



【摘要】:由于核电压力容器、核动力舰船高压容器、石油化工高压容器等对焊接质量的高要求,近年来开发出了窄间隙埋弧焊工艺与设备。图1-8显示的是窄间隙埋弧焊在核电压水堆中的应用。机械探辊-光电式坡口传感器自动跟踪系统悬臂式窄间隙埋弧焊机,又称窄间隙埋弧焊工作站。图1-12 使用机械探杆-光电式坡口传感器的窄间隙串列双丝埋弧焊焊头图1-13是一种使用激光坡口传感器的窄间隙埋弧焊机的焊头。图1-13 使用激光坡口传感器的窄间隙埋弧焊机的焊头
由于核电压力容器、核动力舰船高压容器、石油化工高压容器等对焊接质量的高要求,近年来开发出了窄间隙埋弧焊工艺与设备。图1-8显示的是窄间隙埋弧焊在核电压水堆中的应用。压力壳厚度范围120~250mm。
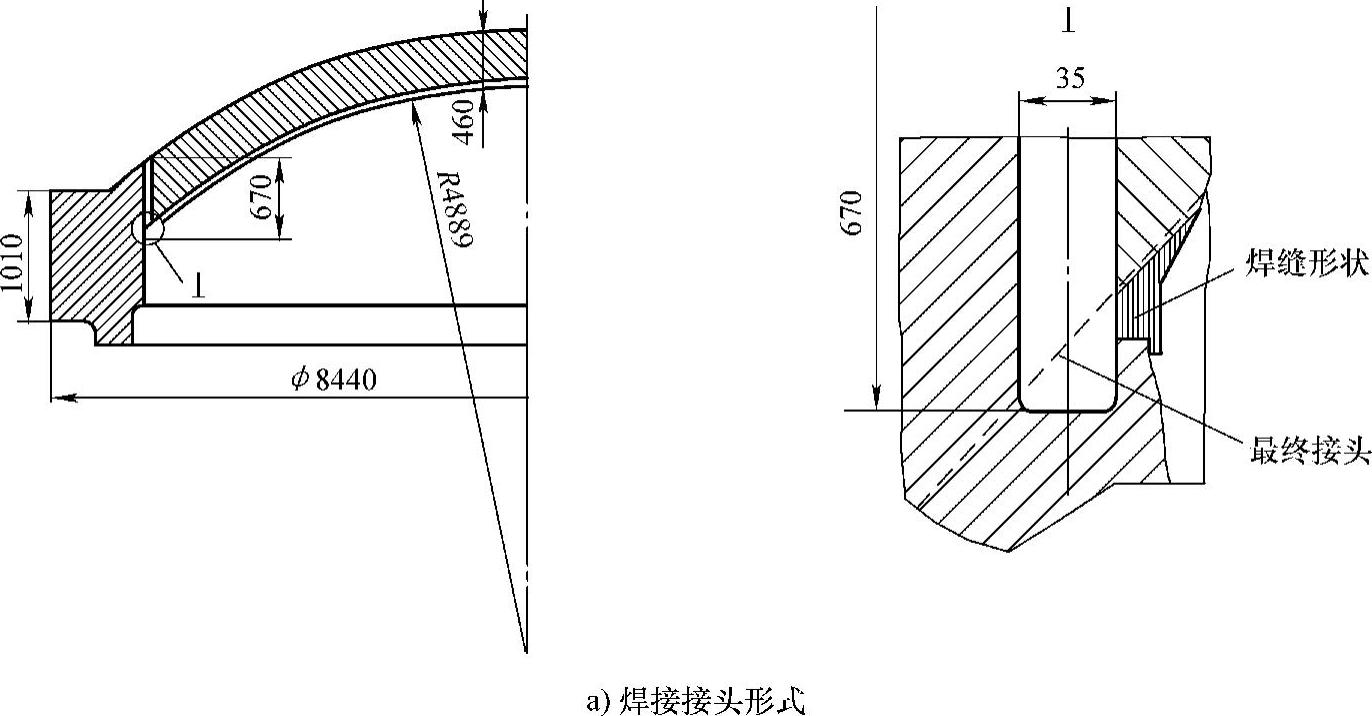
图1-8 窄间隙埋弧焊在核电压水堆中的应用
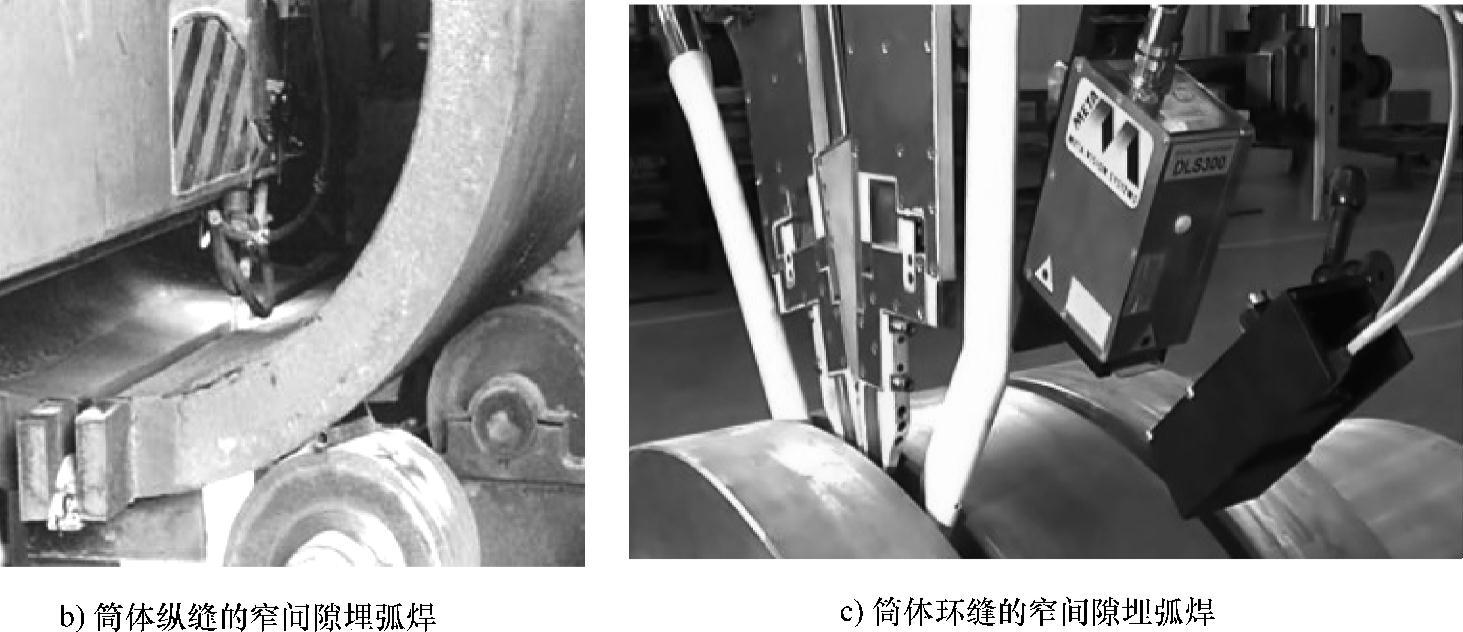
图1-8 窄间隙埋弧焊在核电压水堆中的应用(续)
窄间隙埋弧焊工艺的技术优势主要表现为:
1)对宽深比为1/5~1/10的坡口,都能得到性能良好的焊缝质量(图1-9),这一特点对厚板焊件的焊接有重要意义,因为厚板窄间隙埋弧焊的中途一旦出现任何焊接缺陷,其返修工作将非常艰难,有些重要结构还不允许返修,结果带来的损失就很大。
2)窄间隙埋弧焊大宽深比的坡口特点,与普通埋弧焊工艺相比(图1-10),能节约焊接材料(焊丝)1/3左右。
机械探辊-光电式坡口传感器自动跟踪系统悬臂式窄间隙埋弧焊机,又称窄间隙埋弧焊工作站。图1-11是瑞典ESAB公司的窄间隙埋弧焊机的焊头,它是使用机械探辊-光电式坡口传感器的窄间隙埋弧焊焊头。
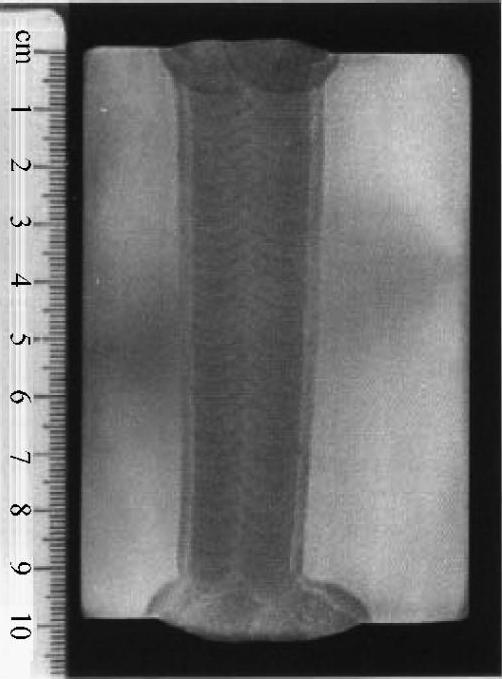
图1-9 窄间隙埋弧焊鱼鳞状焊缝(https://www.xing528.com)
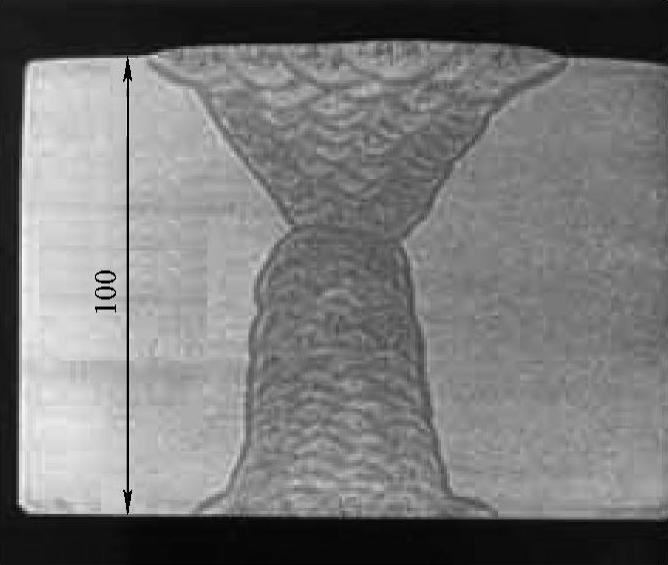
图1-10 普通埋弧X形焊缝
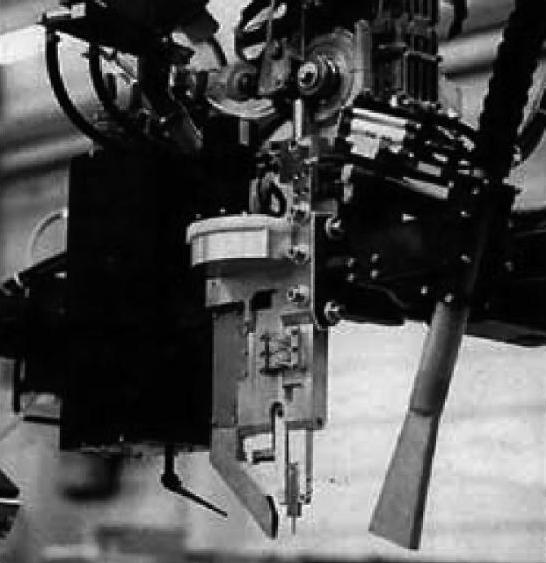
图1-11 ESAB公司的窄间隙埋弧焊机的焊头
图1-12是使用机械探杆-光电式坡口传感器的窄间隙串列双丝埋弧焊焊头。
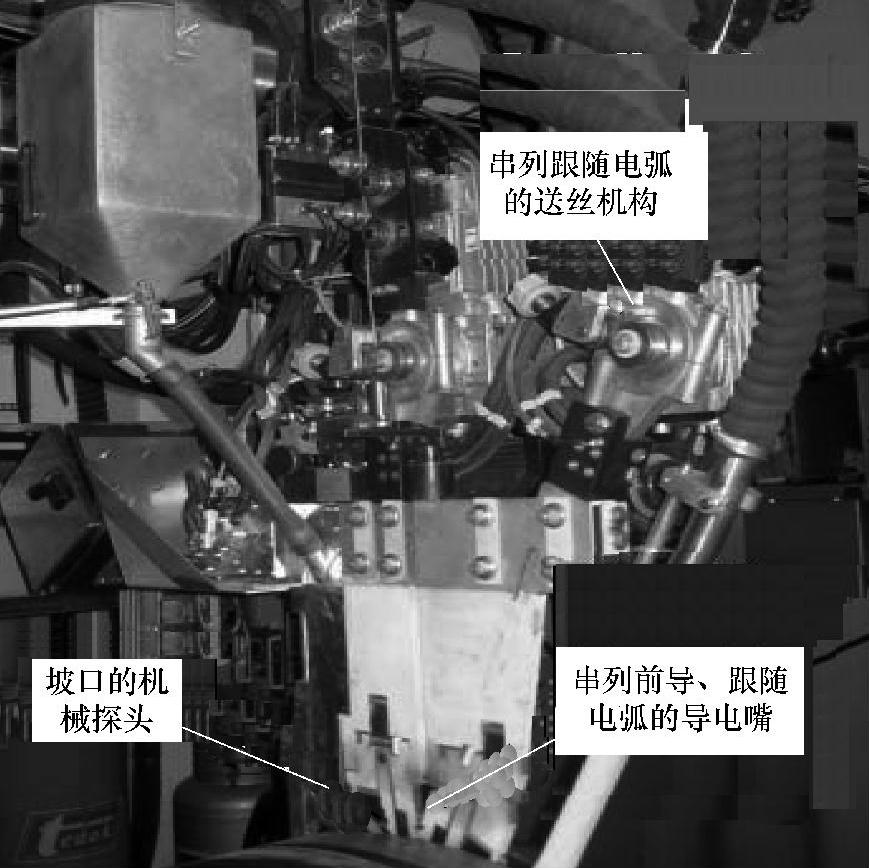
图1-12 使用机械探杆-光电式坡口传感器的窄间隙串列双丝埋弧焊焊头
图1-13是一种使用激光坡口传感器的窄间隙埋弧焊机的焊头。
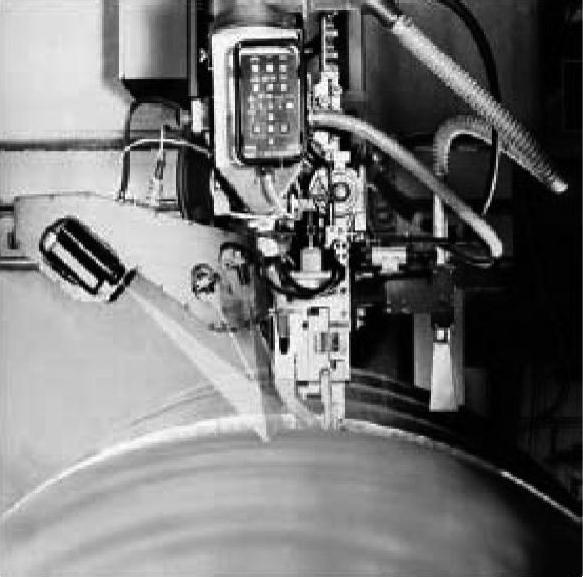
图1-13 使用激光坡口传感器的窄间隙埋弧焊机的焊头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。