



【摘要】:悬台式埋弧焊机的主要缺点是只适用于筒体类焊件的环缝焊接。对有一定机械制造能力但并非是焊接设备的专业化生产厂家,可自行建造悬台式机架,以节约设备成本。图5-23 筒节多道环缝大型悬台式机架埋弧焊机施焊实况图5-24 筒节多道环缝悬台式机架埋弧焊机施焊示意图图5-25 用悬台式机架焊接筒体长纵缝
从方便操作的角度出发,悬台式埋弧焊机的结构形式优于悬臂式,这是因悬台式埋弧焊机一般有两根主立柱与两条悬臂梁,其整体刚度增加,悬台上可安放各种结构形式的焊头,例如将整台焊接小车搬到悬台上(图5-20)。悬台式埋弧焊机的主要缺点是只适用于筒体类焊件的环缝焊接。
对有一定机械制造能力但并非是焊接设备的专业化生产厂家,可自行建造悬台式机架,以节约设备成本。
图5-20 小车式机架与悬台式机架的配套使用
有些大型筒体类焊件,例如潜艇的压力壳结构,其筒体直径可达8~10m,为确保这种军品的焊接质量,国内外有实力的潜艇压力壳制造厂采用了高悬台式埋弧焊(图5-21、图5-22)。
图5-21 潜艇压力壳筒体环缝的高悬台式埋弧焊
图5-22 压力壳封头环缝的悬台式埋弧焊
在这种高悬台式埋弧焊机的设计中,焊嘴的立向自动调节系统(弧长自动调节系统)、筒体的旋转驱动(转胎)系统采用机电一体化技术,是保证大型筒体类焊件焊缝质量和焊接过程中筒体不偏斜的基本条件。(https://www.xing528.com)
很多化工设备,例如石油化工中的各种原油裂解、精炼装置,其长度可达几十米,由多节钢筒焊接构成巨大的整体结构,其最大难点在于如何减小焊接变形,特别是筒节环缝的焊接,为此,要开发生产率高、焊接变形小的焊接成套设备。这就是一次可两道或三道环缝同时焊接的焊接工艺与设备(图5-23、图5-24)。
当然,如果在悬台上铺设纵向轨道,也可对筒体长纵缝进行焊接,如图5-25所示。

图5-23 筒节多道环缝大型悬台式机架埋弧焊机施焊实况
图5-24 筒节多道环缝悬台式机架埋弧焊机施焊示意图
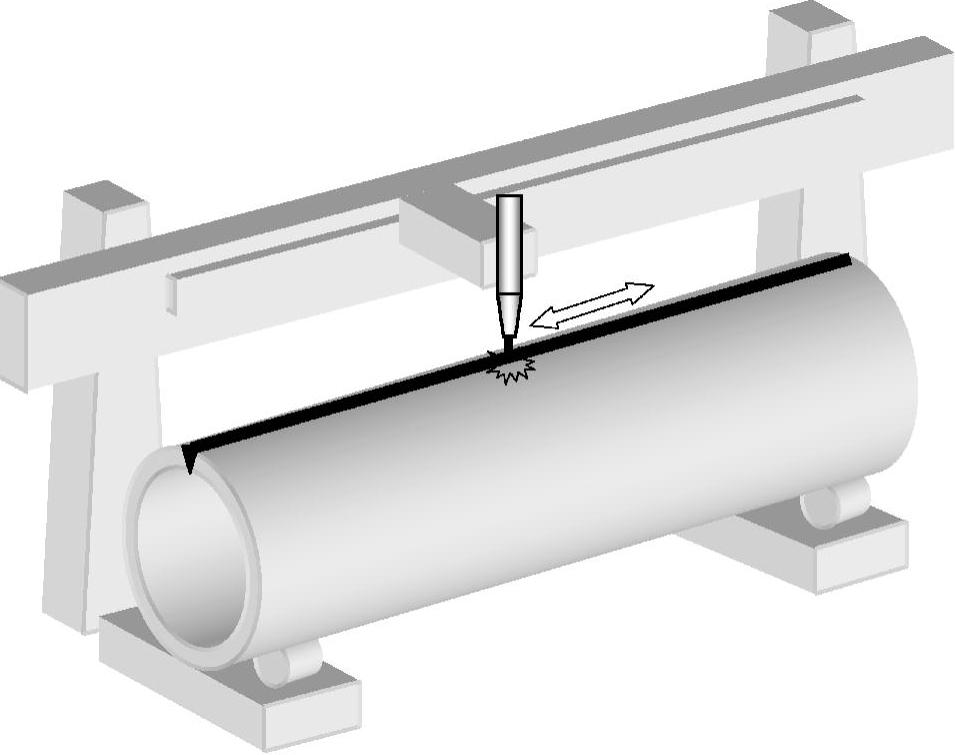
图5-25 用悬台式机架焊接筒体长纵缝
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。