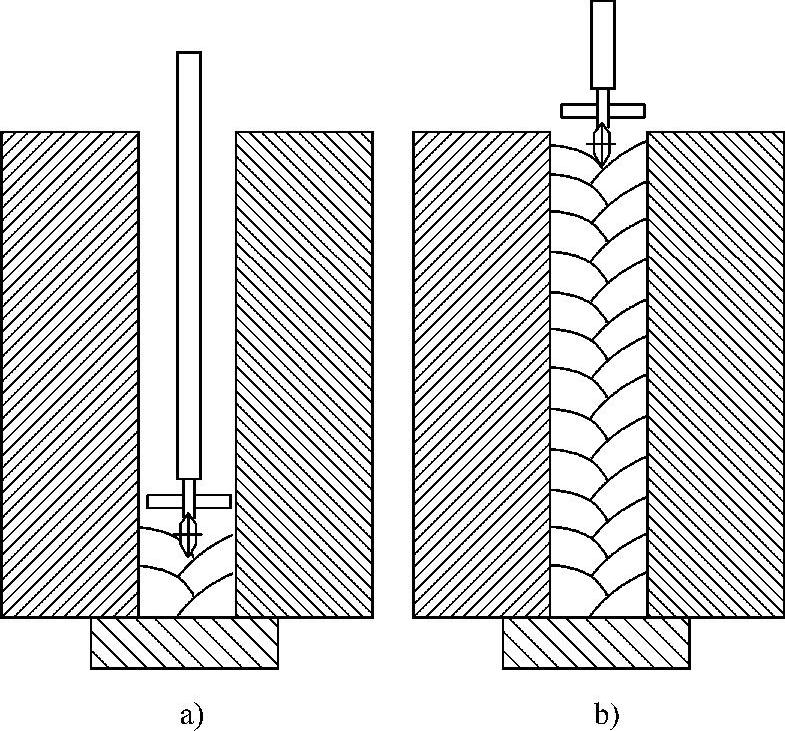
图8-22 窄间隙埋弧焊坡口内外焊接传感器状态不同
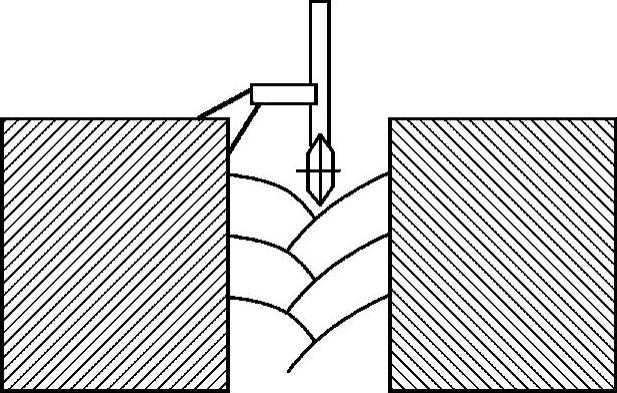
图8-23 焊件坡口边缘传感器
(2)传感器垂直方位的工作范围指示灯(Vetical Welding Range)
传感器垂直方位的工作范围指示灯(红色)如图8-24a所示,用以指示传感器超出垂直方位的工作范围。
(3)传感器非工作状态的选择旋钮(图8-24b)。
1)位置“1”,指示灯(红色)亮时,指示传感器超出垂直方位的工作范围。
2)位置“2”,指示灯(红色)亮时,跟踪滑板机构处于自动锁定状态。
3)位置“3”,指示灯(红色)亮时,跟踪滑板机构处于自动锁定状态,并且停止焊接。
设置传感器垂直方位工作范围超出警告与传感器非工作状态的选择旋钮,是出于设备安全的考虑,例如:
1)手动向深窄坡口的底部送进焊嘴时,根本无法用肉眼观察焊嘴的位置(图8-25),有了指示传感器超出垂直方位的工作范围指示灯后,一旦灯亮,操作者就立即松开送进焊嘴的按钮,从而可避免焊嘴端部直接碰撞深窄坡口的底部。
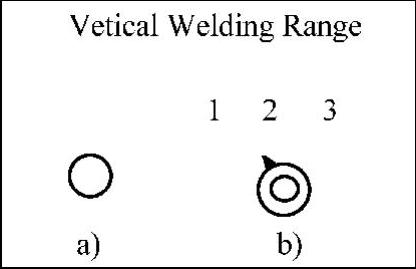
图8-24 传感器垂直方位的工作范围指示灯和非工作状态选择旋钮
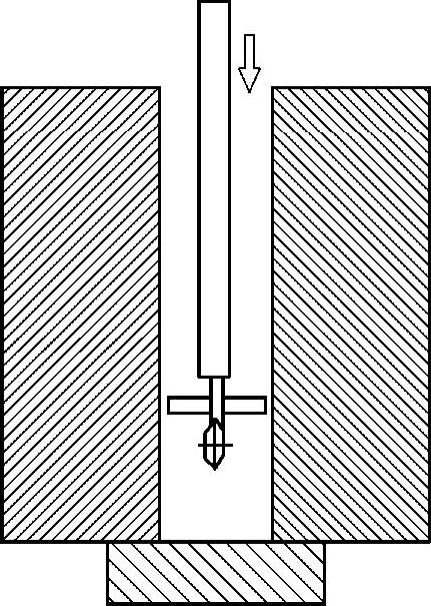
图8-25 焊嘴送进要避免直接碰撞坡口的底部
2)在焊接准备阶段,操作者要调节悬臂式机架到达大概的焊接位置上,这一过程中,希望焊头的跟踪系统处于非工作状态,亦即纵向/水平滑板(图8-26)处于锁住状态。
3)有时,操作规程要求在停止焊接的同时,纵向/水平滑板也要自动锁住。
(4)跟踪模式选择旋钮(MODE SELECTION)跟踪模式选择旋钮如图8-27所示。
1)位置“M”用于焊嘴进入窄坡口内的手动预调。
2)位置“ ”为水平与垂直两个方位的坡口跟踪模式,用于封底中心焊缝的焊接。
”为水平与垂直两个方位的坡口跟踪模式,用于封底中心焊缝的焊接。
3)位置“ ”为水平与垂直两个方位的坡口跟踪,右侧壁自动定位功能。
”为水平与垂直两个方位的坡口跟踪,右侧壁自动定位功能。
4)位置“ ”为水平与垂直两个方位的坡口跟踪,左侧壁自动定位功能。
”为水平与垂直两个方位的坡口跟踪,左侧壁自动定位功能。
5)位置“ ”为垂直方位的坡口跟踪。
”为垂直方位的坡口跟踪。
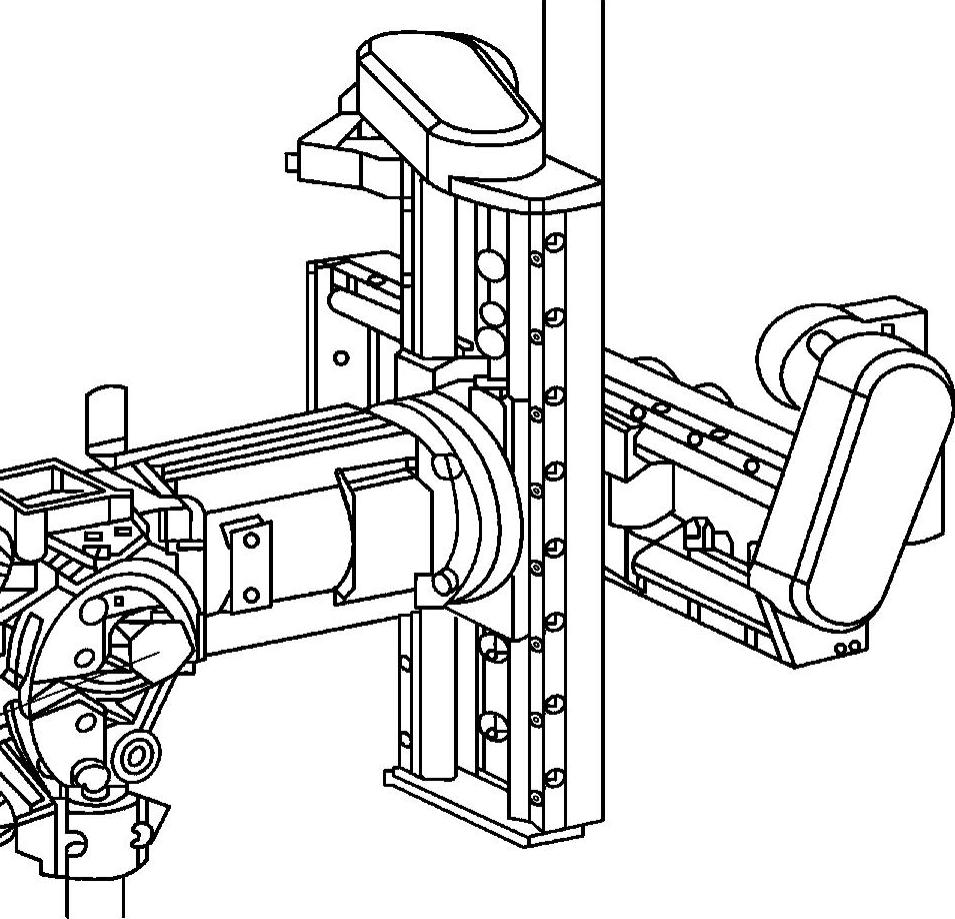
图8-26 纵向/水平滑板
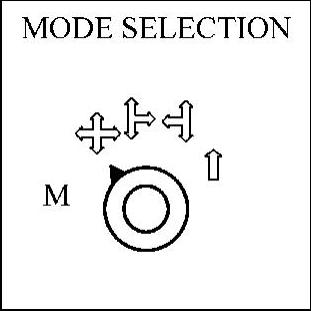
图8-27 跟踪模式选择旋钮
上述跟踪模式的图解如图8-28所示。上述功能选择有时也通过PLC控制。
图8-28 传感器模式
a)、e)封底焊缝 b)、f)右侧焊缝 c)、g)左侧焊缝 d)、h)盖面焊缝
(5)手动跟踪伺服机构(MANUAL OPERATION)控制面板如图8-29所示。
1)跟踪伺服机构(十字滑板)速度选择旋钮如图8-29a所示。“1”为低速;“2”为高速。
2)跟踪伺服机构(十字滑板)手动操纵旋钮如图8-29b所示。“⇧”“⇩”为十字滑板“上”/“下”手动(图8-30)“⇦”“⇨”为十字滑板“左”/“右”手动。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-29 手动跟踪伺服机构控制面板
图8-30 调节纵/水平方向滑板移动焊嘴
手动模式对伺服机构(十字滑板)进行调节的目的:一是焊接前调节焊嘴对中焊缝坡口;二是焊接盖面焊缝时对中焊缝坡口;对中的具体操作是使用手动操纵杆,并且可低速(不熟练)或高速(已熟练)控制十字滑板的位移速度。
5.传感器位置调节(SENSOR POSITION)
传感器位置调节控制面板如图8-31所示。
(1)带指示灯按键1调节传感器处于坡口左侧(图8-32a)。
(2)带指示灯按键2调节传感器处于坡口右侧(图8-32b)。
(3)带指示灯按键3选择自动显示。
图8-31 传感器位置调节控制面板
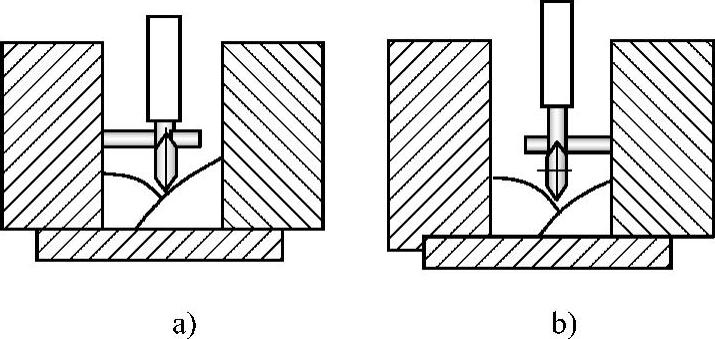
图8-32 传感器位置调节
6.焊丝位置调节(ELECTRODE POSITION)
焊丝位置调节控制面板如图8-33所示。
(1)带指示灯按键1调节焊嘴偏摆于坡口左侧(图8-34a)。
(2)带指示灯按键2调节焊嘴偏摆于坡口右侧(图8-34b)。
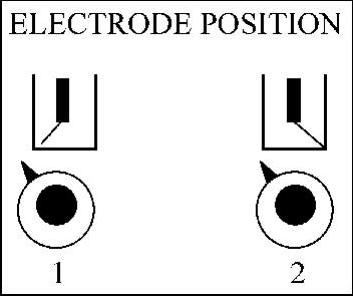
图8-33 焊丝位置调节控制面板
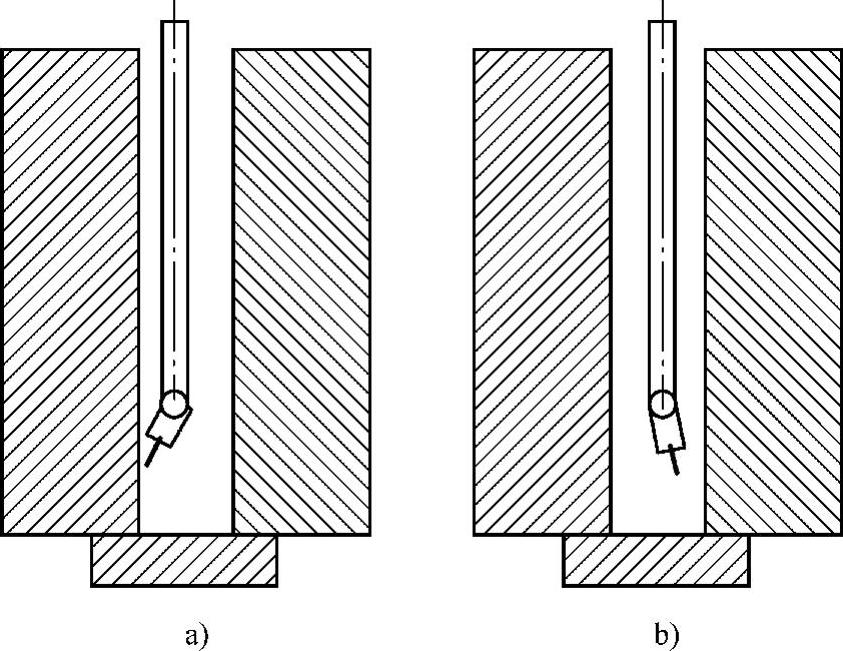
图8-34 焊丝位置调节
7.焊接单元(WELDING)
(1)焊头选择旋钮(HEAD SELECION)控制面板上焊头选择旋钮如图8-35所示。
1)“0”位置,焊头移动,不焊接(即这种状态相当于焊头空走)。
2)“1”位置,焊接。
设置该选择开关的目的是为调试焊机用,因为在实际焊接时,往往先让焊头空走(不焊接)一遍,以确定焊机是否存在故障,并且可观察焊头对准焊缝的情况。
(2)焊丝手动调节开关(MANUAL WIRE FEED)控制面板上焊丝手动调节开关如图8-36所示。
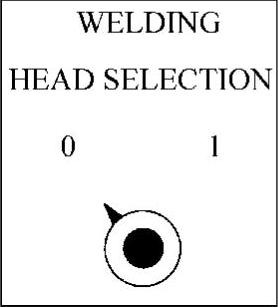
图8-35 焊头选择旋钮
图8-36 焊丝手动调节开关
1)“ ”焊丝手动回抽。
”焊丝手动回抽。
2)“ ”焊丝手动送出。
”焊丝手动送出。
焊丝手动调节开关主要用于调节焊丝的伸出长度,如图8-37所示。
8.可编程序控制器单元(PLC UNIT)
(1)PLC可编程序控制器面板外观与键盘 生产焊接设备的不同厂家、不同产品使用的PLC控制器的类型都不相同,下面简介的仅是伊萨(ES-AB)公司早期向外出口的窄间隙埋弧焊机(工作站)使用的可编程序控制器的面板,如图8-38所示。由于使用英文液晶显示屏,因此下面进行逐行逐句解说。
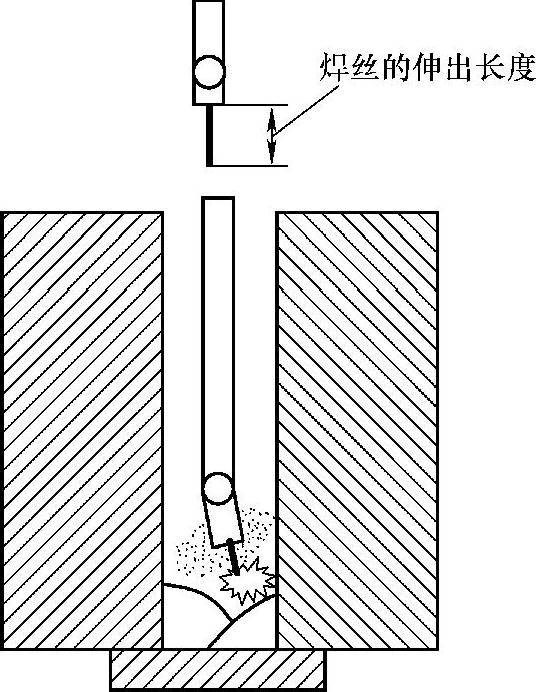
图8-37 焊丝伸出长度手动调节
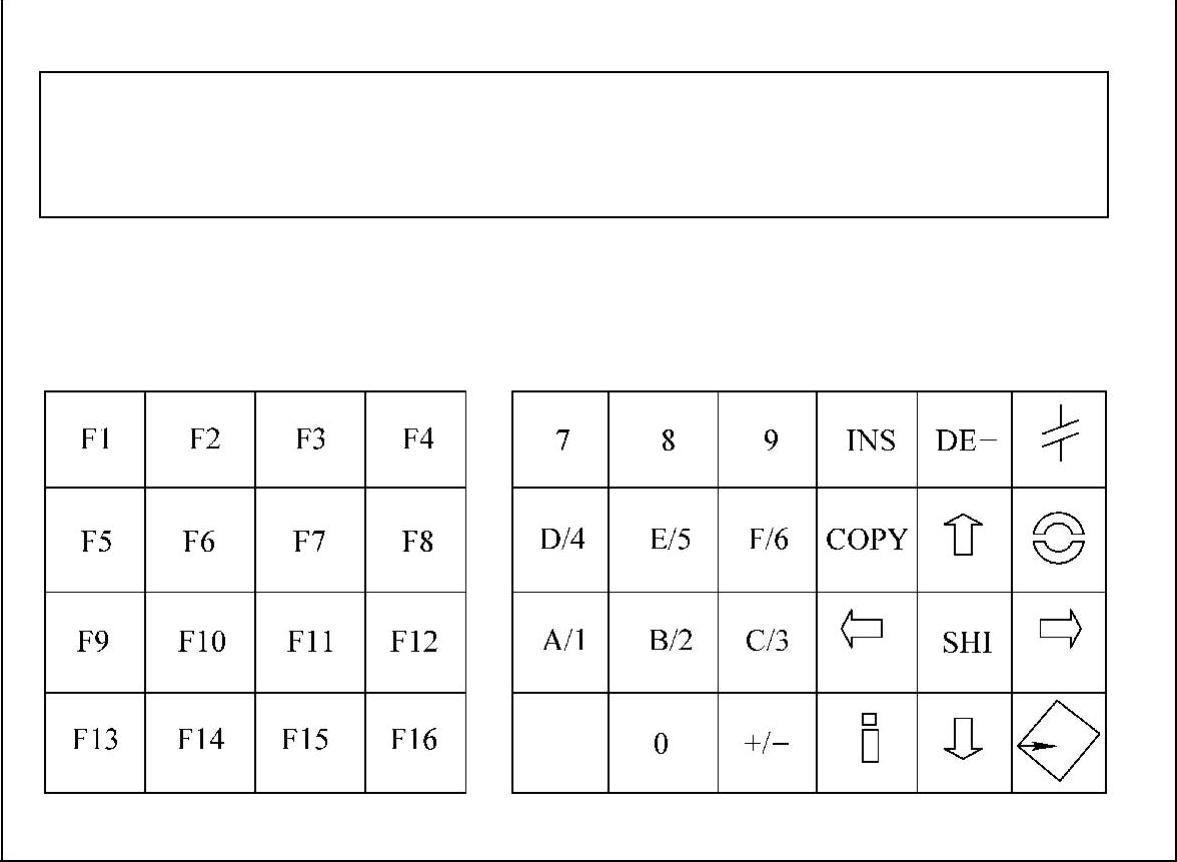
图8-38 ESAB窄间隙埋弧焊机PLC面板
1)当PLC通电准备就绪,液晶屏显示:

2)用 键确认所选结果。
键确认所选结果。
3)用 键选择菜单上一行。
键选择菜单上一行。
4)用
 键选择选择下一个菜单项。
键选择选择下一个菜单项。
5)用 键进入文档资料。
键进入文档资料。
6)用
 键对文档资料进行上、下内容滚动。
键对文档资料进行上、下内容滚动。
7)再按 键退出文档资料。
键退出文档资料。
(2)主菜单
1)用 键进入主菜单,液晶显示屏如下显示:
键进入主菜单,液晶显示屏如下显示:

2)用
 键在主菜单项间进行选择。
键在主菜单项间进行选择。
(3)焊接过程控制屏
1)在主菜单选择[Screens]。
2)用 键确认,屏显出现Process和Print。
键确认,屏显出现Process和Print。
2)用
 键中Process。
键中Process。
4)用 键确认后,屏显出现焊接过程参数名称。
键确认后,屏显出现焊接过程参数名称。
5)用
 键对过程参数进行选择。
键对过程参数进行选择。
6)用 键确认所选项。
键确认所选项。
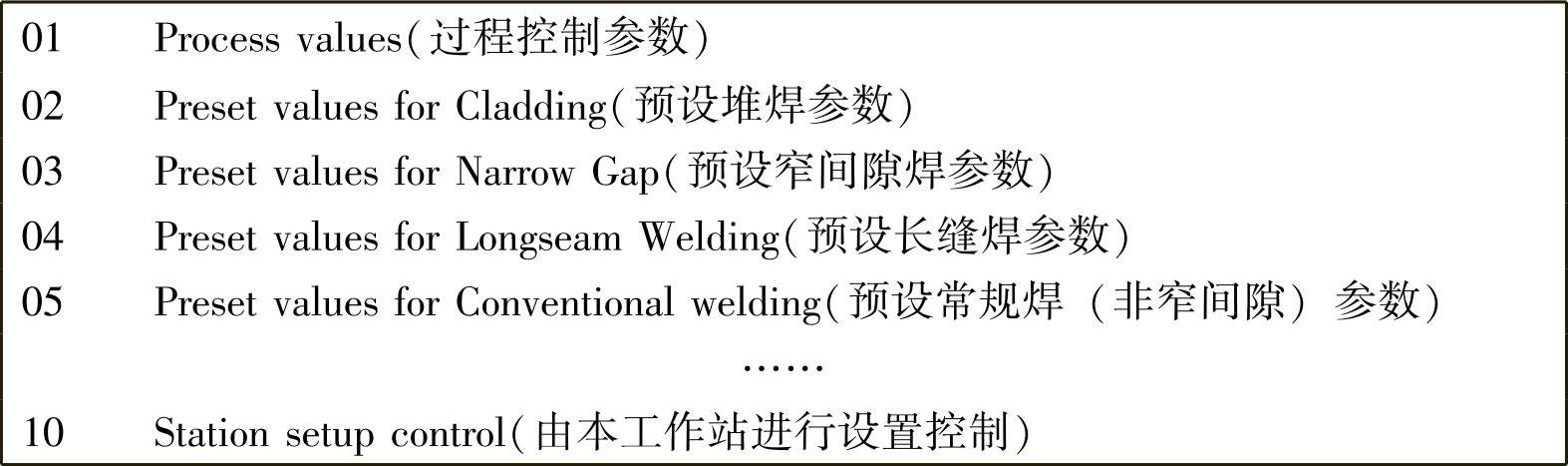
7)也可用下述功能键对过程项目进行选择。

①F1对应01号参数,即Process Values(过程控制参数)。
②F5对应 “02 Preset values for Cladding”(预设堆焊参数)。

③F9对应 “03 Preset values for Narrow Gap”(预设窄间隙焊参数)。
④F13对应 “10 Station setup control”(由本工作站进行设置控制)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。