



1.概述
打开焊接电源开关,如图8-6所示。
过程控制器有手动和自动模式。手动模式时,可手动控制送丝速度和小车行走速度,也可手动设置当前焊接所有必要的焊接参数;自动模式时,可预先选择一组焊接参数,并对实际焊接参数进行微调,而其他预先以手动模式设置的参数在自动模式时则不能调节。
主(焊接)电源开关一经打开,过程控制器的手动控制就准备就绪;焊接开始后,过程控制器就转接到自动模式;焊接停止,或出现焊接故障,过程控制器会自动跳转到手动模式。
2.控制面板
过程控制器的控制面板如图8-7所示。
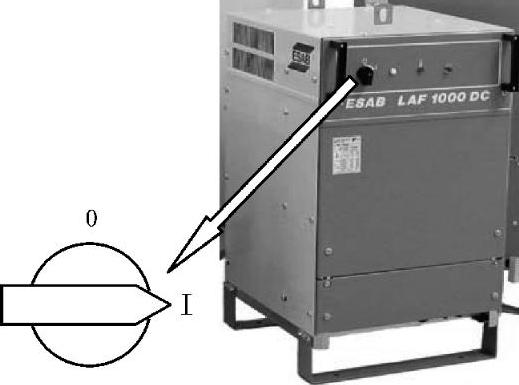
图8-6 焊接电源(LAF)控制面板上的电源开关
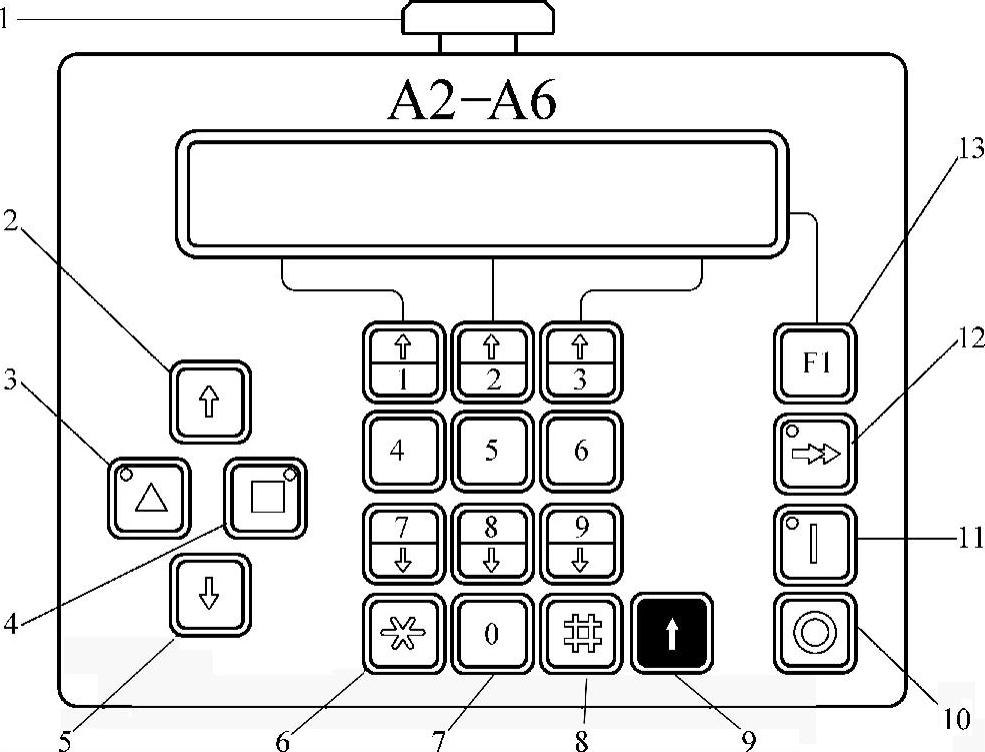
图8-7 过程控制器的控制面板
1—急停 2—焊丝回抽 3—小车行走 4—小车后退 5—焊丝送进 6—改变菜单 7—数字键 数字输入 8—输入键 改变箭头 9—移位键 10—停止焊接回到手动模式 11—开始焊接转接为自动模式 12—快车(焊丝送进或小车行走) 13—焊接参量设置的翻页或关闭电磁阀(主菜单)
标有箭头的数字键用于焊接时对焊接电流、电压和焊接速度进行增量或减量。按下键 ,
, ,
, +
+ 或按下键
或按下键 +
+ ,就可在各标有箭头的数字键之间进行转变。
,就可在各标有箭头的数字键之间进行转变。
3.手动操作
(1)小车行走与送丝(Travel and wire feed) 在非焊接状态时,可以给出小车行走和焊丝送进指令,操作如下:
1)打开焊接电源开关 。
。
2)小车行走(常速)方向以方形或以三角形符号键上电发光显示 。若要停止小车行走,相应地再按下这两个键即可。
。若要停止小车行走,相应地再按下这两个键即可。
3)常速退丝:持续按 键,就持续退丝。
键,就持续退丝。
4)常速进丝:持续按 键,就持续进丝。
键,就持续进丝。
5)开关(指焊接电源)打开后,也可通过按下快速键 。选择快速送、退丝,键内的发光二极管会发亮。若要转变为常速,就将快速键再按一下;若要即刻停止,则按
。选择快速送、退丝,键内的发光二极管会发亮。若要转变为常速,就将快速键再按一下;若要即刻停止,则按 、
、 或
或 键,即使在快速时也有效。
键,即使在快速时也有效。
在“预置系统菜单”中,可对常速和最大速度进行调节。
(2)控制电磁阀 对电磁阀的操作,必须在主菜单中进行;
按下 键可打开焊剂或保护气的电磁阀,按下同一键关闭一个打开的电磁阀。
键可打开焊剂或保护气的电磁阀,按下同一键关闭一个打开的电磁阀。
4.菜单操作
(1)菜单纵览 A2-A6焊接过程控制器(PEH)的软件分解为几个菜单,如图8-8所示,其程序结构分述如下:
1)主菜单可设置的参数有:焊缝热输入、焊接电流、送丝速度、电弧电压、小车速度(即焊接速度)、预设指示器内容(即各菜单)。
2)焊接设置包括:起弧方式、收弧方式、焊接方向、调节方法、焊丝类型(指实心、药芯)焊丝材料、焊丝尺寸(直径)。用户可自行选择可接受的系统菜单/显示菜单/出错内容指示。
(2)主菜单操作 可按操作者要求,选择焊接电流、电弧电压和小车行走速度,焊接过程中也能调节焊接参数,并可重新选择一组焊接参数。
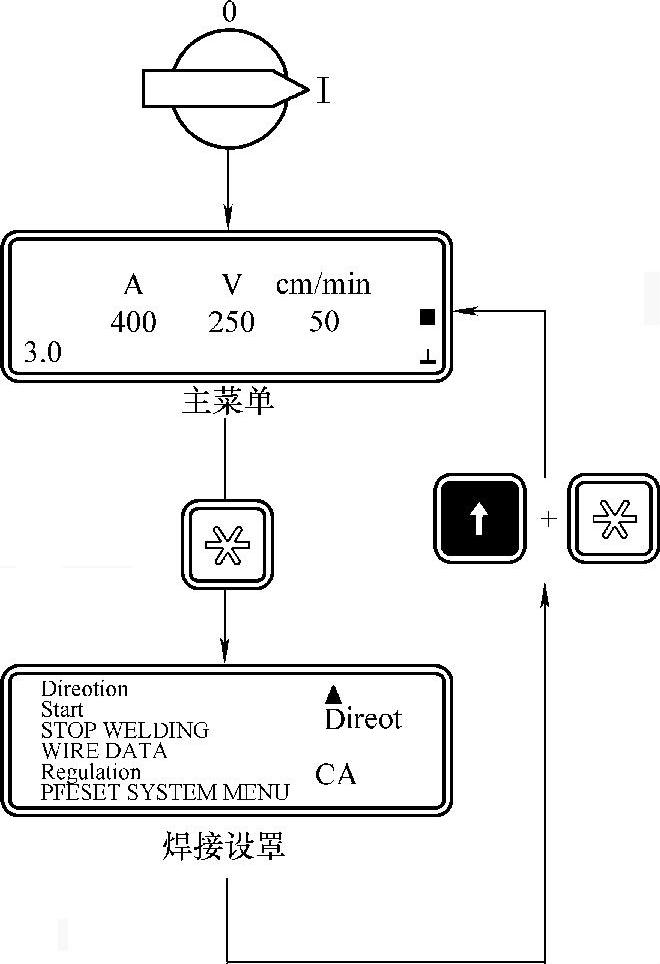
图8-8 菜单结构
将电源开关打开后 ,若已选择焊接电流为直流350A,送丝速度为110cm/min,则显示屏的显示如图8-9所示。
,若已选择焊接电流为直流350A,送丝速度为110cm/min,则显示屏的显示如图8-9所示。
在焊接过程中显示器的显示如图8-10所示。
当系统出错时,会有出错信息显示,如图8-11所示。出错码在显示屏的左下方出现;按下 键可取消出错码显示。控制器最多存有20条按序号排列的出错信息。
键可取消出错码显示。控制器最多存有20条按序号排列的出错信息。
按下 键,焊接启动,同时,该键的发光二极管亮;按下
键,焊接启动,同时,该键的发光二极管亮;按下 键停止焊接。
键停止焊接。
(3)焊接参数的输入 焊接电源上的电源开关一经打开,主菜单(图8-12)就出现在显示屏上。(https://www.xing528.com)
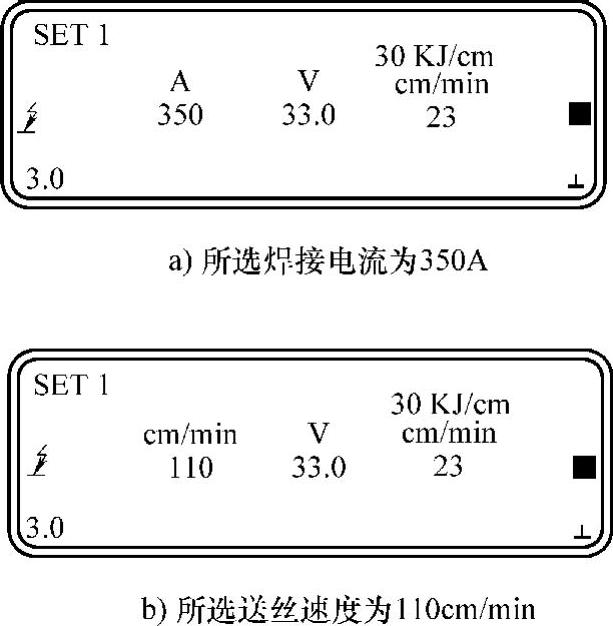
图8-9 打开电源后显示器的显示
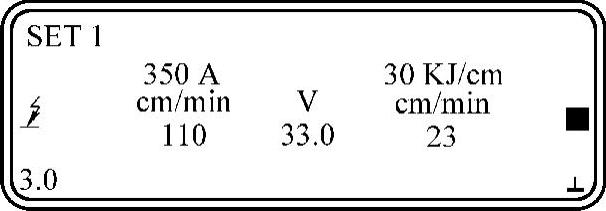
图8-10 焊接过程中显示器的显示
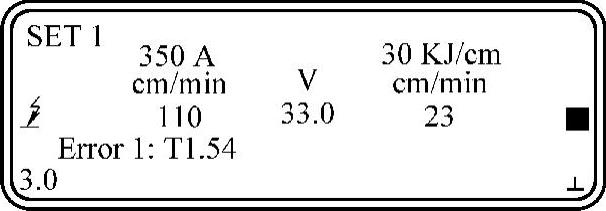
图8-11 出错信息显示
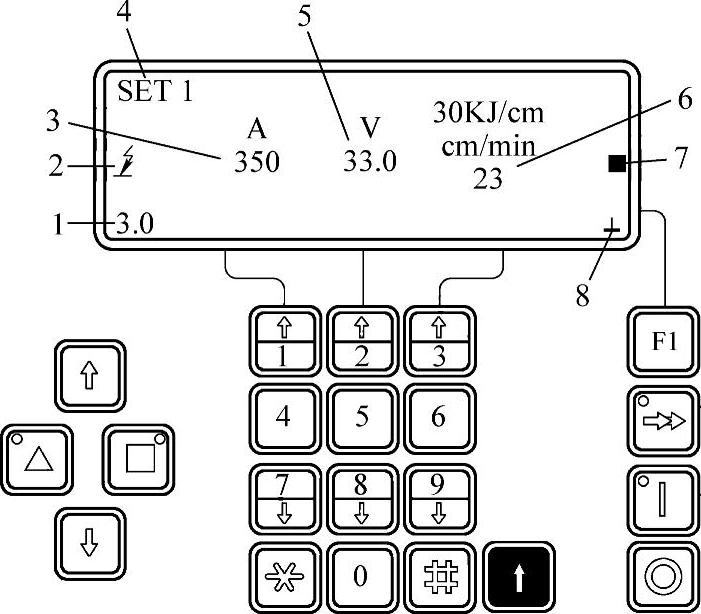
图8-12 菜单显示
1—启动模式编码 2—启动标志 3—焊接电流或送丝速度 4—设置参数组号 5—电弧电压 6—小车速度 7—电磁阀开关状态 8—焊接小车运行标志
在“菜单显示”出现时,操作者可以选择所要求的参数设置的组数,如果所要求的参数设置不止一组,则设置的数码就会出现在显示屏的左上角。
1)按下 +
+ 键进入“参数设置”对话框。
键进入“参数设置”对话框。
2)键入所希望的参数设置的组数,并按下 键。
键。
3)选择焊接电流或送丝速度对话框,按下 键。
键。
4)键入所希望的焊接电流或送丝速度的数值(最大4位数),按下 键。
键。
5)选择电弧电压对话框,按下 键。
键。
6)键入所希望的电弧电压数值(最大3位数),按下 键。
键。
7)选择焊接小车行走速度对话框,按下 键。
键。
8)键入所希望的行走速度数值(最大3位数),按下 键。
键。
至此,一组参数的全部设置输入完成准备就绪,还有9组设置可存储(总共有10组设置);如果只设置一组参数,则从第三步开始。
(4)焊接过程中的参数调节
焊接一经启动(按 键),焊接参数就能精细调节(借助带箭头的数字键,如图8-13所示)。
键),焊接参数就能精细调节(借助带箭头的数字键,如图8-13所示)。
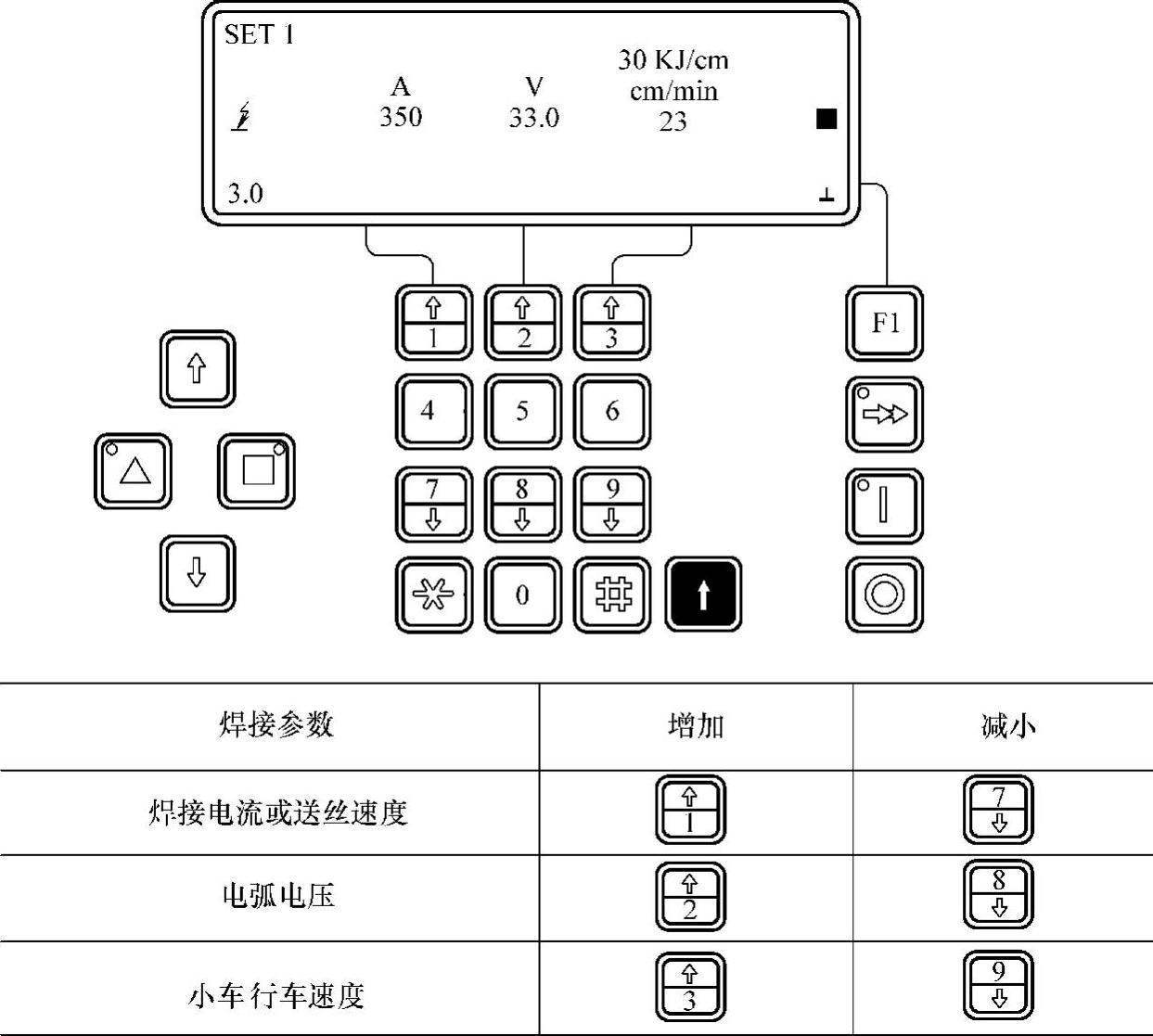
图8-13 带箭头的数字键与焊接参数的对应
存储数据操作如下:
1)按下 键,停止焊接;
键,停止焊接;
2)按下 键,存储已改变的数值;
键,存储已改变的数值;
3)按下 +
+ 键,返回到原数值。
键,返回到原数值。
(5)焊接过程中选择新参数设置
焊接过程中选择新参数设置的功能,在已通过编程进入菜单显示,并已输入几组参数的情况下有效。
立即选择支持原有参数设置1,想转换为参数设置6,并且没有对参数先进行检验的情况。
1)按下 +
+ 键,设置1的标志显现,并且设置1的参数被激活;
键,设置1的标志显现,并且设置1的参数被激活;
2)按下 键,刷新为设置6的标志。
键,刷新为设置6的标志。
3)按下 键,设置6的标志显现,并且设置6的参数被激活。
键,设置6的标志显现,并且设置6的参数被激活。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。