



1.接头形式
用于等离子弧焊的通用接头形式为I形对接接头、开单面V形和双面V形坡口的对接接头以及开单面U形和双面U形坡口的对接接头。除此之外,也可用角接接头和T形接头。
2.焊接参数
等离子弧焊焊接时,焊透母材的方式主要有穿透焊和熔透焊(包括微束等离子弧焊)两种。在采用穿透型等子弧焊时,焊接过程中确保小孔的稳定是获得优质焊缝的前提。
(1)喷嘴孔径 喷嘴孔径直接决定了等离子弧的压缩程度,是选择其他焊接参数的前提。在焊接生产过程中,当焊件厚度增大时,焊接电流也应增大,但一定孔径的喷嘴其许用电流是有限制的。因此,一般应按焊件厚度和所需电流值确定喷嘴孔径。
(2)焊接电流 焊接电流应根据板厚和熔透要求来选定。电流过小,不可能成小孔;电流过大,又将因小孔直径过大而使熔池金属坠落,并有可能引起双弧现象。焊接电流的选择应与离子气流量相匹配。
(3)离子气种类及流量 目前应用最广的离子气是氩气,适用于所有金属。为提高焊接生产效率和改善接头质量,针对不同金属可在氩气中加入其他气体。例如,焊接不锈钢和镍合金时,可在氩气中加入体积分数为5%~7.5%的氢气;焊接钛及钛合金时,可在氩气中加入体积分数为50%~75%的氦气。
离子气流量过小,等离子弧的穿透能力不足以产生小孔;流量过大,小孔无法封闭。喷嘴孔径确定后,离子气流量大小视焊接电流和焊接速度而定,即离子气流量、焊接电流和焊接速度三者之间要有适当的匹配。
(4)焊接速度 焊接速度也是影响小孔效应的一个重要工艺参数。其他条件一定时,焊速增加,焊缝热输入减小,小孔直径亦随之减小,最后消失;反之,如果焊速太低,母材过热,背面焊缝会出现下陷,甚至产生熔池泄漏等缺陷。为了获得平滑的小孔焊接焊缝,焊接电流、焊接速度和离子气流量三者之间要很好的匹配。
(5)喷嘴高度 喷嘴端面至焊件表面的距离为喷嘴高度。生产实践证明喷嘴高度应保持在3~8mm较为合适。如果喷嘴高度过大,会增加等离子弧的热损失,使熔透能力减小,保护效果变差;但若喷嘴高度太小,则不便操作,喷嘴也易被飞溅物堵塞,还容易产生双弧现象。不锈钢穿透型等离子弧焊焊接参数见表13-4。
表13-4 不锈钢穿透型等离子弧焊焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
(6)保护气成分及流量 等离子弧焊时,除向焊枪输入离子气外,还要输入保护气,以充分保护熔池不受大气污染。大电流等离子弧焊时保护气与离子气成分应相同,否则会影响等离子弧的稳定性。小电流等离子弧焊时,离子气与保护气成分可以相同,也可以不同,因为此时气体成分对等离子弧的稳定性影响不大。保护气一般采用氩气,通常在氩气中加一定量的氦气、氢气或二氧化碳等气体。保护气流量应与离子气流量有一个适当的比例。如果保护气流量过大,则会造成气流紊乱,影响等离子弧的稳定性和保护效果。穿透型等离子弧焊保护气流量一般在15~30L/min范围内。等离子弧焊所用的气体主要有:
1)氩气(Ar)。用于焊接碳钢、高强度钢及活性金属(Ti、Ta、Zr等)。
2)氩气+氢气(Ar+H2)混合气。可提高焊接电弧温度和电弧电场强度,能更有效地将电弧热量传递给焊件,在给定的焊接电流条件下,可得到较高的焊接速度。该气体有还原性,可获得更光亮的焊缝。但是,过量的氢会使焊缝容易产生气孔和裂纹,故H2的体积分数一般应控制在7%以下。
3)氩气+氦气(Ar+He)混合气。当He的体积分数超过40%以上时,电弧的热量有明显的变化,当He的体积分数超过75%时,气体的性能基本上与纯氦相同。
4)氩气+二氧化碳气(Ar+CO2)混合气。可提高电弧的穿透力和焊丝熔化率,其流量在10~15L/min之间,用于焊接低碳钢和低合金钢。
5)氦气(He)。纯氦气作为离子气时,由于等离子弧温度较高,会降低喷嘴的使用寿命及承载电流的能力。此外,氦气的密度比较小,在合理的离子气流量下,难以形成小孔效应,只能用于熔透法焊接铜及铜合金。
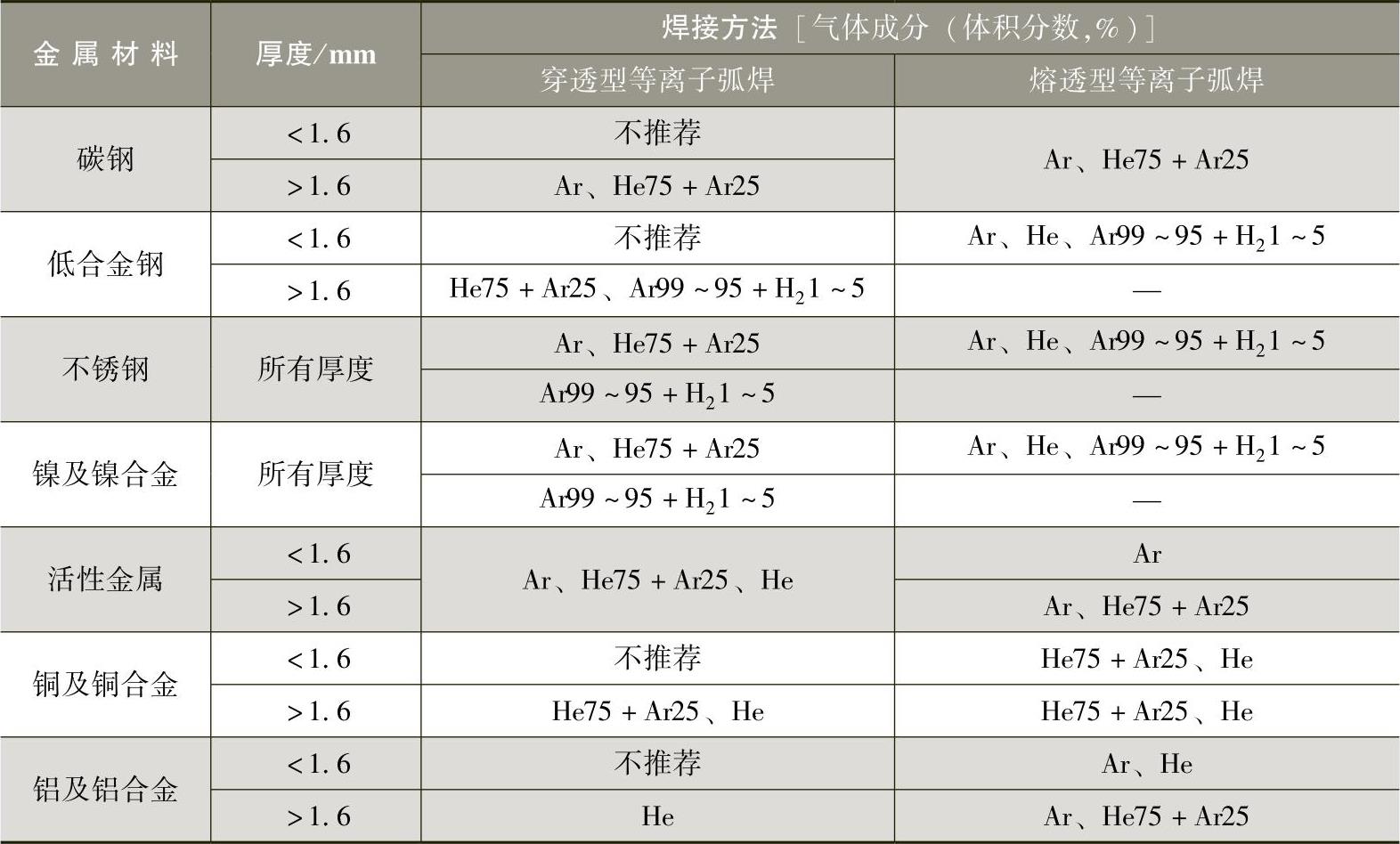
常用金属材料大电流等离子弧焊的气体见表13-5。常用金属材料小电流等离子弧焊的气体见表13-6。
表13-5 常用金属材料大电流等离子弧焊的气体

表13-6 常用金属材料小电流等离子弧焊的气体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。