



悬臂式机架是应用很广泛的机架形式,这是因它适用于多种焊缝结构的焊接。图5-6为悬臂式机架的典型结构。
1)悬臂式机架焊机配备焊接滚轮架,利用横梁的伸缩与升降功能,可应用于筒体类焊件的外、内环缝对接焊,如图5-7、图5-8所示,这两种焊接模式中,焊接速度的调节都是通过控制焊接转胎(焊接滚轮架)的滚轮旋转速度完成的。
2)调整焊头纵向面上的倾角,可应用于筒体端与法兰盘的角接环缝焊,如图5-9所示。这种焊接模式中,焊接速度的调节也是通过控制焊接转胎(焊接滚轮架)的滚轮旋转速度完成的。
3)整机在适配的轨道上移动,可用于平板对接焊,如图5-10所示。这种焊接模式中,焊接速度的调节是调节悬臂机架的基座小车行走速度。
与焊接小车式机架相比,用于平板对接焊则显得过于笨重,一般在生产实际中,并不多见。
4)利用横梁的伸缩,应用于筒体纵缝焊接,如图5-11所示。这种应用是悬臂式埋弧焊机的主要应用形式之一。
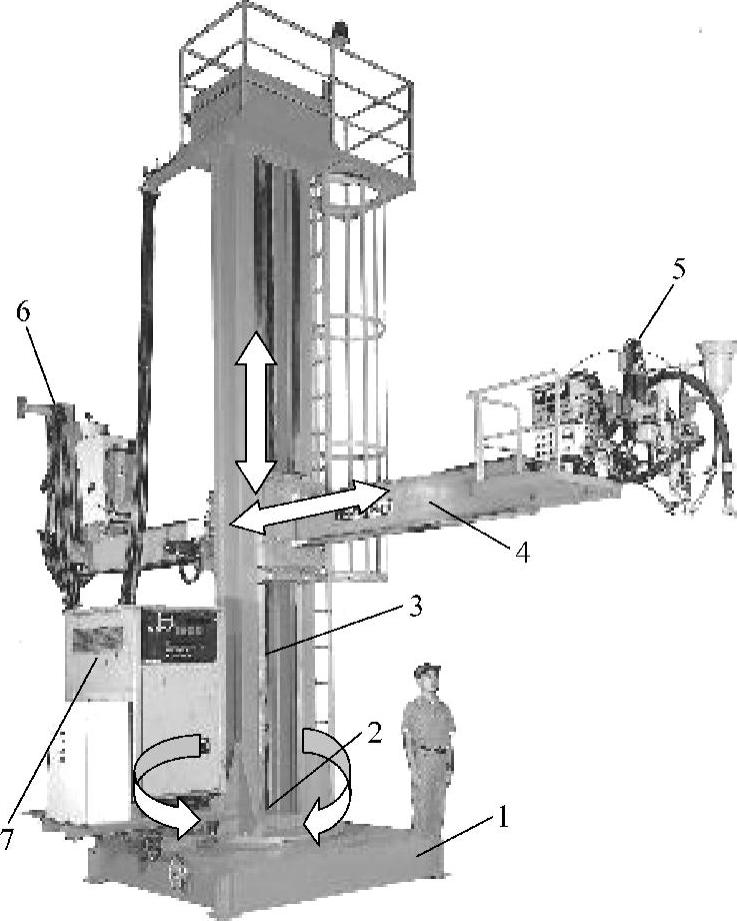
图5-6 悬臂式机架的典型结构
1—基座 2—双向可旋转底盘 3—立柱 4—可升降、左右移动横梁 5—焊头 6—焊剂储备箱 7—焊接电源
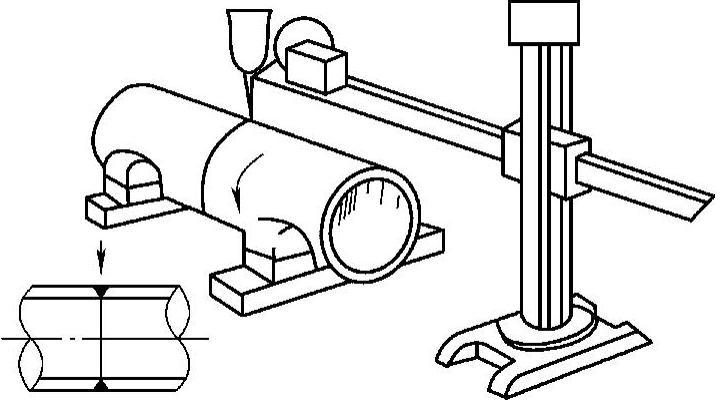
图5-7 筒体外环缝的焊接
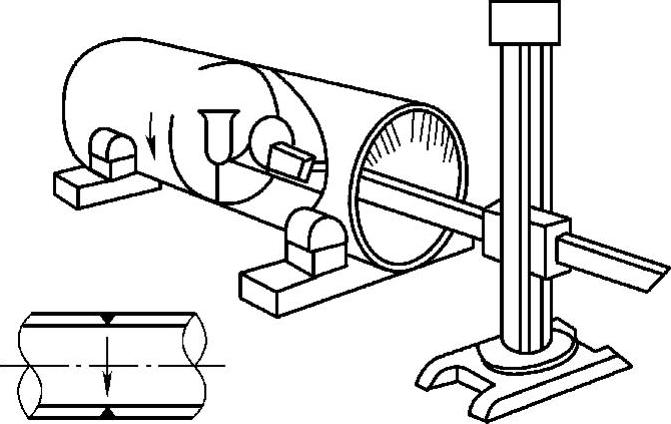
图5-8 筒体内环缝的焊接
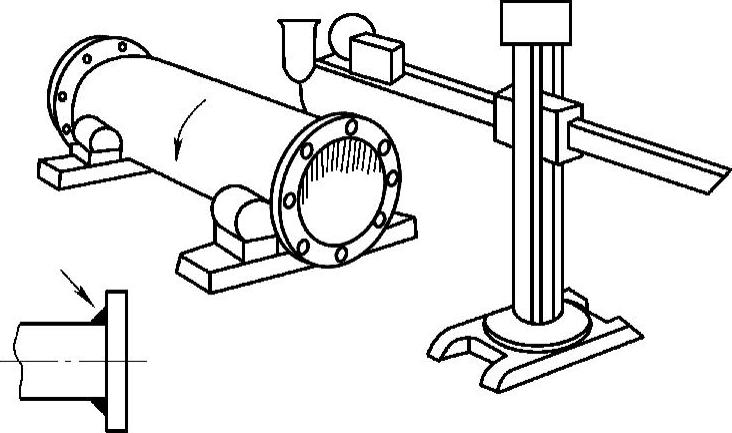
图5-9 筒体端与法兰盘角接环缝焊
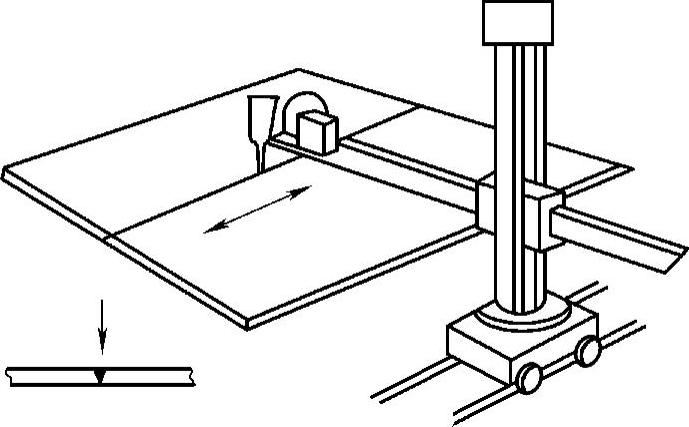
图5-10 平板对接缝
筒体纵缝不能过长,否则焊接精度会降低。(https://www.xing528.com)
因横梁的纵向位移速度就是纵缝焊接时的焊接速度,因此悬臂式埋弧焊机对横梁的纵向位移的伺服系统的精度就要求较高,一般多采用速度精度较高的直流电动机速度反馈调节系统,即带有同轴测速发电机的直流电动机速度负反馈调节系统。
5)配备焊接变位机,应用于筒端与圆板的外角接、内角接的船形环缝焊,如图5-12所示。
大型封头焊件堆焊时,焊头要伸入到凹形封头中,这样,就需要在悬臂式横梁的端部,安装增加焊头垂直方向移动距离的可伸缩立向杆,以便随凹形封头焊件倾角改变,调节立向杆立向移动距离,如图5-13所示。
但凡碰到大型封头焊件的埋弧堆焊,一般是重要结构上的封头部件。对这种大型封头焊件的堆焊,无论焊接工艺、焊接设备、焊接材料的选择都要求做到细致周到。其中,对焊接变位机的选用就必须注意以下几点:
1)焊接变位机在大承重条件下,能否保证工作台面旋转速度的稳定性和精度,因这个工作台面旋转速度,就是封头圆周方向的堆焊速度(图5-13中参量r)。
2)焊接变位机必须以数显方式给出工作台面的倾角变化(图5-13中参量θ)的差值,因这个倾角的变化差值是改变封头径向堆焊焊道偏移量的依据之一。
3)焊接变位机的控制系统是否考虑了与焊接主机的接口,因焊接变位机要与焊接主机联动。
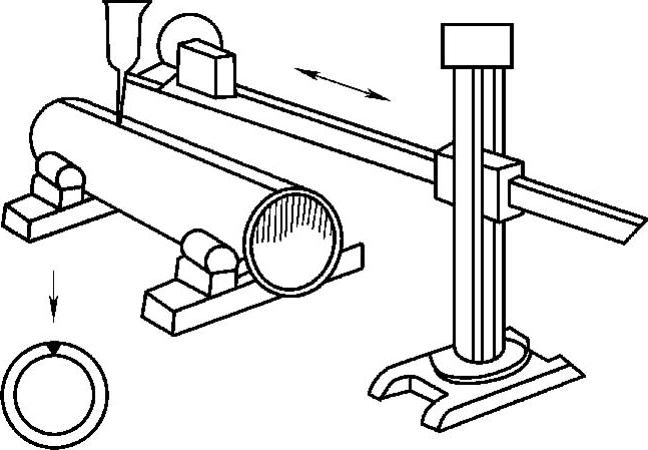
图5-11 筒体纵缝焊
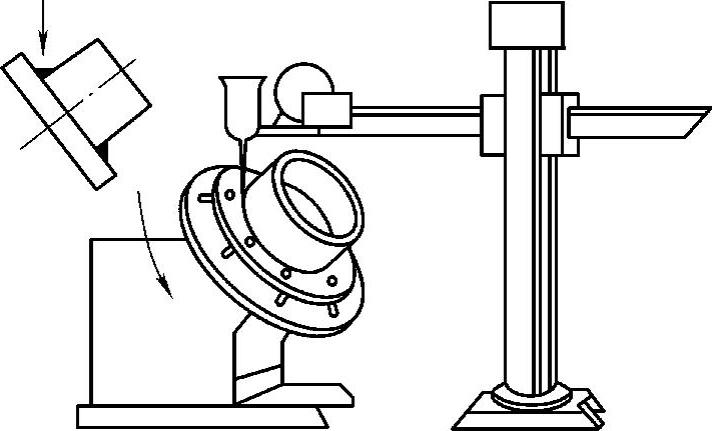
图5-12 筒端与圆板外角接船形环缝焊
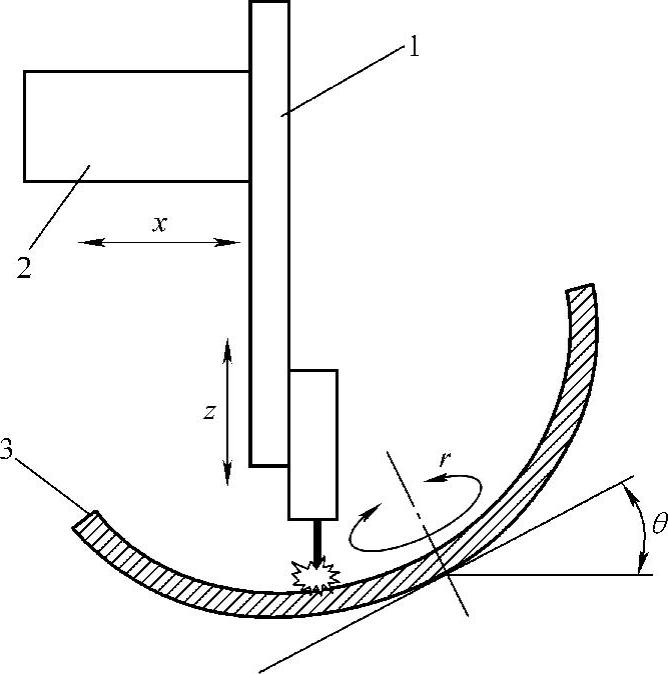
图5-13 封头埋弧堆焊的机械调节参量
1—立向杆 2—焊机悬臂 3—焊件 x—焊机悬臂水平伸缩量 z—立向杆垂直伸缩量 r—变位机转动(堆焊速度) θ—变位机倾角
4)大型封头焊件堆焊用焊接变位机是否考虑了封头可靠装夹的问题。
5)除了焊接变位机的主控制箱外,是否考虑了遥控盒,因为大型封头焊件堆焊时还要将焊件进行加热(150~200℃),操作现场温度很高,不便人员近前操作。
基于以上几点,大型封头焊件堆焊用的焊接变位机,虽说是附属设备,但却是焊接关键部件用的重要装备之一,要达到以上几点要求,通常使用微机控制系统对焊接变位机与埋弧焊机进行联动控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。