



【摘要】:悬臂式机架装设带极堆焊焊头,常用于压力容器筒体内表面的带极堆焊。与小车式带极埋弧堆焊相比,悬臂式机架可方便地调节堆焊焊道的搭接量,因此是压力容器专业生产厂家的首选堆焊设备。图1-16 压力容器内表面的小车式带极埋弧堆焊图1-17 大型封头加长立臂悬臂式埋弧焊专机大型封头工件的带状电极埋弧堆焊,一般要用大型焊接变位机。
现代厚板压力容器的焊接技术中,大量采用在高强度钢压力容器壳体内表面,埋弧堆焊不锈钢或镍基合金等耐高温、耐各种腐蚀环境和介质材料的技术,而带极埋弧堆焊是主要堆焊工艺。
悬臂式机架装设带极堆焊焊头(图1-14),常用于压力容器筒体内表面的带极堆焊(图1-15)。与小车式带极埋弧堆焊(图1-16)相比,悬臂式机架可方便地调节堆焊焊道的搭接量,因此是压力容器专业生产厂家的首选堆焊设备。
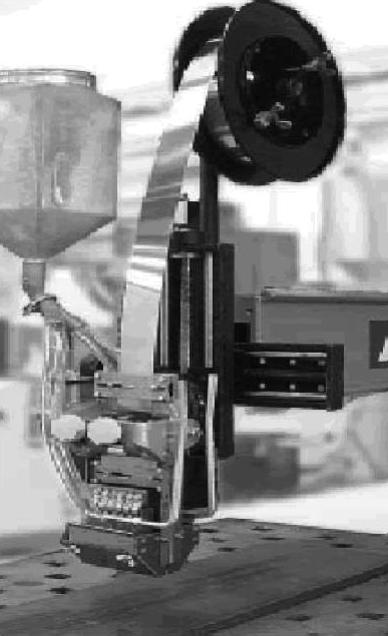
图1-14 悬臂式机架装设带极堆焊焊头

图1-15 压力容器筒体内表面的带极堆焊
大型封头焊件堆焊时,焊头要伸入到凹型封头中,这样,就需要在悬臂式横梁的端部,安装增加焊头垂直方向移动距离的可伸缩立向杆,以便随凹型封头焊件倾角改变,调节立向移动距离,图1-17所示为大型封头加长立臂悬臂式埋弧焊专机。堆焊时,焊机的悬臂也必须随凹型封头焊件倾角的改变调节横向伸缩距离,由于每道堆焊焊道之间的距离(即邻近堆焊焊道的重叠量)有一定的精度要求,因此悬臂横向伸缩距离最好用数字式调节,这样一来,与通用型悬臂式埋弧焊机通常采用直流电动机调速系统就不尽相同了,即堆焊用悬臂式埋弧焊机注重的是悬臂伸缩量的控制,至于能否调速则不重要。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-16 压力容器内表面的小车式带极埋弧堆焊

图1-17 大型封头加长立臂悬臂式埋弧焊专机
大型封头工件的带状电极埋弧堆焊,一般要用大型焊接变位机(图1-18)。大型变位机的工作台面的旋转是采用调速精度较高的直流电动机调速系统,而工作台面的倾斜也可电动调整,还会给出速度和倾斜角的数字显示等。
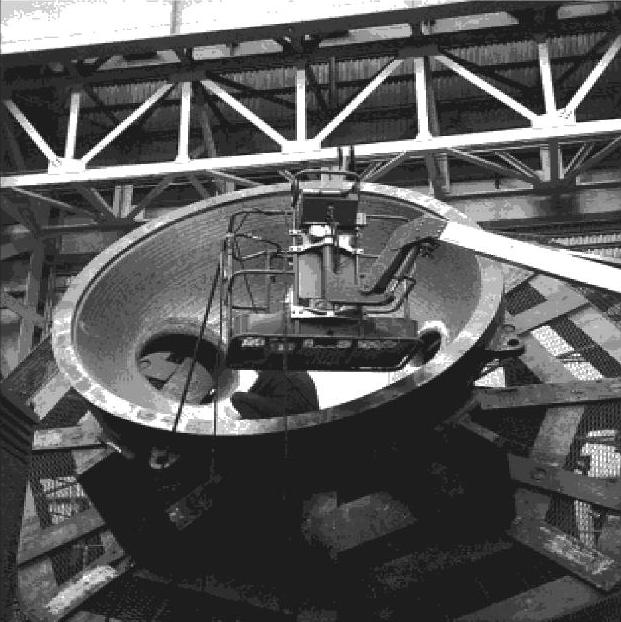
图1-18 大型焊接变位机与封头堆焊质量检查
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。