



1.电源
等离子弧焊的电源绝大多数为陡降外特性,微束等离子弧焊应采用垂直陡降外特性电源,一般采用直流正接,为了便于起弧,要求空载电压在80V以上。镁、铝薄板焊接时可采用交流电源。
等离子弧焊的工作气体分为离子气和保护气,等离子弧电源采用纯氩或93%Ar+7%H2的混合气体作为离子气时,电源的空载电压为65~80V;如采用纯氦或7%H2+He的混合气体时,为了可靠地引弧,要采用较高的空载电压。
2.电极
等离子弧焊的电极材料一般采用铈钨电极或钍钨电极。为了便于引弧和提高电弧的稳定性,电源极性为直流正接(焊件接正极)时,电极的端部应磨成20°~60°的夹角,如图13-7a、b、c所示;在直流正接大电流焊接时,为保持电极端部形状,降低钨极烧损的程度,电极端部应磨成锥球形或球形,如图13-7d、e所示;在交流电源焊接时,为了稳定电弧,电极应磨成尖锥球形,如图13-7f所示。由于直流反接时,钨电极严重烧损,所以该方式现在已经很少应用。
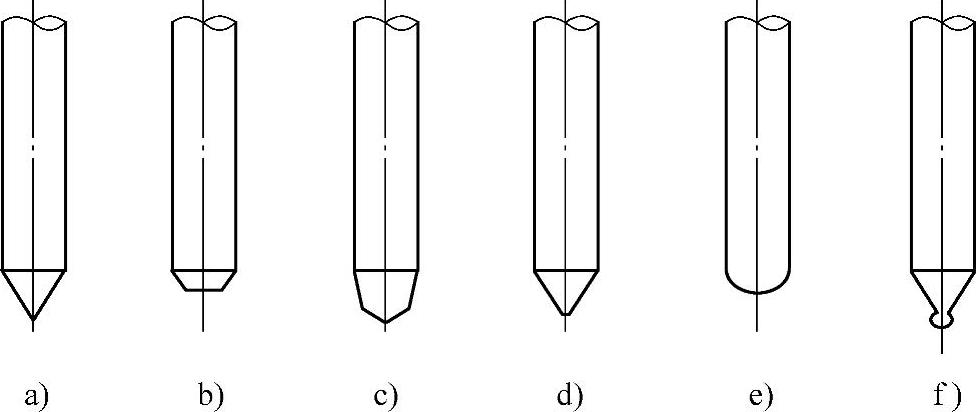
图13-7 电极端部形状
a)尖锥形 b)圆台形 c)圆台尖锥形 d)锥球形 e)球形 f)尖锥球形
3.电极内缩长度
等离子弧焊时,钨极一般内缩到压缩喷嘴之内,从喷嘴外表面至钨极尖端的距离被称为内缩长度Lr。钨极内缩长度Lr对于等离子弧的压缩和稳定性有很大的影响,为了保证电弧稳定,不产生双弧,钨极应与喷嘴保持同心,而且钨极的内缩长度Lr要合适。一般选取Lr=L0±0.2mm(L0为喷嘴孔道长度)。钨极内缩长度Lr增大,则压缩程度提高,但若Lr过大,则容易产生双弧现象。电极内缩长度如图13-8所示。
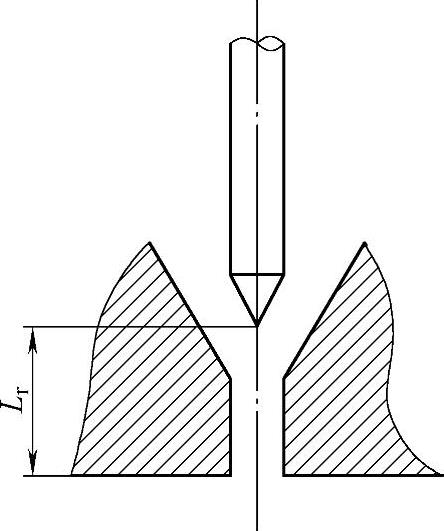
图13-8 电极内缩长度示意图
4.电极与喷嘴的同轴度
电极与喷嘴的同轴度对等离子弧的稳定性、焊缝成形有着重要的影响。电极的偏心会造成等离子弧偏斜,使焊缝成形不良,且容易形成双弧。电极的同轴度可根据电极与喷嘴间的高频火花分布情况进行监测,焊接时一般要求高频火花布满圆周的75%~81%以上。电极的同轴度与高频火花的分布如图13-9所示。
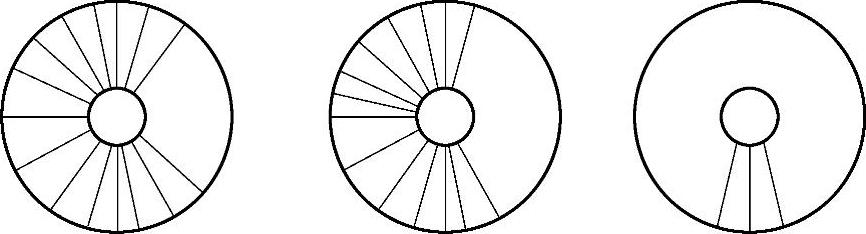
图13-9 电极的同轴度与高频火花的分布(https://www.xing528.com)
5.喷嘴
喷嘴是等离子弧焊枪的关键零件,喷嘴的结构类型和尺寸对等离子弧的性能起决定性的作用,其主要尺寸是喷嘴孔径d、孔道长度l0和压缩角α。
(1)喷嘴结构 目前在实际工作中应用最广泛的喷嘴基本结构,如图13-10所示。其中,图13-10b所示为圆柱三孔型,三孔型喷嘴除了中心主孔外,其左右两侧各有一个小孔,相互对称,从这两个小孔喷出的等离子气流,可将等离子弧产生的圆形温度场改变为椭圆形。当椭圆形温度场的长轴平行于焊接方向时,可以提高焊接速度(比单孔型喷嘴提高焊接速度30%~50%)和减小焊缝热影响区宽度。
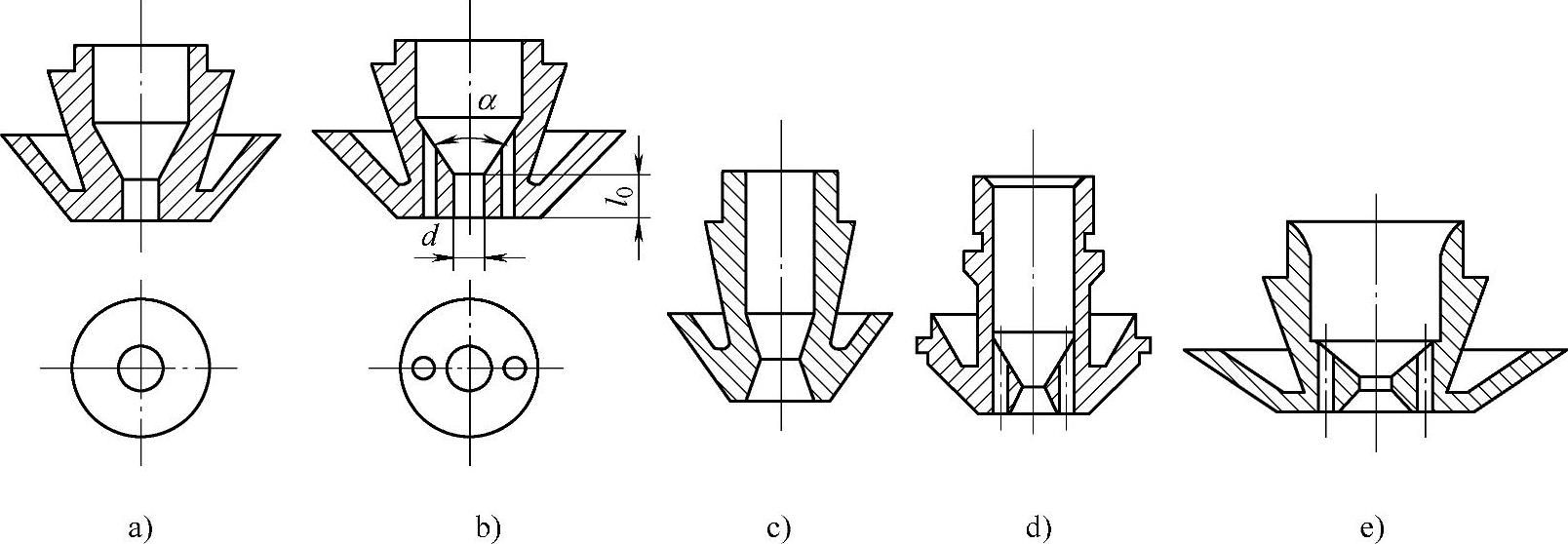
图13-10 等离子弧焊常用的压缩喷嘴结构类型
a)圆柱单孔型 b)圆柱三孔型 c)收敛扩散单孔型 d)收敛扩散三孔型 e)有压缩段的收敛扩散三孔型 d—喷嘴孔径 l0—喷嘴孔道长度 α—压缩角
(2)喷嘴孔径d 喷嘴孔径将决定等离子弧的直径和能量密度,孔径越大,其电弧压缩作用越小;若孔径过大,将失去压缩作用。孔径过小,其电弧压缩作用越大;若孔径过小,等离子弧的稳定性下降,甚至导致引起双弧现象,烧坏喷嘴。d的大小通常应根据电流的大小、等离子气体种类及流量来选择。等离子弧电流与喷嘴孔径的关系见表13-2。
表13-2 等离子弧电流与喷嘴孔径的关系

(3)喷嘴孔道长度L0 在一定的压缩孔径下,L0越长,对等离子弧的压缩作用越强,但L0太大时,等离子弧不稳定,通常以L0/d值表示喷嘴孔道的压缩特征,称为孔道比。当孔道比超过一定值时,会产生双弧现象。常用喷嘴孔道比见表13-3。
表13-3 常用喷嘴孔道比

(4)压缩角α 压缩角对等离子弧的压缩作用影响不大,一般情况下在30°~180°范围内均可,但最好与电极端部形状进行配合,保证将阳极斑点稳定在电极的顶端。焊接时,通常取α=60°~90°,应用较多的是60°。
(5)喷嘴材料及冷却方式 喷嘴材料一般为纯铜。对于大功率喷嘴必须采用直接水冷方式,为提高冷却效果,喷嘴壁厚应不大于2~2.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。