



埋弧焊是一种熔化极电弧焊方法,因此焊接设备的送丝系统中必有电弧弧长控制问题。埋弧焊的送丝系统有两类调节弧长的系统,即恒速送丝系统和变速送丝系统,前者适用于细丝(焊丝直径≤1.6mm),后者适用于粗丝(焊丝直径﹥1.6mm),近年多采用粗丝,因此送丝系统也就多采用变速送丝系统。埋弧焊的焊丝直径与焊接电流、熔化率的关系如图3-4所示。
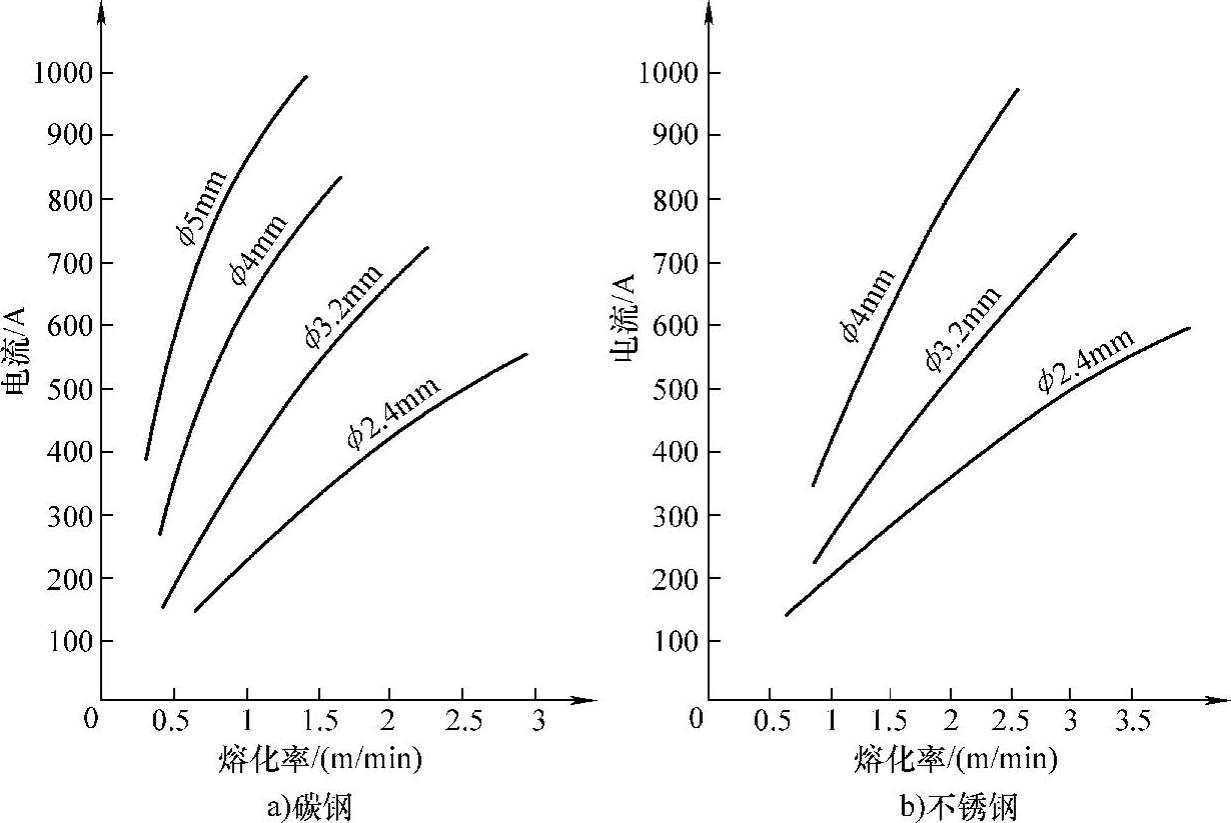
图3-4 埋弧焊的焊丝直径与焊接电流、熔化率的关系
无论采用哪种送丝系统,其控制目的是:在焊接过程中,完成送丝任务的同时,要保持焊接电弧弧长的恒定,亦即保持弧长稳定在焊前给定的值上。这就要建立一个能自动检测、控制弧长的负反馈控制系统。系统的结构框图如图3-5所示,具体的送丝系统的电路有很多种。
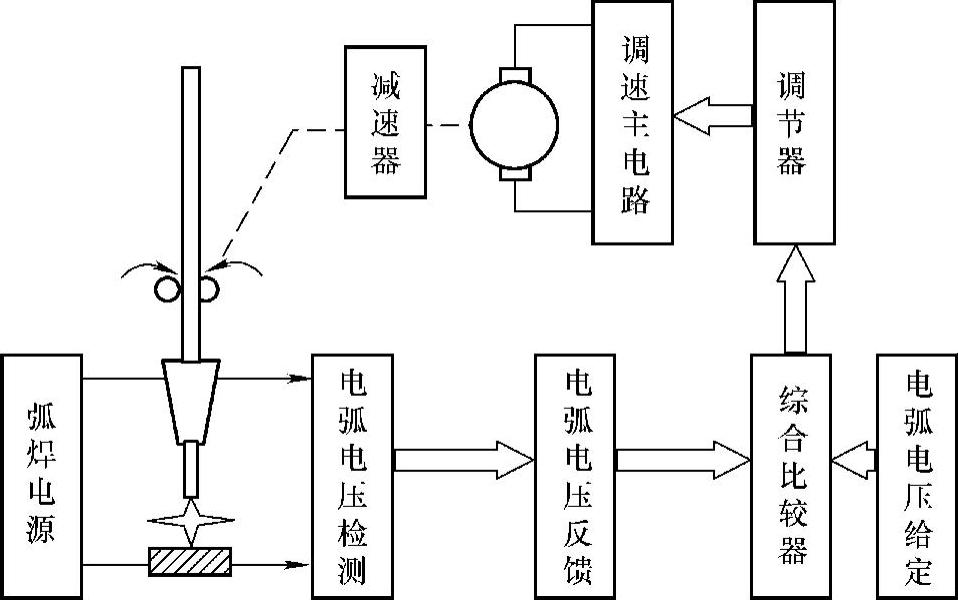
图3-5 电弧电压自动调节系统构成框图
埋弧焊的电弧是一种潜弧,焊接过程中要自动检测焊接电弧弧长,在技术上很难实现,因此希望找到一种间接检测焊接电弧弧长的方法,这就是用检测焊接电弧电压来代替检测弧长。这种代替的前提是电弧电压值与弧长值之间应存在正比的数量关系。所以变速送丝系统调节弧长的负反馈控制系统中,弧长检测是电弧电压检测,弧长给定是与之对应的电弧电压给定。(https://www.xing528.com)
弧长负反馈控制系统的工作原理是:如果某种扰动使电弧弧长增加,在综合比较器中,实测的电弧电压与给定的电弧电压相比较后,会得到弧长的正偏差电压。系统中的调节器将此正偏差电压信号按某种控制规律(如PID控制)进行处理后,作为送丝电动机(一般为直流电动机)主电路的控制信号,从而控制电动机的转速加快,结果使弧长恢复;反之,当扰动使弧长减小时,综合比较器输出的是负偏差电压信号,再送到送丝电动机主电路的控制电路则会使电动机的转速减慢,结果也会使弧长恢复。正因为送丝电动机的转速一直处于变化的状态,所以称该系统为变速送丝系统。
弧长变化时,引起的电弧电压的偏差量越大,系统的自动调节作用就越强,弧长的恢复速度也就越快。为此,变速送丝系统若配用陡降特性的焊接电源,将会获得较大的电压偏差量,如图3-6所示。图中,当弧长由l1缩短为l2时,与陡降特性的电源①配合,引起的电弧电压偏差量为ΔU1;如与平特性的电源②配合,引起的电弧电压偏差量ΔU2则几乎为零,所以变速送丝系统一般配用陡降特性焊接电源。
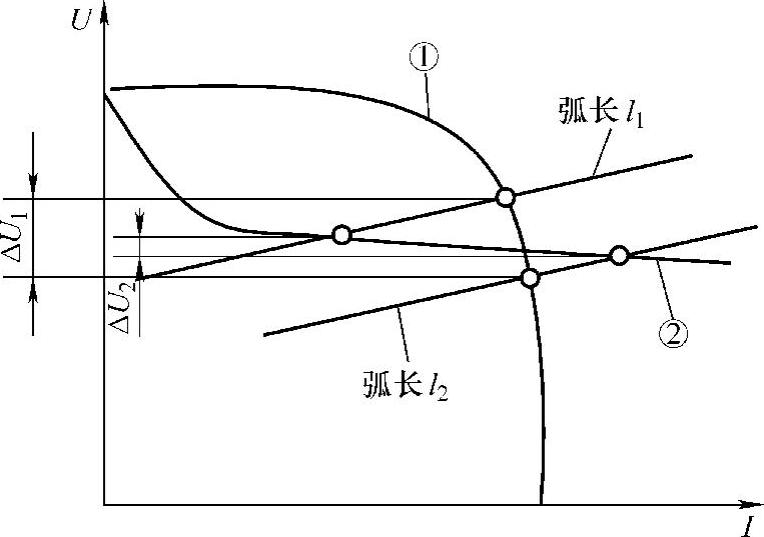
图3-6 弧长变化引起的电弧电压偏差量ΔU
①—电源为陡降特性 ②—电源为平特性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。