



【摘要】:由埋弧焊的焊接工艺得知:使用交流焊接电源时,其焊接电弧的磁偏吹小,而直流焊接电源的磁偏吹则较大。图2-31 直流正接熔深大图2-32 直流反接熔敷率高兼顾两种焊接电源和直流电源两种接法的优点,成为现代焊接电源所提出的波形控制技术的目标。其技术要点:1)采用交流方波(电压)输出的焊接电源,如图2-33所示,因为是交流,因此电源有抗磁偏吹的能力。图2-36 正半周宽幅的波形图2-37 负半周宽幅的波形
由埋弧焊的焊接工艺得知:使用交流焊接电源时,其焊接电弧的磁偏吹小,而直流焊接电源的磁偏吹则较大。
虽然直流焊接电源的磁偏吹比较大,但直流焊接电源具有以下两个重要工艺优点:
1)直流正接时,电弧的穿透率高,也就是可获得较大的熔深,如图2-31所示。
2)直流反接时,焊丝的熔化速度增大,这提高了焊缝的熔敷率,如图2-32所示。
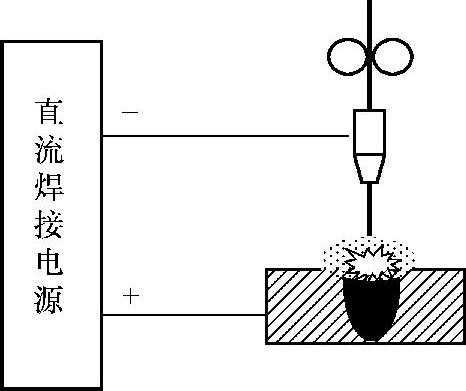
图2-31 直流正接熔深大
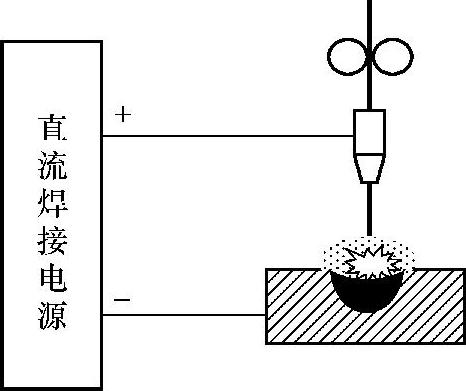
图2-32 直流反接熔敷率高
兼顾两种焊接电源和直流电源两种接法的优点,成为现代焊接电源所提出的波形控制技术的目标。其技术要点:
1)采用交流方波(电压)输出的焊接电源,如图2-33所示,因为是交流,因此电源有抗磁偏吹的能力。
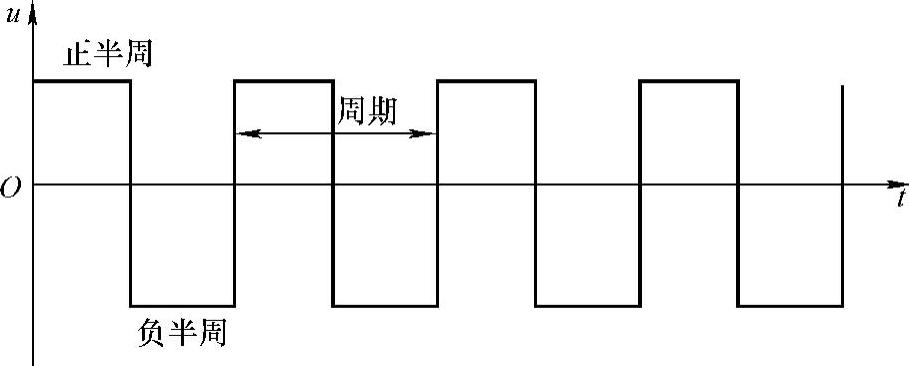
图2-33 交流方波焊接电源的波形(https://www.xing528.com)
2)调节方波电源正、负半周的幅值,就调节了正、负半周的电压平均值如图2-34、图2-35所示,相当于调节了焊接的极性,从而可达到直流电源不同接法的效果。
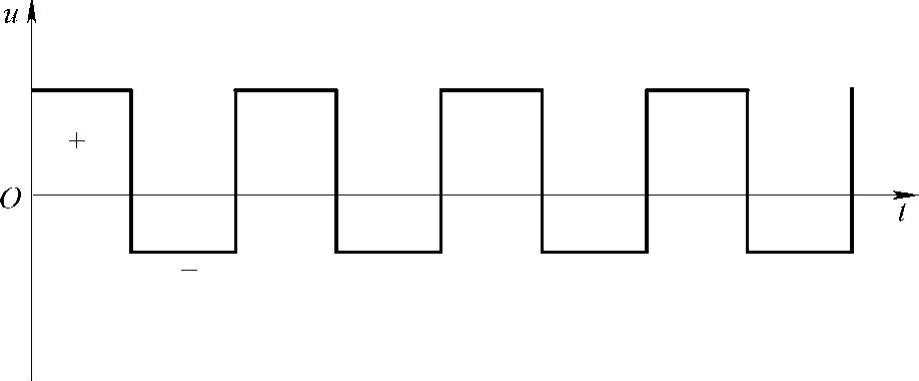
图2-34 正半周幅值大于负半周幅值的波形
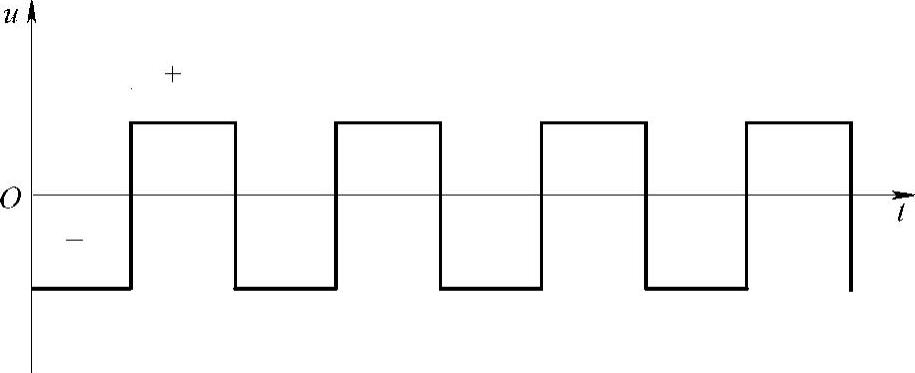
图2-35 负半周幅值大于正半周幅值的波形
3)调节方波电源正、负半周电压波形宽度,也能改变正、负半周的电压平均值,从而也可达到直流电源不同接法的效果,如图2-36、图2-37所示。
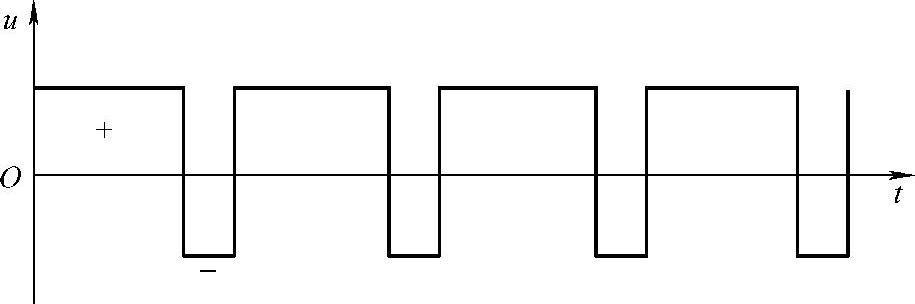
图2-36 正半周宽幅的波形
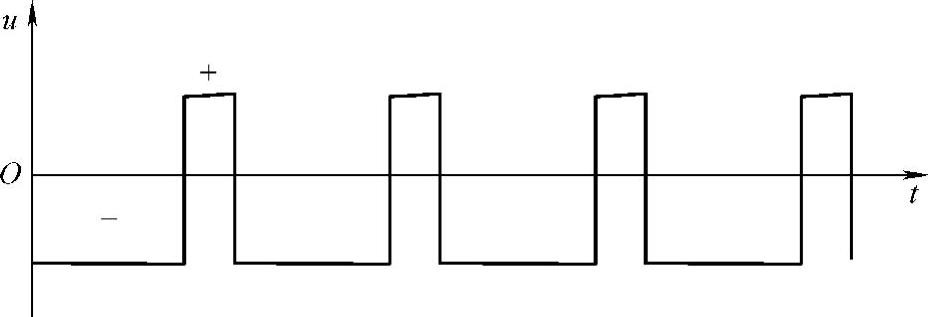
图2-37 负半周宽幅的波形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。