



埋弧焊的焊接电流是由埋弧焊焊接电源提供的,埋弧焊的焊接电源与埋弧焊的焊接电弧共同形成“焊接电源-电弧”供电和用电系统,如图6-1所示。
埋弧焊“焊接电源-电弧”系统中的焊接电源种类已在第2章中介绍,这里不再赘述。
图6-1埋弧焊电源中的符号,表示埋弧焊电源可以是工频交流电源、也可以是直流输出的电源、还可以是脉冲波形输出的电源。
这个系统中的焊接电流IH的量值性质和大小是由埋弧焊焊接电源的V-A特性曲线(图6-2中折线b1c1与折线b2c2)与埋弧焊的焊接电弧的V-A特性(图6-2中曲线③)共同决定的,即在U(电压)-I(电流)坐标平面上,由上述两条特性曲线的交点所决定的数值。
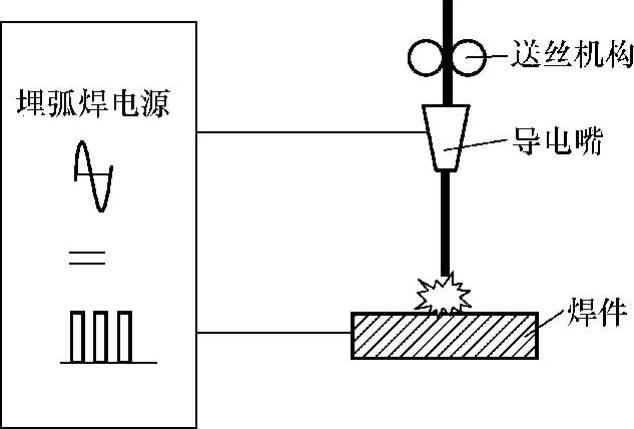
图6-1 埋弧焊“焊接电源-电弧”系统
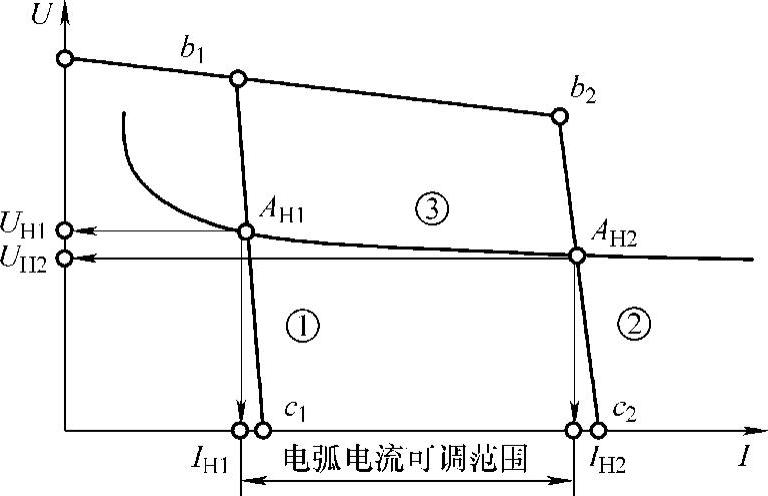
图6-2 埋弧焊焊接电流的确定
首先,必须引起注意的是焊接电流IH的量值性质,即焊接电流IH是何种电量。这里IH是用大写字母表示的,所以应该是稳态的电流:例如,图6-2中,曲线③表示埋弧焊焊接电弧的V-A特性曲线,也就是焊接电弧的稳态特性曲线,陡降的直线①和②是埋弧焊焊接电源的V-A特性曲线,也就是埋弧焊电源的输出的稳态电量:输出稳态电压和稳态电流间的V-A特性曲线;①和②与焊接电弧的V-A特性曲线③的交点分别是AH1和AH2两点,那么这两点在坐标I轴上的投影电流值IH1和IH2就是焊接电流,当然就是稳态的焊接电流。
对工频交流埋弧焊焊接电源来说,稳态焊接电流是指电流的有效值;对直流埋弧焊接电源来说,稳态焊接电流是指电流的平均值;而对脉冲焊接电流来说,是指一个脉冲周期内脉冲电流的平均值。
如果图6-2中的折线①是电源可输出最小电流的V-A特性曲线,折线②是电源可输出最大电流的V-A特性曲线,那么两条折线之间,理论上存在多条折线,这些多条折线与焊接电弧的V-A特性曲线③的多个交点在坐标I轴上投影的所有电流值,就是理论上焊接电流的调节范围。
从以上的分析中,得出一重要结论是:埋弧焊焊接电流的大小调节是焊接电源V-A特性调节的结果。即对焊接电流的调节,本质上是对电源V-A特性的调节。简言之,控制焊接电流的大小就是控制焊接电源的V-A特性。
近年弧焊电源中,例如晶闸管(SCR)整流器类焊接电源和大功率晶体管(如IGBT)逆变器类焊接电源,大量采用电子控制技术和功率电子器件来控制电源的输出电压和输出电流。由电源控制技术中,得出的两个重要结论是:
①电源输出电压和输出电流的负反馈是电源V-A特性形状控制(恒压特性、恒流特性及二者的组合特性)的基础。而负反馈对电源内阻的影响,则是决定电源V-A特性曲线形状的根本原因。(https://www.xing528.com)
②若想得到恒压输出V-A特性,必须引入输出电压负反馈,这时电源输出的V-A特性曲线是平行于横轴的直线;而想得到恒流输出V-A特性曲线,必须引入输出电流负反馈,这时电源输出V-A特性曲线是平行于纵轴的直线;若想得到下降直线输出V-A特性曲线,就引入输出电压和电流的复合负反馈。
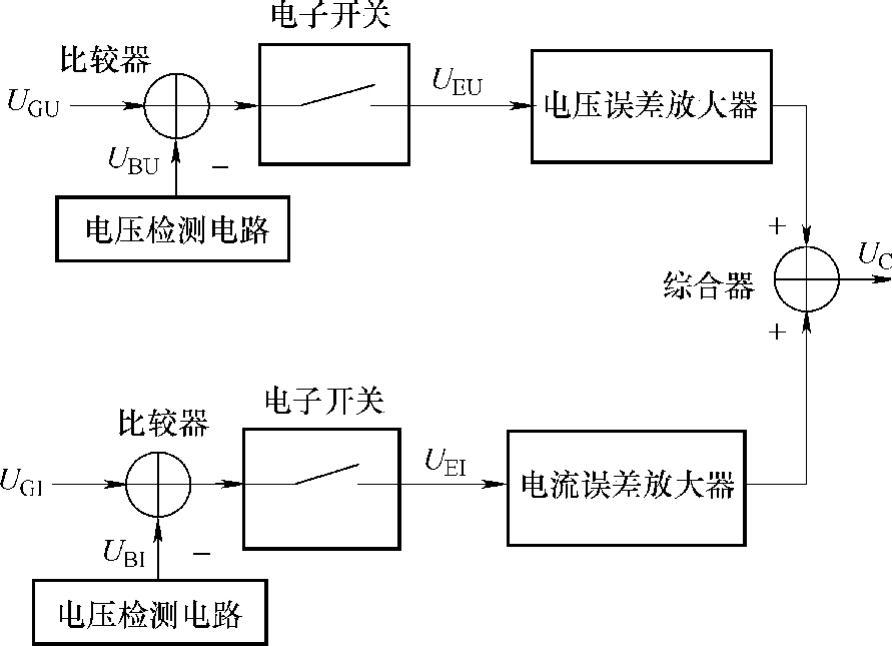
图6-3 电源伏-安特性控制电路组成框图
焊接电源输出特性的控制电路结构,就是根据上述的电源输出特性控制基本原理而提出的,图6-3中,简明地示出它的基本组成。
电源输出电压检测(也称采样)与比较器(电压给定与反馈比较)电路、电源输出电流检测与比较器(电流给定与反馈比较)电路、上述两种负反馈相互切换的电子开关电路、两种负反馈的误差放大器电路和综合器。
V-A特性曲线控制电路的输入信号有:电源输出电压、电流的给定信号电压UGU、UGI,电源输出电压、电流的负反馈信号电压UBU、UBI。
V-A特性曲线控制电路的输出信号是将两路误差信号(也称偏差信号)UEU、UEI经误差放大器放大后,再综合成电源主电路所需的控制电压信号UC。
在一台焊接电源中,上述两种负反馈形式可根据输出特性要求,既可单独,也可复合采用,只用一种负反馈形式时,图中的电子开关电路就可省略。
图6-4给出了一实际埋弧焊电源主电路的部分电路图,图中显示出该电源采用晶闸管三相半控桥式的整流主电路形式;图中的RS1是电源输出电流的检测器件——电流分流器,电流负反馈信号就是取自其两端P/N。
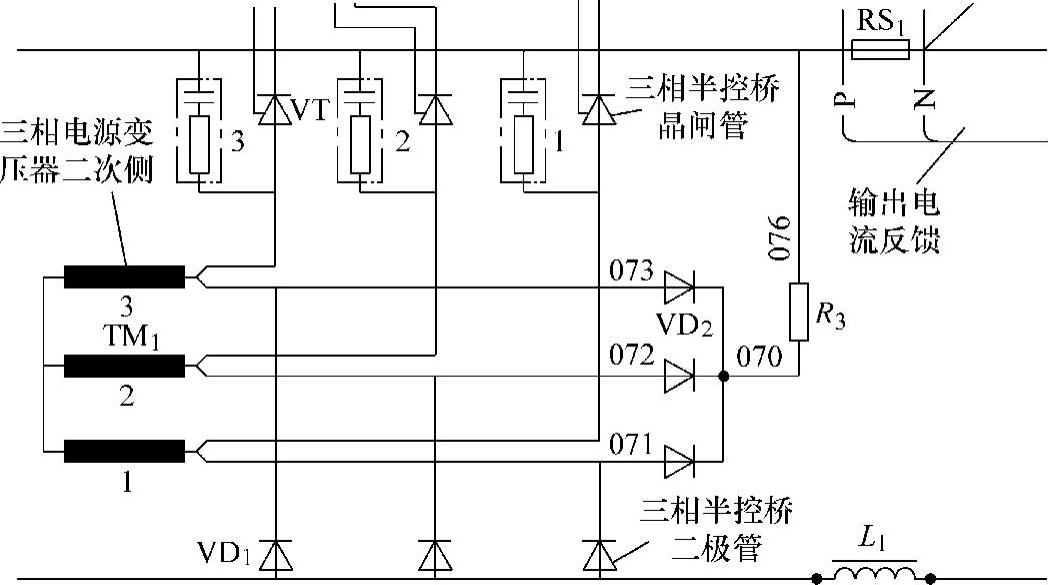
图6-4 晶闸管整流式埋弧焊电源(ESAB LAE630)的部分主电路
因为焊接电流控制系统采用的是焊接电流负反馈,所以电流控制系统能自动地完成对焊接电流给定值的恒定控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。