



1.窄间隙埋弧焊焊枪总体结构
图7-41所示是装在悬臂上的窄间隙埋弧焊焊头。为适应窄间隙埋弧焊的焊件坡口,焊嘴端部整个都设计成扁平状,如图7-42所示。
窄间隙埋弧焊焊头的作用是将焊丝、焊剂、焊接电流送入焊接区,同时,还要将没用完的焊剂随时回收,图中也显示出焊剂出口、导电嘴、焊剂回收口和装在窄间隙埋弧焊焊嘴前部的照明灯。

图7-41 装在悬臂上的窄间隙埋弧焊焊头(ESAB)

图7-42 窄间隙埋弧焊的一种焊嘴结构
2.焊嘴潜入坡口底部的到位与自动对中控制
在窄间隙埋弧焊的焊前准备阶段,要调整焊嘴潜入到坡口底部的恰当位置上,这就是焊嘴的到位与自动对中过程。焊嘴潜入坡口底部的到位与自动对中控制是窄间隙埋弧焊设备操作中最重要的程序动作,其中的一步程序动作是需要人工操作的,这就是先将焊头大致调整到焊件坡口上方的恰当位置上。
人工操作时,操作者都要坐在焊接窄间隙埋弧焊机的控制台前,以便用肉眼观察焊嘴是否调节到恰当位置上。有些窄间隙埋弧焊机控制台前带座位(图7-43),很方便人工操作。一旦焊嘴手动调节到恰当位置上后,操作者就开启焊嘴自动对中控制系统,焊嘴会自动无碰撞地下潜至窄间隙坡口底部的设定位置上,如图7-44所示。

图7-43 带座位的悬臂式埋弧焊机

图7-44 焊嘴的自动对中到位状态
3.导电嘴偏摆系统结构与工作原理
(1)导电嘴偏摆系统结构 为清楚说明导电嘴偏摆系统结构与工作原理,将能充分显示导电嘴偏摆系统结构的右视图和后视图结合起来观察,如图7-45所示。图中黑色箭头线标示出使导电嘴偏摆的动力源(气缸)到导电嘴偏摆的驱动传递路经。
(2)导电嘴的偏摆原理 将导电嘴的细部示于图7-46。这样放置使导电嘴像一个船舵,便于说明导电嘴的偏摆原理:
1)使导电嘴偏摆的驱动机构就是一个拨杆,拨杆的前端呈小球状,当拨杆左右摆动偏摆时,就拨动导电嘴这个“船舵”以偏摆轴线为中心左右摆动。
2)拨杆能左右摆动则是由于与拨杆成刚性连接的小轴的左右转动。
在说明小轴左右转动的驱动机构之前,还有两点关于导电嘴的重要技术问题:(https://www.xing528.com)
1)因要将焊接电流传给导电嘴,所以导电嘴结构上设计了柔性导线接头。
2)因导电嘴的出丝口处于高温环境,所以是易损件,为更换方便,导电嘴设计成左右两片的可拆卸结构形式。
(3)导电嘴偏摆的动力机构 由上面已知,只要使偏摆驱动拨杆小轴左右转动,就能使导电嘴左右偏摆。
由于窄间隙埋弧焊坡口空间已很狭窄,不可能将拨杆小轴左右转动的动力机构安排在导电嘴附近。
如图7-45所示,导电嘴左右偏摆的动力来源是气缸,将气缸活塞杆的动力传递到导电嘴左右偏摆拨杆小轴来,就需要一套动力传递机构完成,如图7-47、图7-48所示。
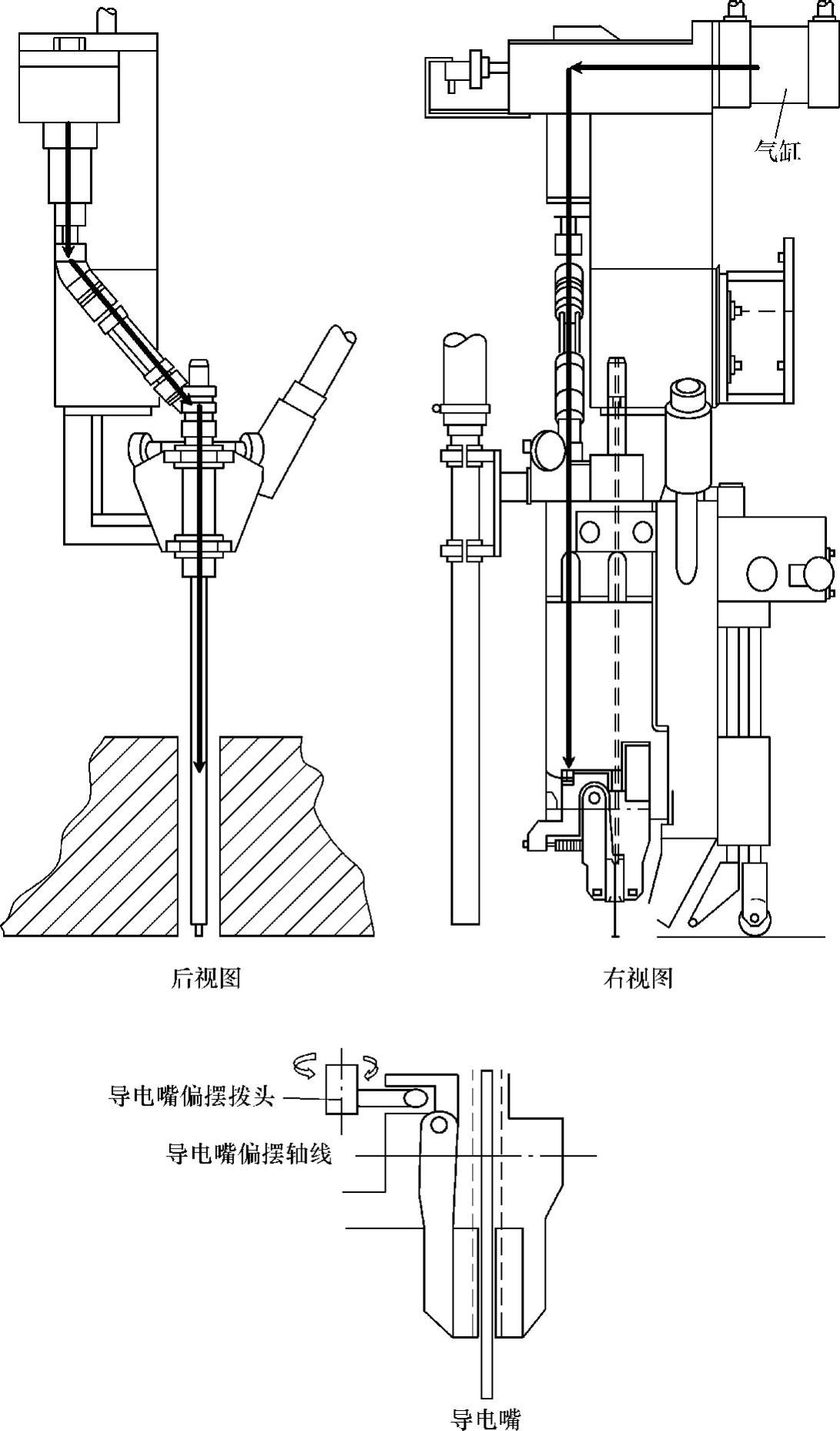
图7-45 导电嘴偏摆的机械传递
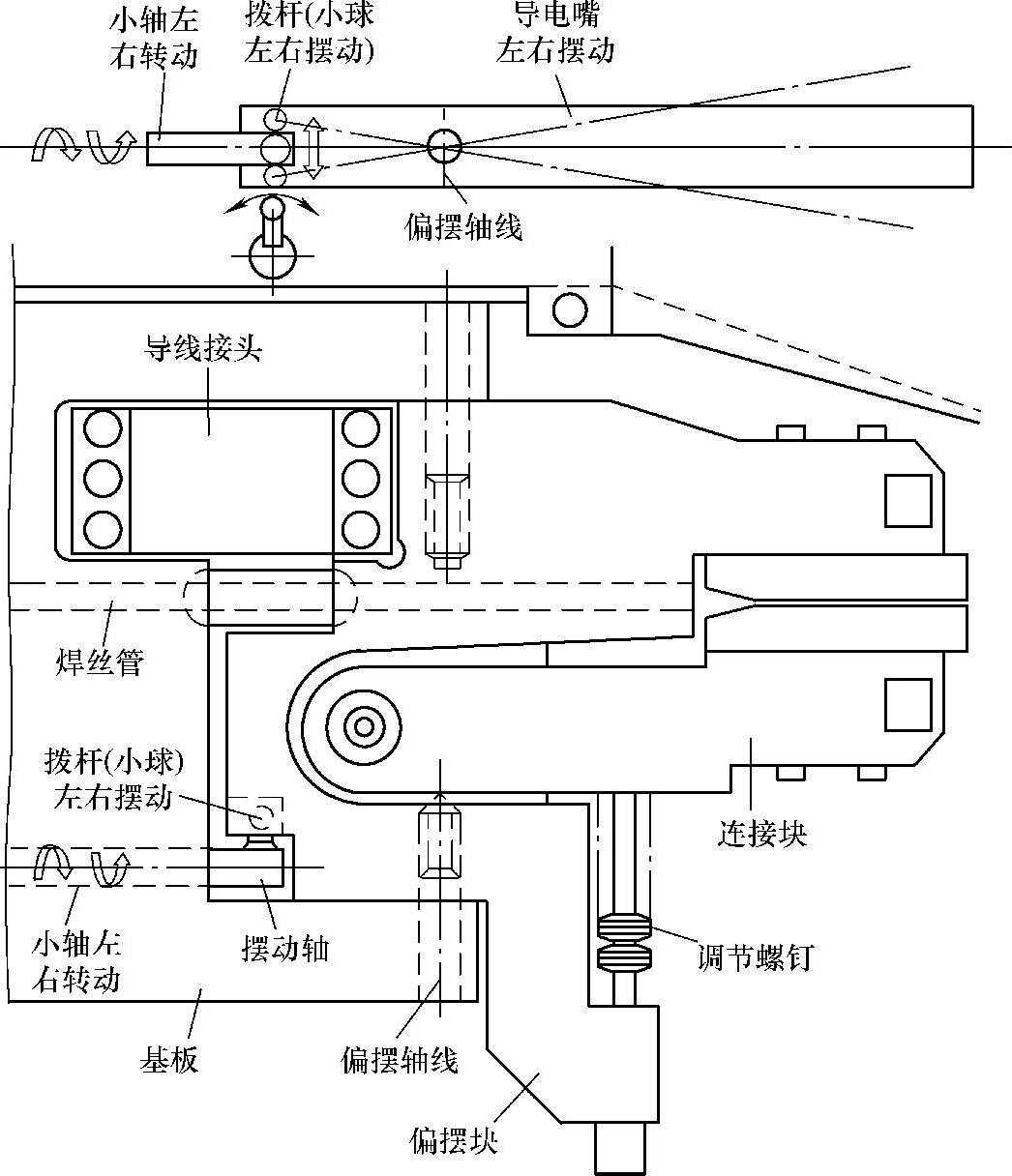
图7-46 导电嘴偏摆原理图
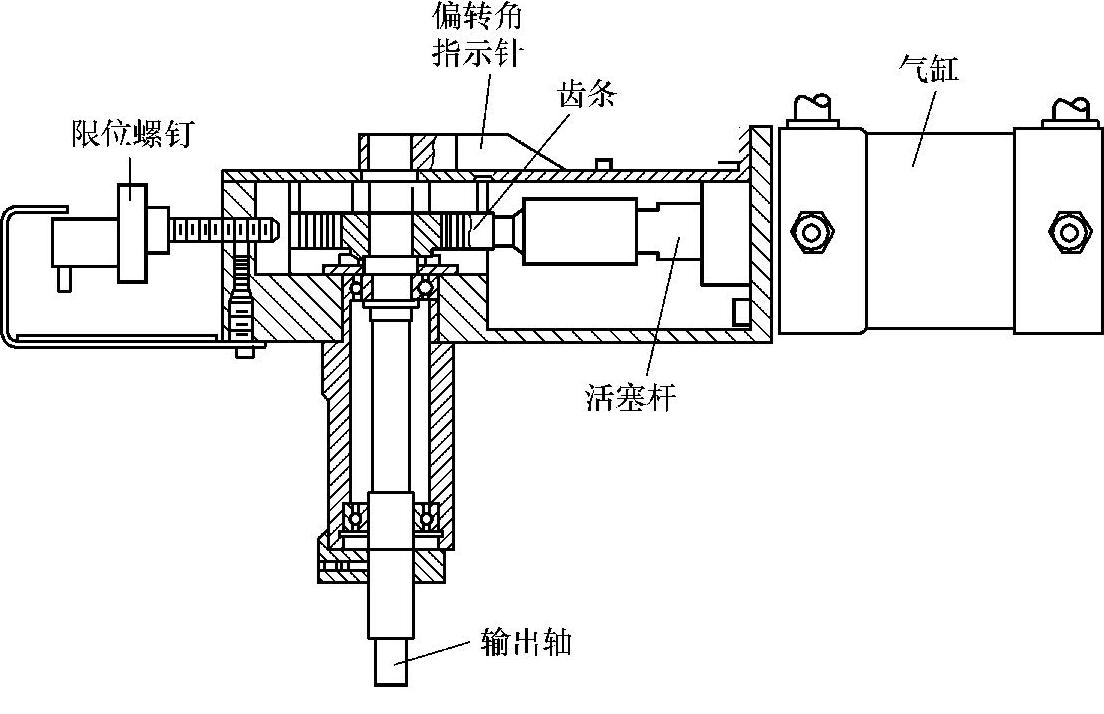
图7-47 偏摆的动力机构结构图之一
图7-47中,气缸活塞杆的前端是一齿条-齿轮机构,因此活塞杆的左右移动就转换为输出轴的左右转动。
输出轴的左右转动的角度大小,靠两个可调限位螺钉(图7-48)来调节。可调限位螺钉实际上是对气缸活塞杆前端的齿条左右移动进行限位。
输出轴的左右转动的角度大小,通过与齿条-齿轮机构的齿轮轴相连的偏转角指示针指示出来,以方便操作。
下面的问题在于如何将动力源输出轴的左右转动传递到导电嘴左右偏摆拨杆小轴来。
ESAB的设计是采用专利技术的所谓柔性轴和相应的连接部件,将动力源输出轴的左右转动,跨过一段路径传递到导电嘴左右偏摆拨杆小轴上,如图7-45所示。

图7-48 偏摆的动力机构结构图之二
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。