



【摘要】:三丝埋弧焊是通过采用:合理的电源种类组合、焊丝排列与熔池特性、各单丝角度的设置、合适的焊丝材料、合理的焊接热输入对接头组织性能影响,使焊接接头的强度和韧性满足母材的匹配要求,从而可满足厚板高效、高质量的焊接要求。图7-21所示为三丝埋弧焊机的焊头。三丝埋弧焊一般采用焊丝纵列,一方面是为电弧扩展面积,有效地消除坡口边缘的未熔合,减少焊缝根部热裂纹,可有效地减少咬边。图7-27 三丝埋弧焊的水冷焊嘴设计
三丝埋弧焊是通过采用:合理的电源种类组合、焊丝排列与熔池特性、各单丝角度的设置、合适的焊丝材料、合理的焊接热输入对接头组织性能影响,使焊接接头的强度和韧性满足母材的匹配要求,从而可满足厚板高效、高质量的焊接要求。
图7-21所示为三丝埋弧焊机的焊头。
三丝埋弧焊一般采用焊丝纵列,一方面是为电弧扩展面积,有效地消除坡口边缘的未熔合,减少焊缝根部热裂纹,可有效地减少咬边。
三丝埋弧焊采用三个独立的电源以直流反接+交流+交流(图7-22、图7-23)的形式供电,为的是避免电弧磁偏吹现象,减少气孔的产生。
焊丝间距和角度根据坡口形式、焊接规范及焊接速度确定,一般单熔池焊丝总间距控制在20~35mm,前导焊丝角度通常垂直于钢板表面,如图7-24所示。
三丝埋弧焊的焊丝排列灵活,图7-25所示的三丝聚集的排列方式主要是为大厚板一次性焊透而考虑的,因此多用于厚壁管件的焊接,如图7-26所示。

图7-21 三丝埋弧焊机的焊头
图7-22 三丝埋弧焊的焊丝排列1
 (https://www.xing528.com)
(https://www.xing528.com)
图7-23 三丝埋弧焊的焊丝排列2
图7-24 三丝埋弧焊的焊丝排列3
图7-25 三丝聚集的焊枪排列方式
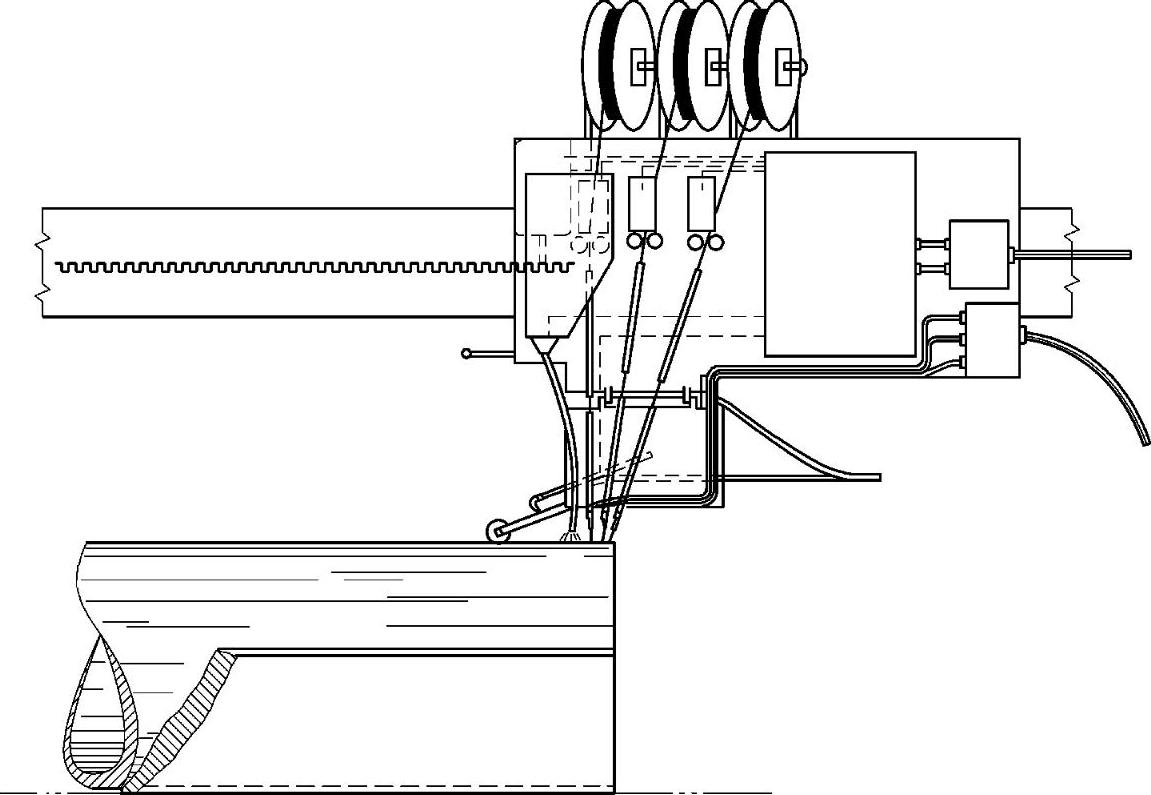
图7-26 三丝聚集焊头用于厚壁管焊接
由于三丝埋弧焊机的电流较大,又多为自动焊专机,因此对送丝系统与导电嘴的设计要十分精细,即在条件允许时,充分冷却送丝系统与导电嘴,如图7-27所示。
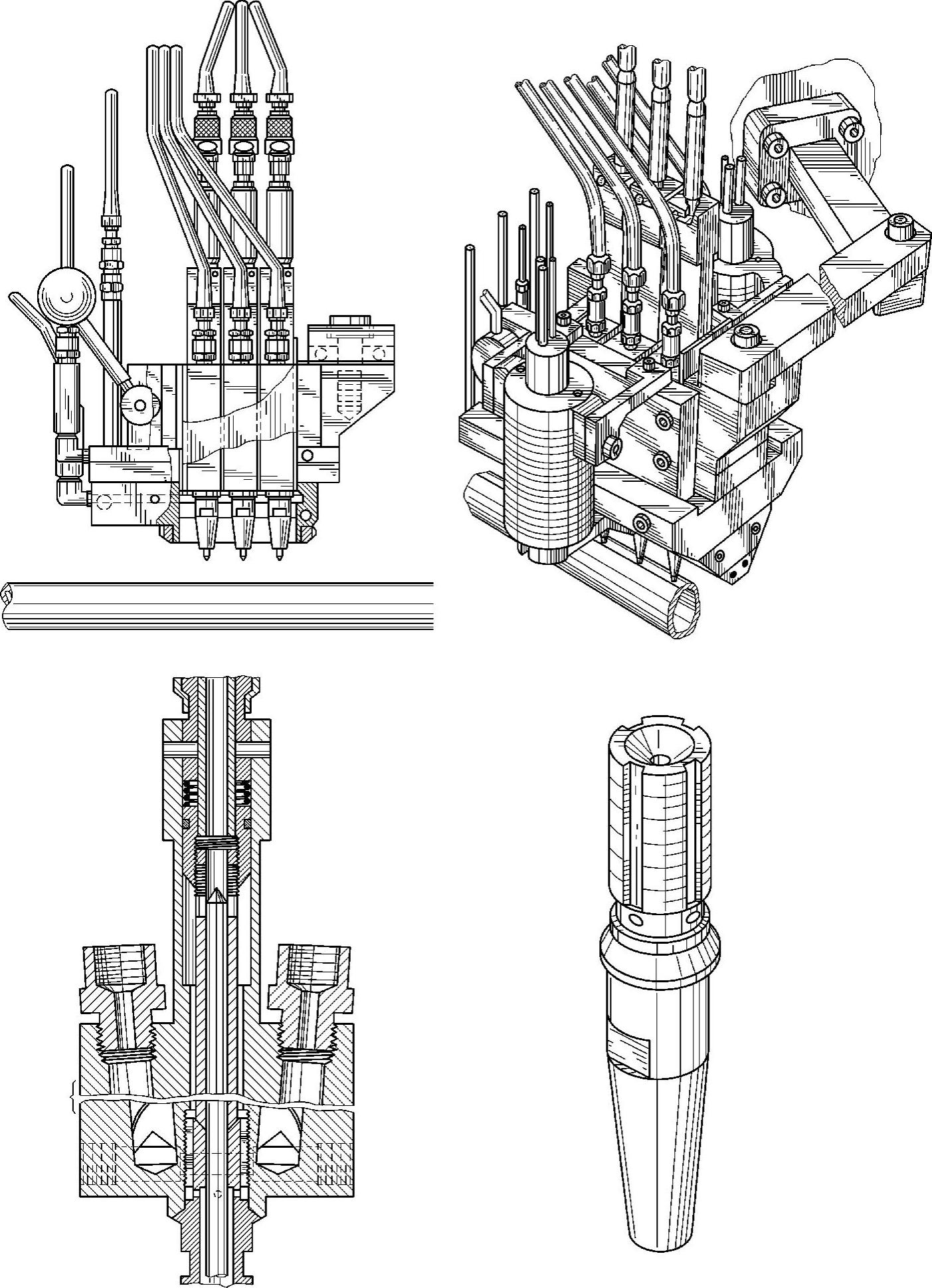
图7-27 三丝埋弧焊的水冷焊嘴设计
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。