



对自动化埋弧焊设备来说,保证正常焊接的前提是必须对焊接坡口进行跟踪。
埋弧焊设备焊接坡口跟踪的目的,是为在焊接过程中焊嘴能依一定的精度自动进行焊缝的跟踪。不同机架类型(典型的如小车式、悬臂式、龙门式机架)的埋弧焊设备,其坡口跟踪系统的组成不同,但控制要求则是一样的。
平面上,焊缝的轨迹形状既可能是直线,也可能是曲线。即便是直线焊缝,由于焊缝(坡口)加工及焊件安装定位等实际生产条件的限制,焊缝的中心线不可能是几何意义上的直线。下面以小车式埋弧焊机为例,简述常规焊接坡口的跟踪原理。所谓常规焊接坡口是相对窄间隙焊接坡口而言的。
如图4-1所示,一般情况下,开坡口的焊件埋弧焊时,焊接小车在y轴方向以恒定的速度平移。焊头上的焊嘴通过连接机构刚性连接在电动机驱动的横向滑板上,横向滑板机构再通过连接机构安装在焊接小车上。因此焊接小车在y轴方向的平移速度就是焊嘴的焊接速度。
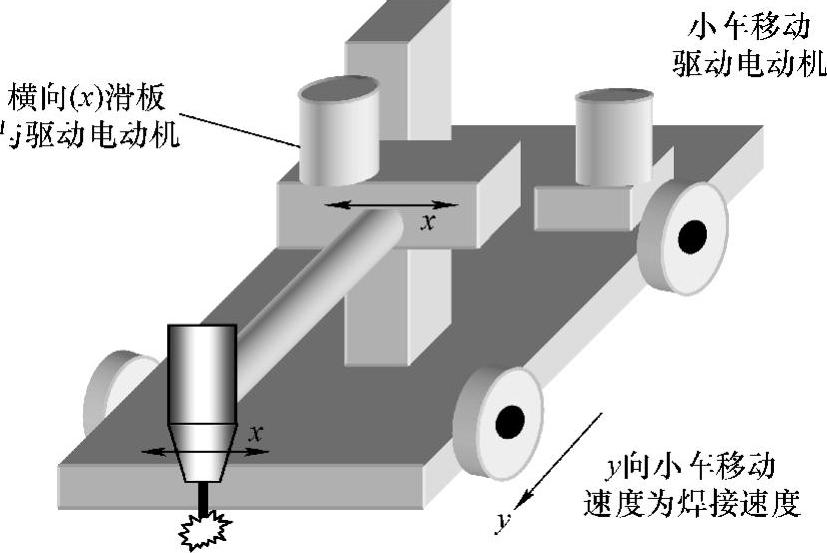
图4-1 小车y轴的移动速度是焊嘴的焊接速度
如图4-2所示,焊接过程中,位置检测装置随时检测焊嘴电弧中心点A(图4-2a)在x轴方向上偏离焊缝坡口中心线的偏差±Δx(偏差±Δx的定义如图4-3所示,而偏差的正、负对应着焊嘴中心线偏离坡口中心线的左右),然后跟踪系统的控制电路根据此偏差信号,控制焊嘴在x轴方向的平移驱动装置[即横向(x)电动机驱动的滑板]产生与检测偏差方向相反的运动,从而使焊嘴中心线与焊缝坡口中心线的偏差±Δx趋向于零。简言之,跟踪过程就是随时检测偏差与跟随偏差的自动控制过程。(https://www.xing528.com)
由于焊缝的中心线的位置不可能事先预知,而是随机检测出来的,因此平面焊缝的位置跟踪系统属于“随机检测焊缝位置偏差,并及时跟随偏差”的随动系统。
综上所述,实现焊接坡口跟踪,必须具备焊接坡口检测装置、坡口跟踪的执行机构以及跟踪的执行机构的驱动装置(一般为电动机)。
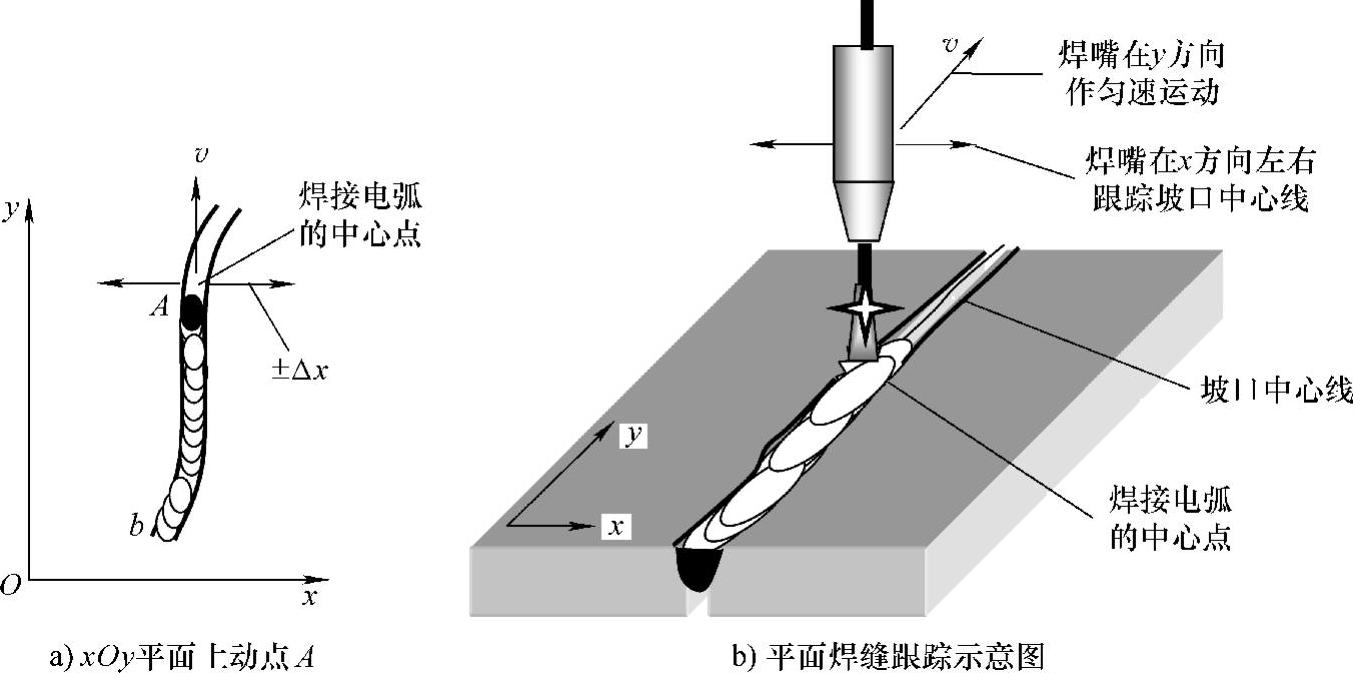
图4-2 平面焊缝位置跟踪原理图
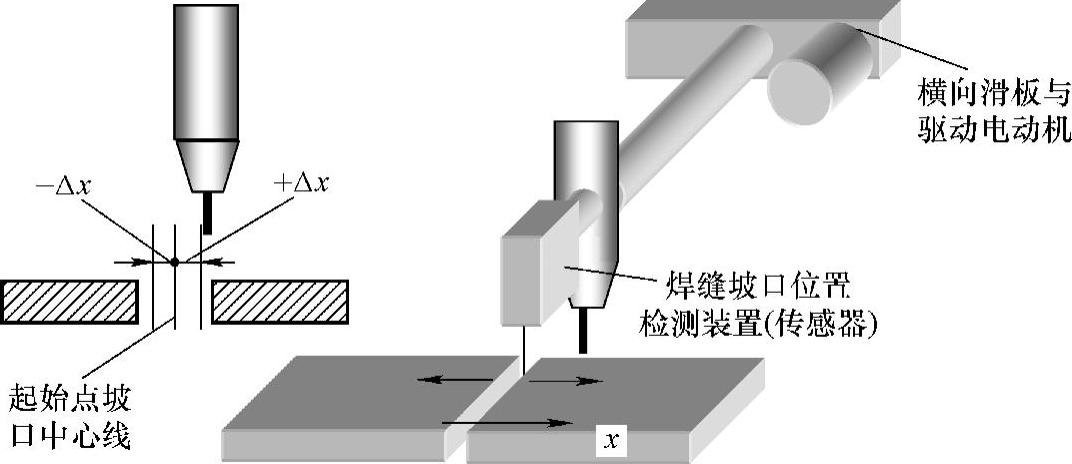
图4-3 焊缝位置跟踪的位置偏差量±Δx的定义
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。