




图7-8 对称设计的送丝机构
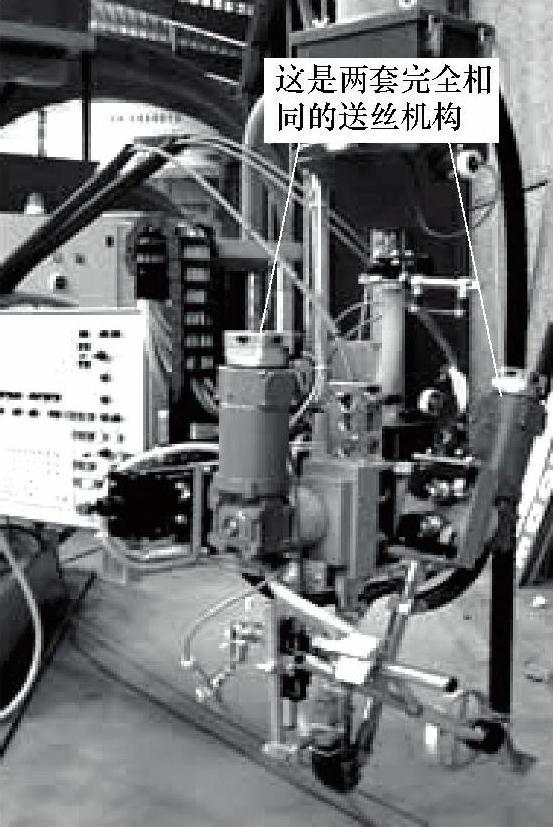
图7-9 送丝机构相背的设计
焊丝的校直、送给机构是埋弧焊焊头的主要机构部分,一般占据空间位置较大,因此尽量设计得小巧紧凑。为了能调节两根焊丝的位置(对串列双丝埋弧焊,一般是跟随焊丝沿焊接方向前摆),两套焊丝的校直、送给机构设计成左右对称形式但型号不同,如图7-8所示。或者两套焊丝的校直、送给机相背安置,如图7-9所示。送丝机构相背安置的优点在于使用的焊丝校直、送给机构是同一个型号部件,这就减少了设备配件数量,并降低成本。
根据焊接生产实际情况要求,串列双丝埋弧焊焊枪可有纵/横串列双丝焊头两种结构形式:前者,两丝(焊枪)排列方位与横向滑板的方位呈空间垂直状态;后者,两丝(焊枪)排列方位与横向滑板的方位呈空间平行状态,如图7-10所示。

图7-10 串列双丝纵/横焊头的结构
串列双丝埋弧焊焊头最常用于悬臂式机架上,形成高效的埋弧焊工作站,如图7-11所示。
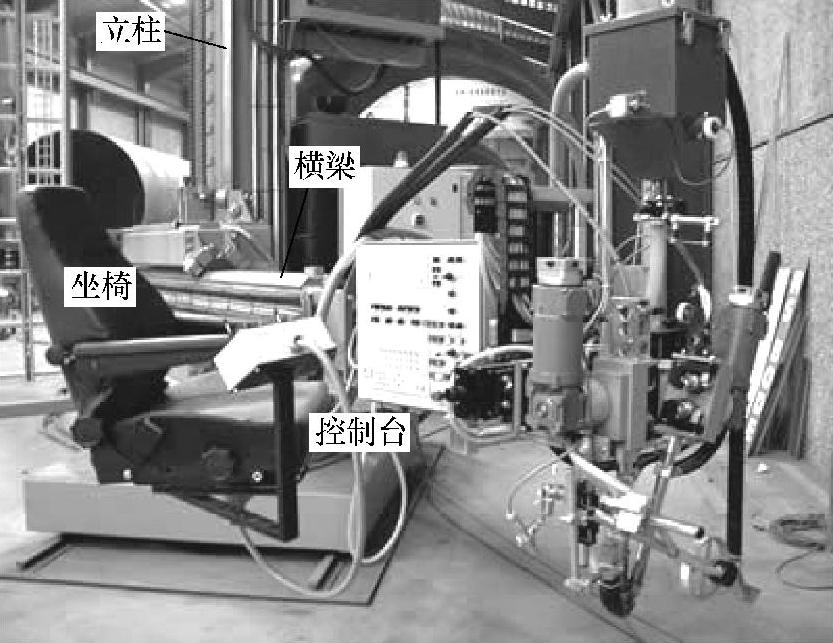
图7-11 悬臂式串列双丝埋弧焊工作站(https://www.xing528.com)
焊接准备阶段,串列双丝埋弧焊头要手动调节焊嘴的立向与横向位置,以便使焊嘴距焊件有合适的高度和对中焊缝坡口的中心线,如图7-12所示。
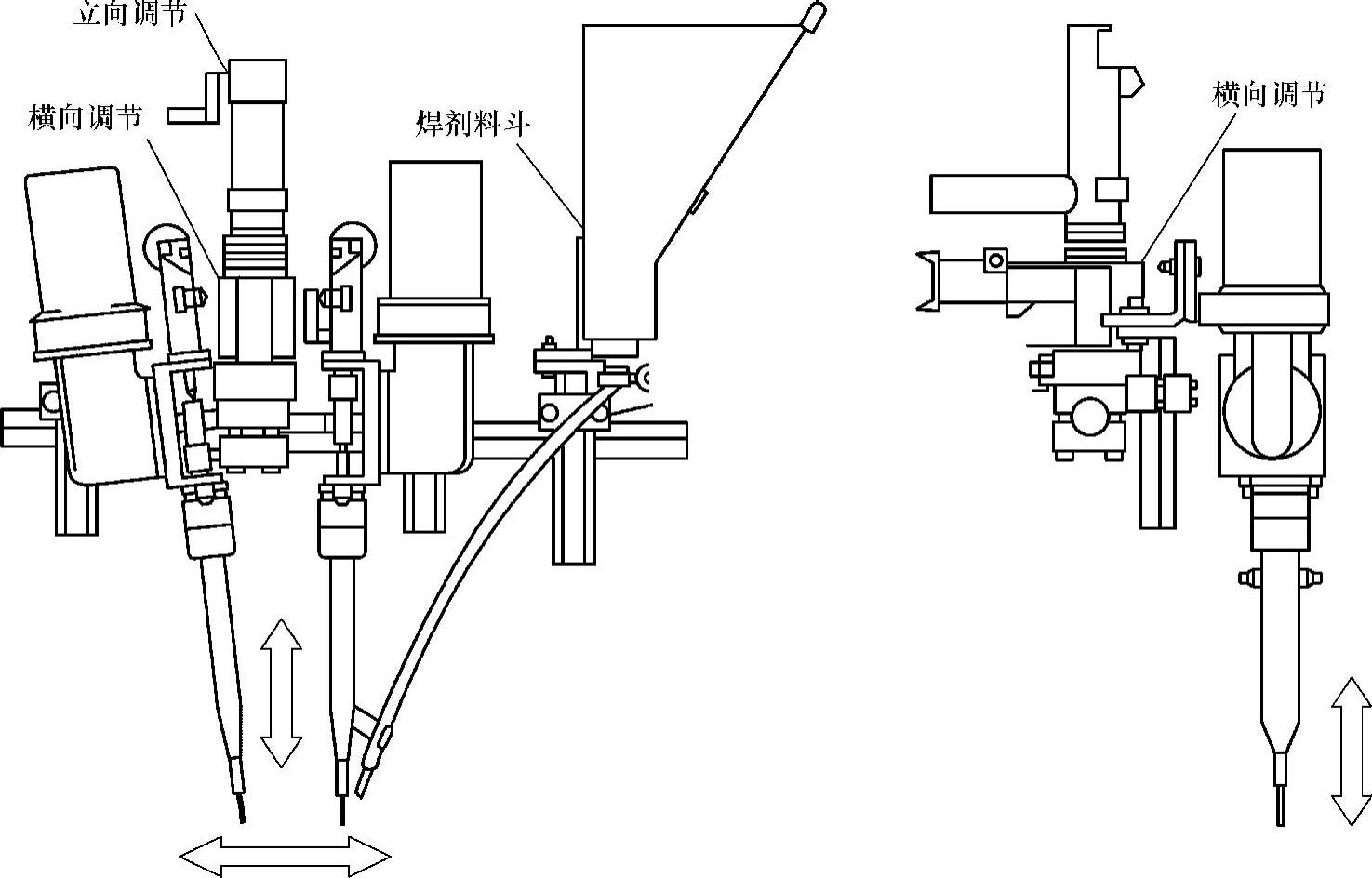
图7-12 串列双丝焊头的立向/横向调节机构1
对有纵/横向滑板与电动机驱动系统的串列双丝埋弧焊焊头来说,手动调节焊嘴的立向与横向位置的机构也是不可少的,如图7-13所示。
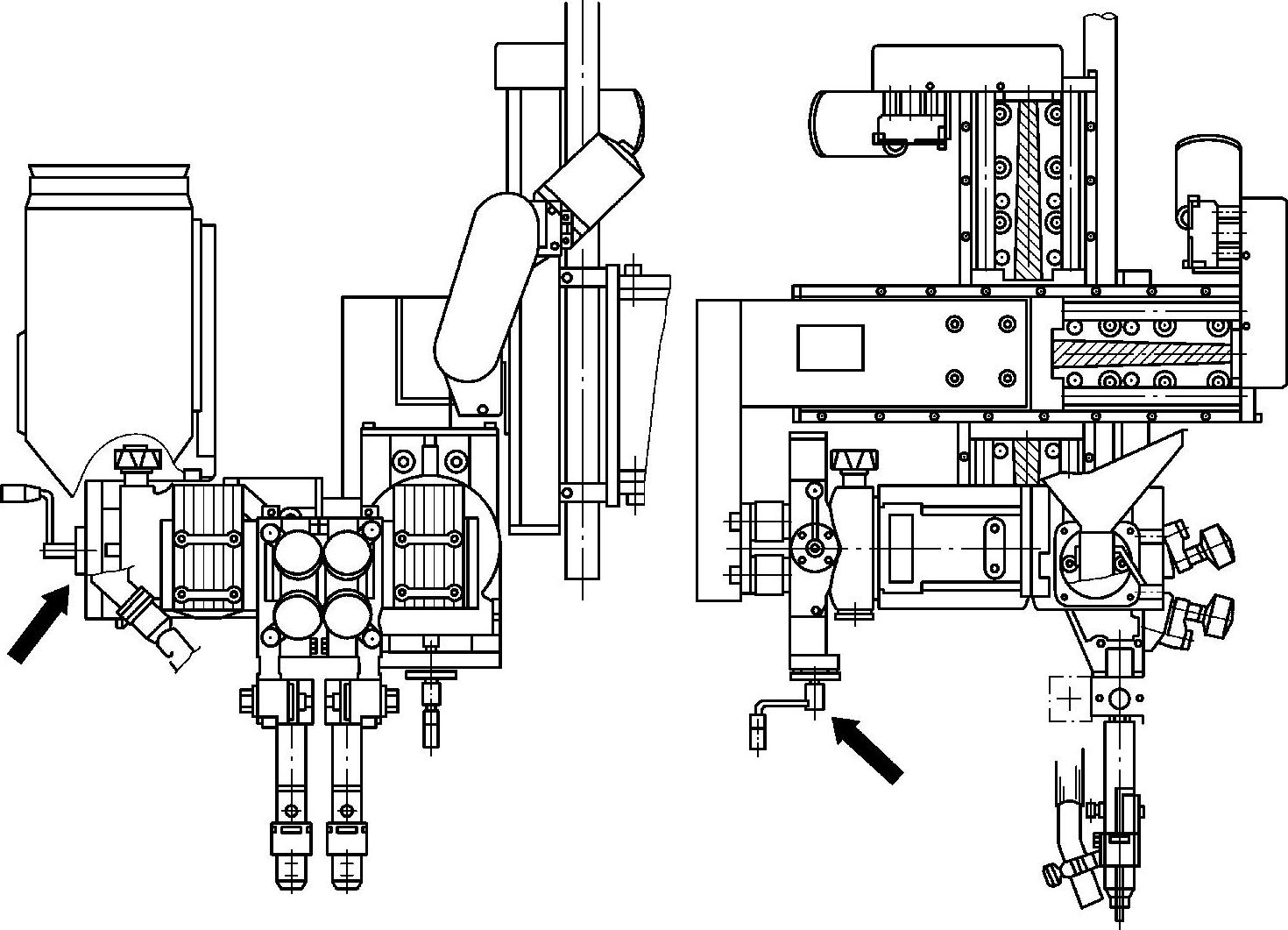
图7-13 串列双丝焊头的立向/横向调节机构2
串列双丝埋弧焊焊头的结构中,除了双焊丝送进系统外,主要还包括:送/收焊剂系统、焊头的坡口跟踪系统。送/收焊剂系统与普通的单丝埋弧焊焊头无差别;而串列双丝埋弧焊焊头的焊接坡口跟踪系统与单丝埋弧焊焊头也无差别(图7-14)。
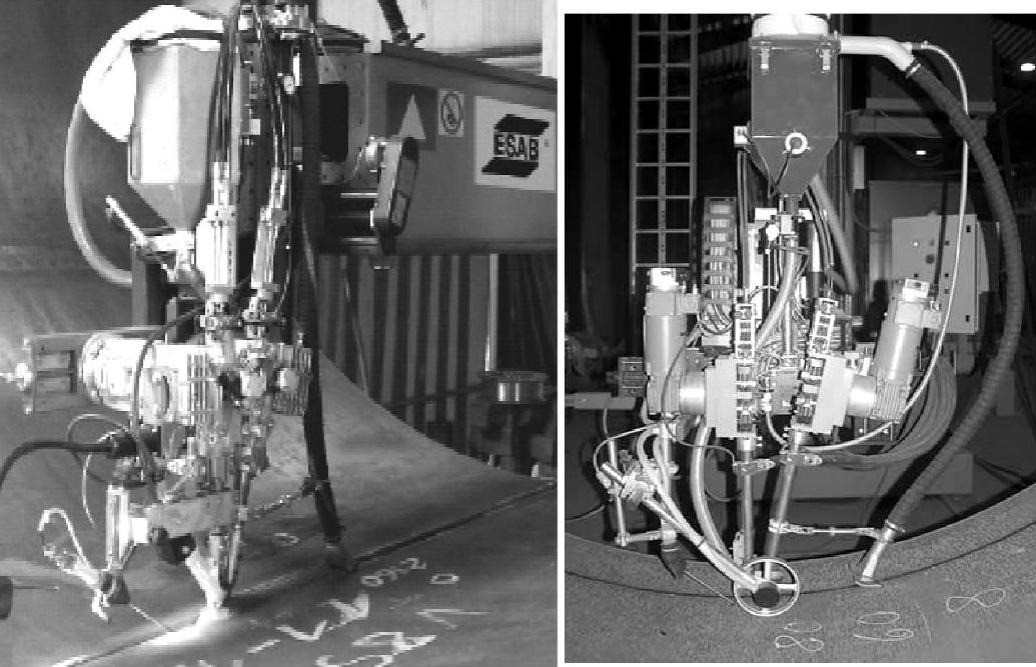
图7-14 串列双丝埋弧焊焊头的坡口探头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。