



【摘要】:并列双丝埋弧焊也称单电源双丝埋弧焊,它是用两根较细的焊丝代替一根较粗的焊丝,两根焊丝共用一个导电嘴,以同一速度通过导电嘴向外送出。图7-15 “单电源双丝”焊供电图7-16 一种实用单电源双丝埋弧焊头单电源双丝的两根焊丝之间的距离取决于焊丝的直径和焊接参数,并且可以调节。由于两丝靠得比较近,两焊丝形成电弧共熔池,并且两电弧互相影响,这正是并列双丝埋弧焊优于单丝埋弧焊的原因。
并列双丝埋弧焊也称单电源双丝埋弧焊,它是用两根较细的焊丝代替一根较粗的焊丝,两根焊丝共用一个导电嘴(图7-15、图7-16),以同一速度通过导电嘴向外送出。
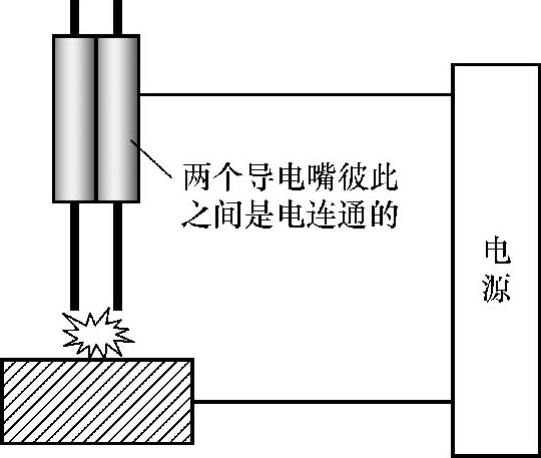
图7-15 “单电源双丝”焊供电
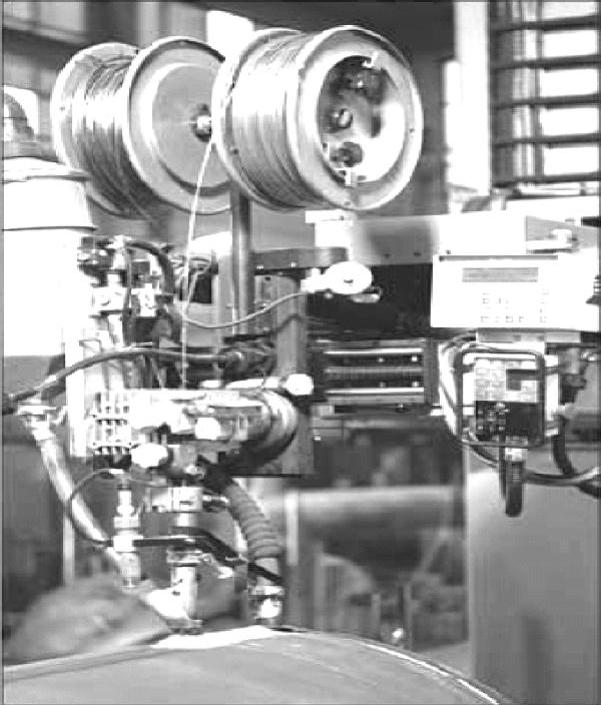
图7-16 一种实用单电源双丝埋弧焊头
单电源双丝的两根焊丝之间的距离(图7-17)取决于焊丝的直径和焊接参数,并且可以调节。两焊丝的直径、化学成分可以相同也可以不相同。
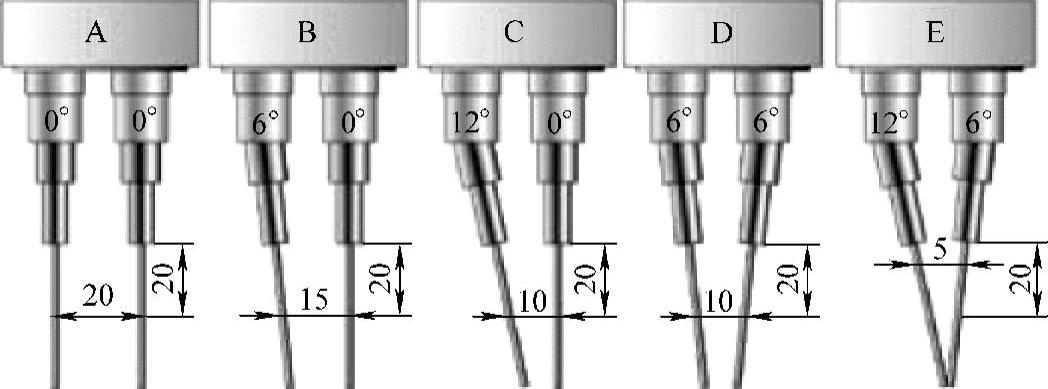
图7-17 单电源双丝埋弧焊焊丝的位置调节(https://www.xing528.com)
并列双丝埋弧焊的两焊丝排列方式可纵向排列(图7-18a),也可横向平行排列(图7-18c),或成某角度排列(图7-18b),这都取决于焊丝的直径和焊接参数。
由于两丝靠得比较近,两焊丝形成电弧共熔池,并且两电弧互相影响,这正是并列双丝埋弧焊优于单丝埋弧焊的原因。交、直流电源均可使用,但直流反接能得到最好的效果。
并列双丝焊的优点:
1)能获得更高质量的焊缝。这是因为两电弧对母材的加热区变宽,焊缝金属的过热倾向减弱,平均焊接速度比单丝焊提高。
2)焊接设备简单。这种焊接方法在很多方面可以和串列双丝埋弧焊的焊速和熔敷率相比,而设备的投资成本仅为串列双丝埋弧焊设备的一半,所以这种工艺很容易推广到多丝焊。
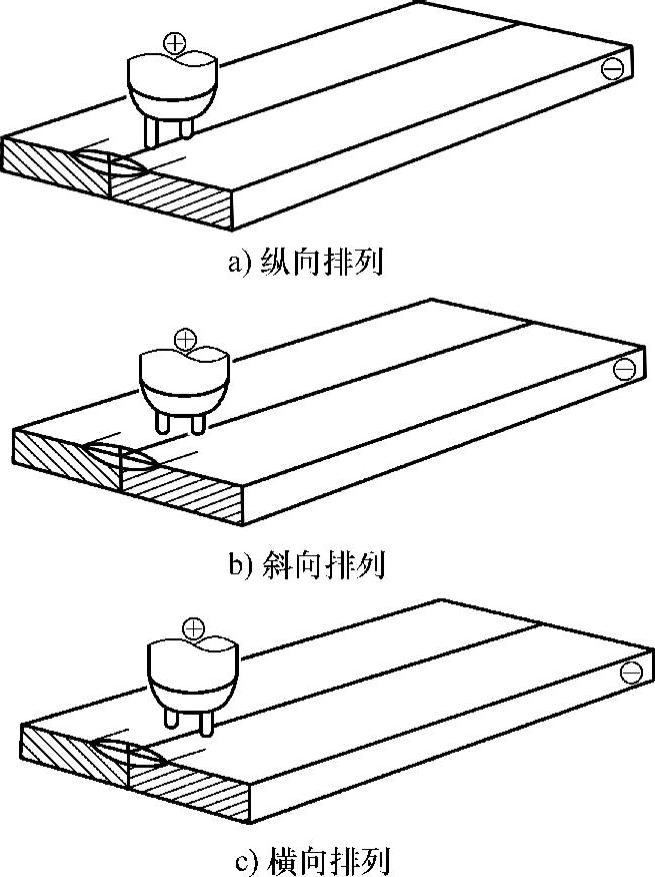
图7-18 并列双丝的排置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。