



【摘要】:马鞍形机架的特点在于它的位置伺服。马鞍形焊缝自动焊管机的机械伺服结构如图5-56所示。这种计算机控制的马鞍形焊缝埋弧焊自动焊机在人工对中子管中心线后,每道焊缝的焊接,除需人工清渣外,都是自动进行的,连每层焊道的搭接量和一层上焊缝的搭接量都可以由计算机自动调节、储存,这就减少了大量相同焊接状况的重复调机时间。
马鞍形机架有手动(图5-52),半自动(图5-53)与全自动(图5-54)机架几种类型。
马鞍形机架的特点在于它的位置伺服。

图5-51 马鞍形焊缝焊道安排
1)马鞍形焊缝每道焊道施焊时,焊嘴要依某一恰当的偏摆角度围绕子管旋转(图5-55中的变量R)。
2)焊头要随着马鞍形焊缝轨迹高度的变化而自动调整高度,以保持一定的弧长(图5-55中的变量z)。
3)由于厚壁焊件的马鞍形焊缝往往是多道多层焊缝,因此除打底焊道外,完成每层焊道还要求调整焊头的横向移动距离(图5-55中的变量x)。

图5-52 手动调节马鞍形焊管机

图5-53 半自动马鞍形自动焊管机(https://www.xing528.com)
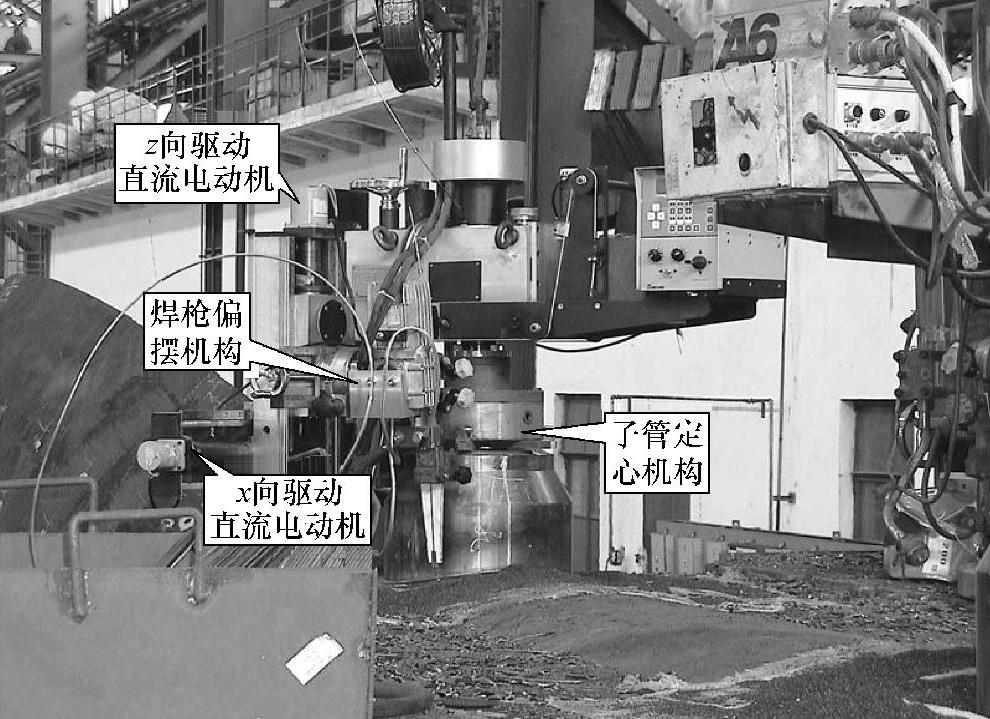
图5-54 马鞍形焊缝SAW自动焊管机(北京中电华强)
4)每层中的每道焊道的施焊,焊嘴都应有恰当的偏摆角度(图5-55中的变量S)。
马鞍形焊缝自动焊管机的机械伺服结构如图5-56所示。

图5-55 马鞍形焊机焊嘴的动作伺服

图5-56 马鞍形焊缝自动焊管机的机械伺服结构示意图
随着数控技术、计算机控制技术的推广应用,国内外已相继研制出计算机控制马鞍形焊缝埋弧焊自动焊机、马鞍形焊缝药芯焊丝电弧焊全自动焊机。
这种计算机控制的马鞍形焊缝埋弧焊自动焊机在人工对中子管中心线后,每道焊缝的焊接,除需人工清渣外,都是自动进行的,连每层焊道的搭接量和一层上焊缝的搭接量都可以由计算机自动调节、储存,这就减少了大量相同焊接状况的重复调机时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。