



【摘要】:经分析和归纳,大体上可将埋弧焊设备的焊接速度控制系统划分成两种速度控制模式,即焊接主机架的直线移动速度控制模式和焊接辅机的圆周运动速度控制模式。图6-9 悬臂式焊机用于筒体环缝焊接图6-10 “马鞍形”焊缝焊机的焊接速度控制模式
焊接速度控制是埋弧焊设备控制系统组成中最繁杂的部分,这是因为根据焊缝的具体情况,形成的成套自动化埋弧焊机的种类十分庞杂,即除了小车式、悬臂式、悬台式、双立柱式、龙门式机架和马鞍形焊缝机架等的焊接主机外,成套自动化埋弧焊装备中还可能包括诸如焊接滚轮架(转胎)、焊接变位机、直线轨道车等多种焊接辅机。这些焊接主机与焊接辅机的相互搭配,可形成多种成套自动化埋弧焊装备。
经分析和归纳,大体上可将埋弧焊设备的焊接速度控制系统划分成两种速度控制模式,即焊接主机架的直线移动速度控制模式和焊接辅机的圆周运动速度控制模式。图6-5~图6-8是几种由机架带动焊枪作直线移动的焊接速度控制模式。
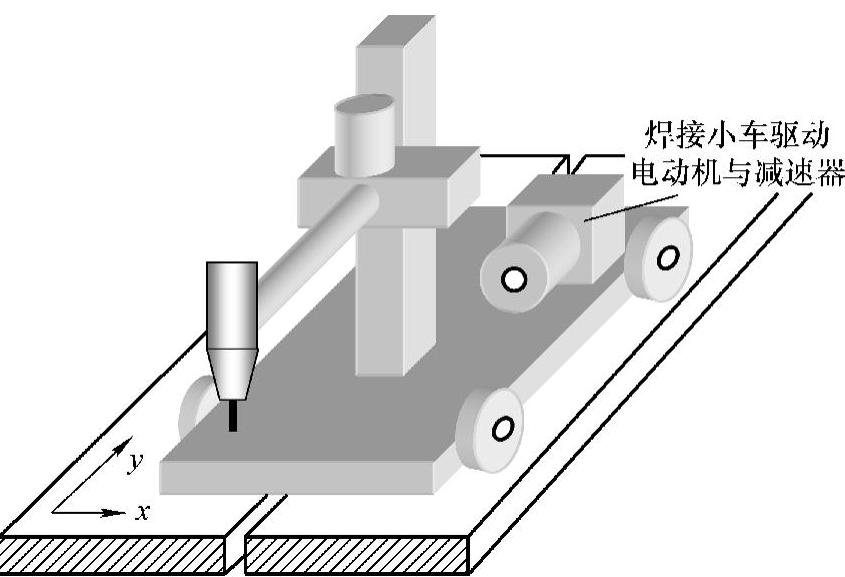
图6-5 直缝焊速控制模式之一
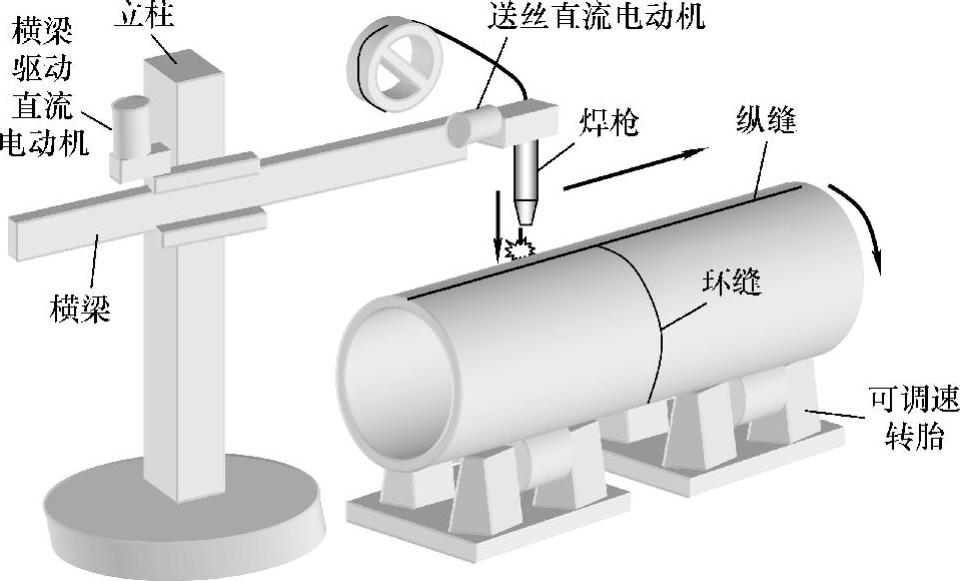
图6-6 直缝焊速控制模式之二
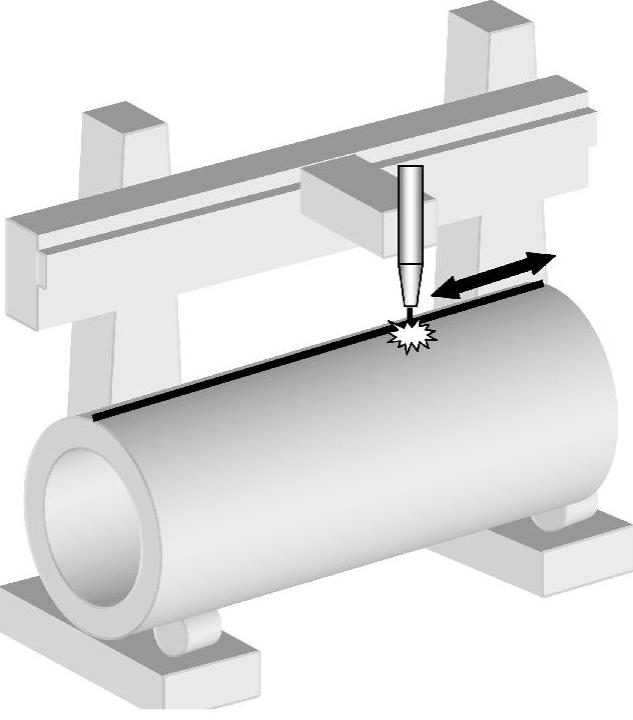
图6-7 直缝焊速控制模式之三
 (https://www.xing528.com)
(https://www.xing528.com)
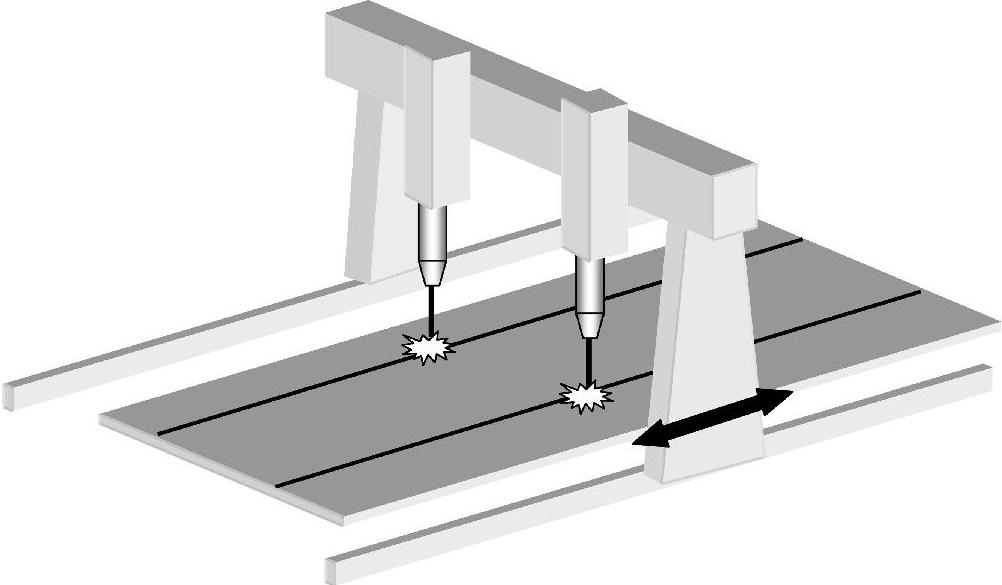
图6-8 直缝焊速控制模式之四
尽管焊枪的重量很小,但是机架的重量都很大,因此直线焊接速度的驱动电动机功率要求较大,并且要有很好的调速性能。
图6-9和图6-10是两种圆周运动速度控制模式:图6-9是通过对焊接滚轮架的旋转速度控制来完成对焊接速度的控制;图6-10是通过对焊枪的旋转支架绕子管的圆周运动的速度控制来完成对焊接速度的控制。
无论是哪种控制模式,最终都归结为对驱动电动机的转速控制。
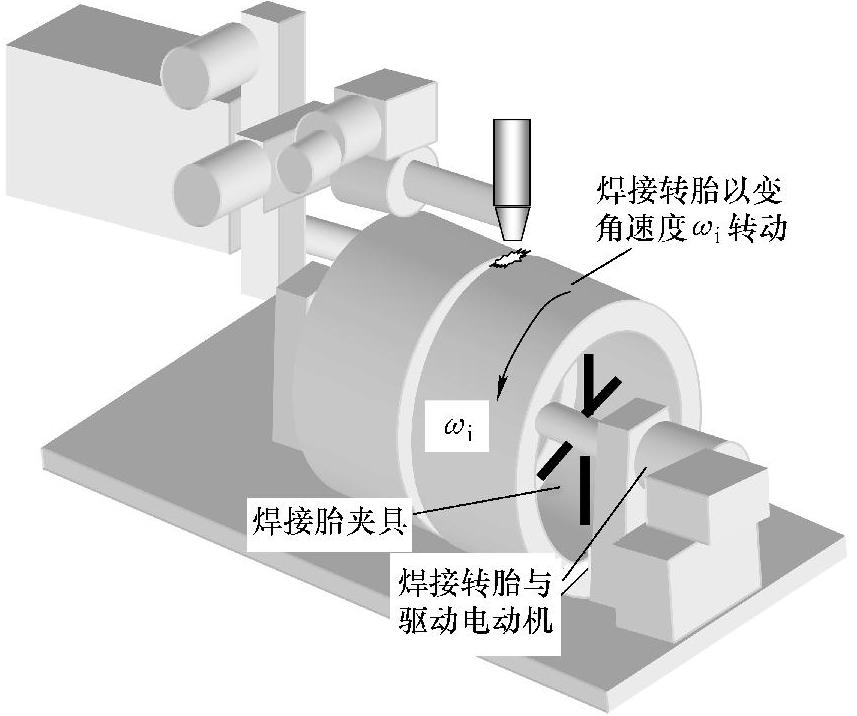
图6-9 悬臂式焊机用于筒体环缝焊接
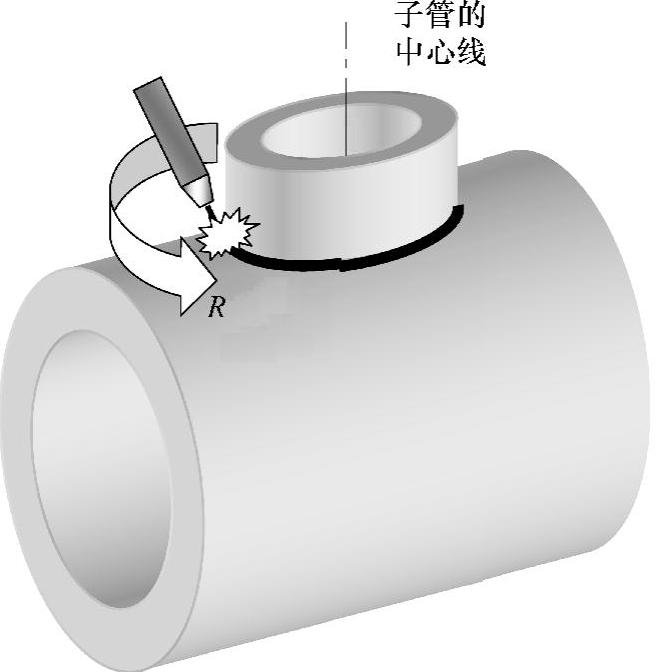
图6-10 “马鞍形”焊缝焊机的焊接速度控制模式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。