



当两根焊丝间距较大时,两个电弧没有共同的电弧空间,形成双熔池(图7-4、图7-5)。这时前端电弧有造成熔深和预热的作用,后端电弧有提高生产率、延缓焊缝冷却和后热处理前一层焊缝的作用,因此在焊接合金钢时,不易出现裂纹并改善接头性能。

图7-4 串列双丝双熔池埋弧焊工艺示意图
大量的工艺实验证明,串列双丝双熔池埋弧焊技术具有以下特点:
1)生产效率高。由于使用两个电源供给两个电弧焊接,其生产率比单丝单弧焊接提高1倍左右。例如,采用两个300A的双细丝双弧焊接与一个粗丝单弧焊接相比,其熔敷率比为10.5/6.4,提高生产率60%以上;厚板焊接时,双细丝双弧焊接可以开小坡口,生产率可进一步提高。
2)焊接裂纹倾向小。一般对厚板或碳含量及合金元素较多的材料的焊接,需要首先进行预热以减少裂纹倾向,这就增加了生产的工序和操作者的劳动强度,提高了生产成本。而采用双细丝双弧焊接方法,由于其前导电弧的预热作用和跟随电弧的后热作用,产生焊接裂纹倾向要小得多,同时减少了生产过程中预热和层间温度的控制环节。
3)焊缝力学性能好。采用单粗丝、大电流焊接,有时会出现强度高,但冲击韧度低的结果;而双丝埋弧焊技术的焊接接头可以形成有利的窄长温度场,降低了熔池的最高温度,减少了接头热影响区(HAZ)的宽度;双电弧在焊接时形成的熔池纵向尺寸较长,金属在固液态的时间较长,冷却速度和热循环过程相对于单电弧来说就较慢,焊缝中的微量元素有较长时间进行扩散,从而使低熔点的共熔物因过冷度的降低而减少了成分偏析,故采用双细丝双弧焊接技术可以明显地提高接头韧性,改善了焊缝的组织与性能。
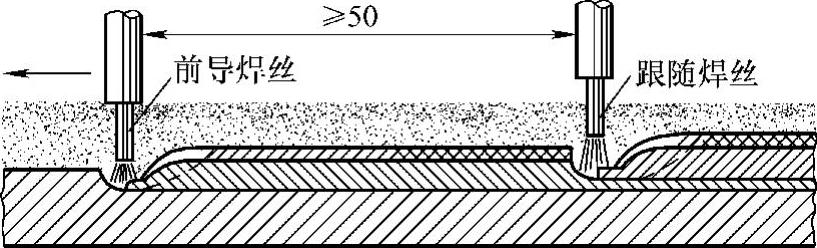
图7-5 串列双丝双熔池埋弧焊两丝间距(https://www.xing528.com)
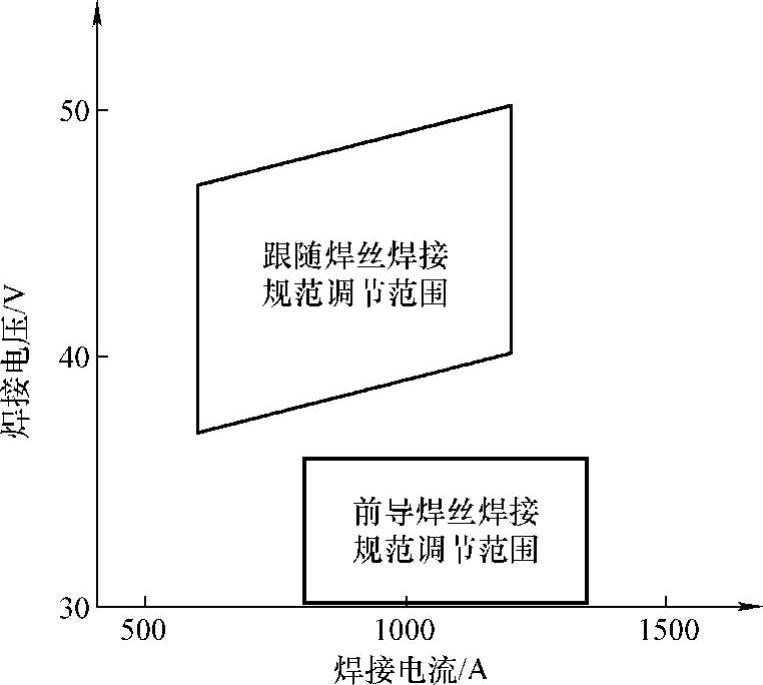
图7-6 串列双弧双熔池埋弧焊的焊接参数
4)可以适当调整焊缝成分。采用不同的焊丝匹配,进行焊缝渗合金,可以满足不同的焊缝性能要求。
这里,列出串列双丝双熔池埋弧焊的焊接参数实例。其中主要是前导焊丝和跟随焊丝的焊接电流、焊接电压,还有对焊接坡口的尺寸要求,如图7-6、图7-7所示。
前导焊丝:电流800~1350A,电压30~36V;跟随焊丝:电流600~1200A,电压:37~50V。
前导焊丝热输入:70kJ/cm;跟随焊丝热输入:60kJ/cm。
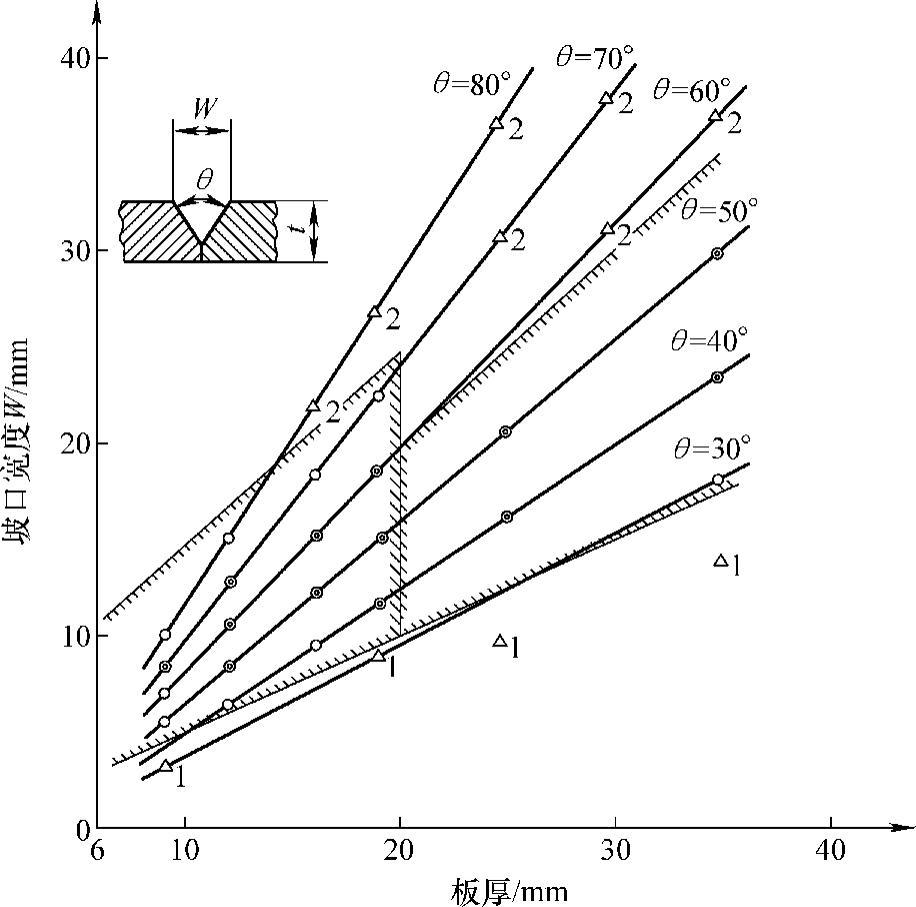
图7-7 串列双丝双熔池埋弧焊的焊接坡口尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。