



【摘要】:埋弧焊机PLC控制器在系统设计上,还要考虑到焊接状态与调试状态,紧急设备事故处理等状态的处理问题。图6-16 埋弧焊机控制系统的综合结构框图图6-16 埋弧焊机控制系统的综合结构框图(续)图6-16 埋弧焊机控制系统的综合结构框图(续)图6-17是从控制系统输入信号与输出信号及执行机构的角度,以悬臂式窄间隙埋弧焊机控制系统为例得出的计算机控制系统组成框图。图6-17 悬臂式窄间隙埋弧焊机控制系统的结构框图
PLC是可编程序逻辑控制器(Programable Logic Controller)的缩写。在近年焊接自动控制系统中应用十分广泛。PLC控制器可以接收几千个I/O点开关量的控制,还增加了模拟量处理和运动控制等功能,因此非常适用于埋弧焊成套设备的控制。
埋弧焊机的系统PLC控制器除了要对前述的焊接坡口跟踪系统、电弧电压(弧长)控制系统、焊接电流控制系统、焊接速度控制系统等进行统一的控制和管理外,还要进行焊接参数显示与监控系统的管理、焊接辅助装置(如焊剂装置)、焊接辅机的联动控制、焊机安全装置(如机械行程的限位)的控制等。
埋弧焊机PLC控制器在系统设计上,还要考虑到焊接状态与调试状态,紧急设备事故处理(如未起弧、中途停焊、电网断电)等状态的处理问题。
为了对埋弧焊机控制系统有一全面的了解,根据埋弧焊机系统PLC控制器可能的输入指令信号(不见得在一台设备中都能包括)和PLC控制器的输出控制信号与控制对象的对应关系,将其汇总于图6-16中。
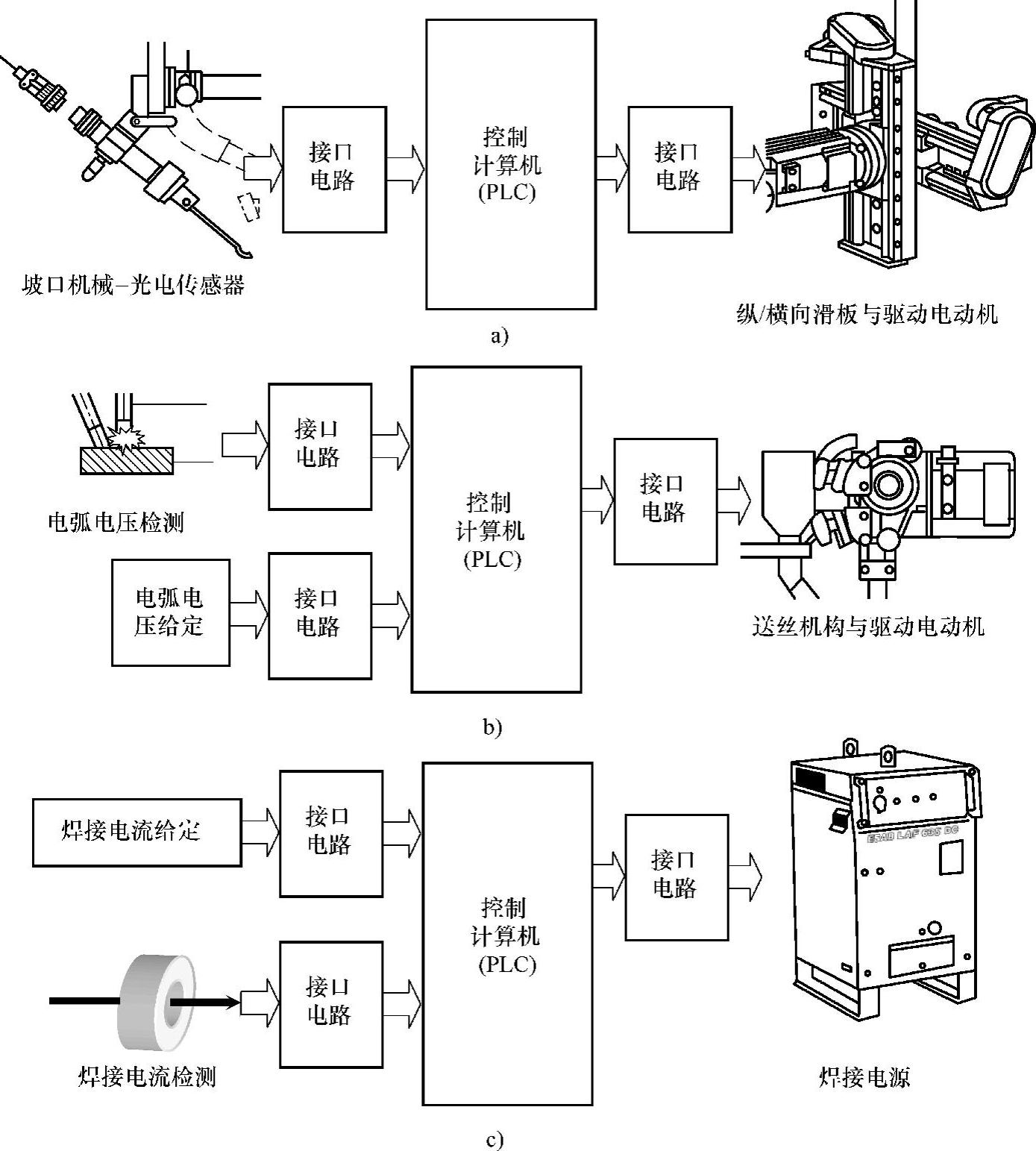
图6-16 埋弧焊机控制系统的综合结构框图
 (https://www.xing528.com)
(https://www.xing528.com)
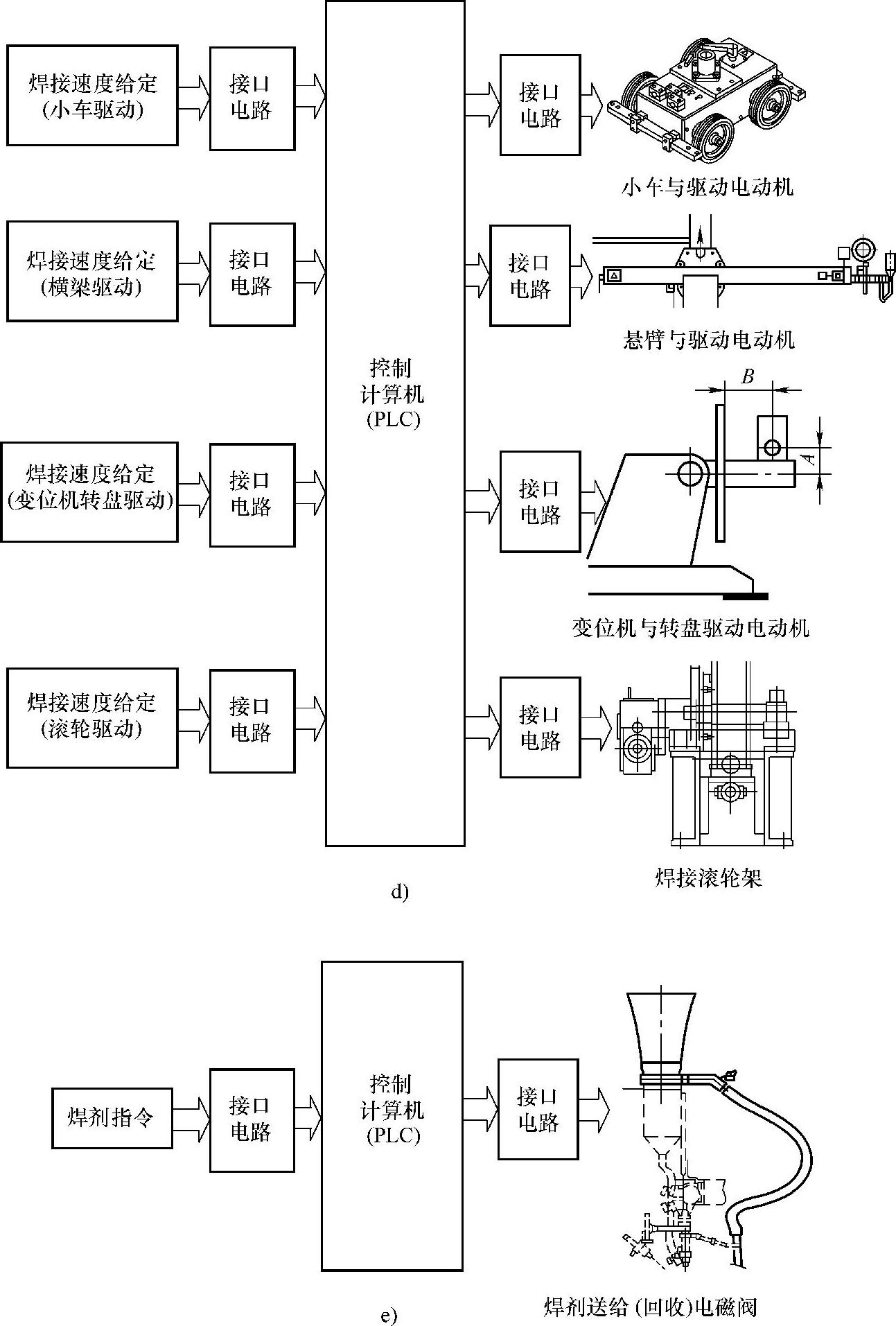
图6-16 埋弧焊机控制系统的综合结构框图(续)
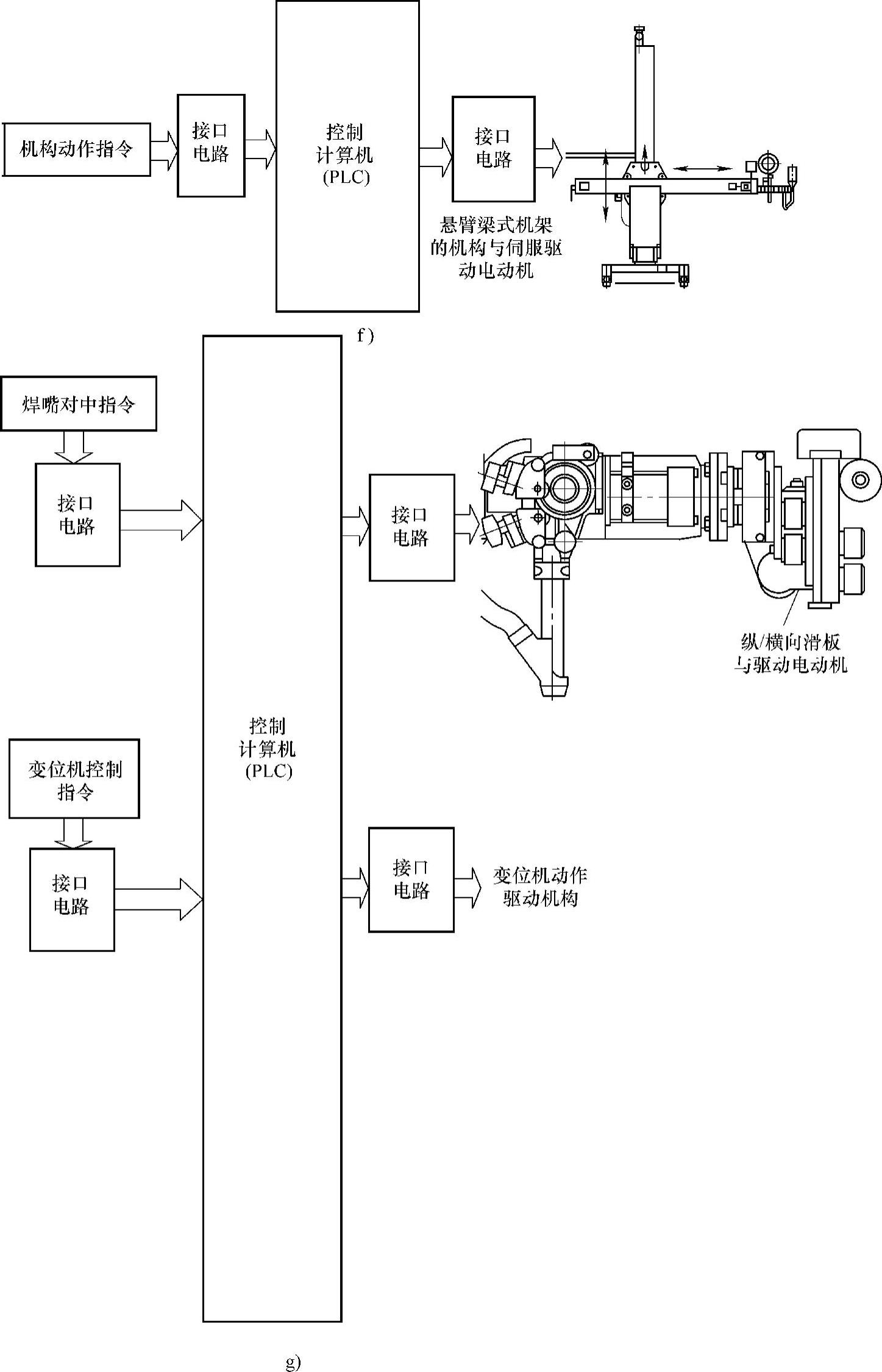
图6-16 埋弧焊机控制系统的综合结构框图(续)
图6-17是从控制系统输入信号与输出信号及执行机构的角度,以悬臂式窄间隙埋弧焊机控制系统为例得出的计算机(PLC)控制系统组成框图。
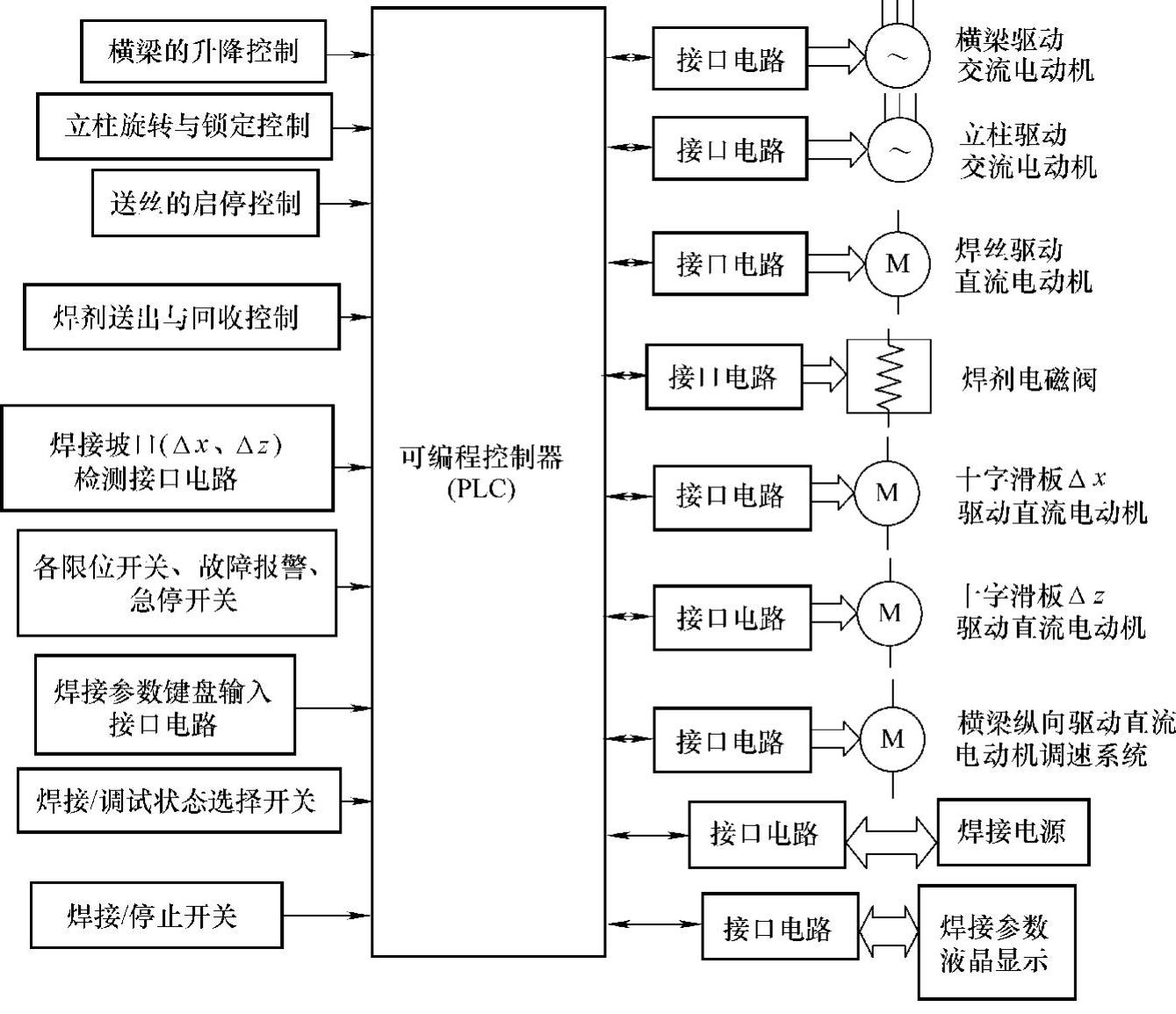
图6-17 悬臂式窄间隙埋弧焊机控制系统的结构框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。