



1.等离子弧的类型
等离子弧按电源的供电方式和工作方式不同,可分为非转移型、转移型和联合型等离子弧三种类型,如图13-4所示。
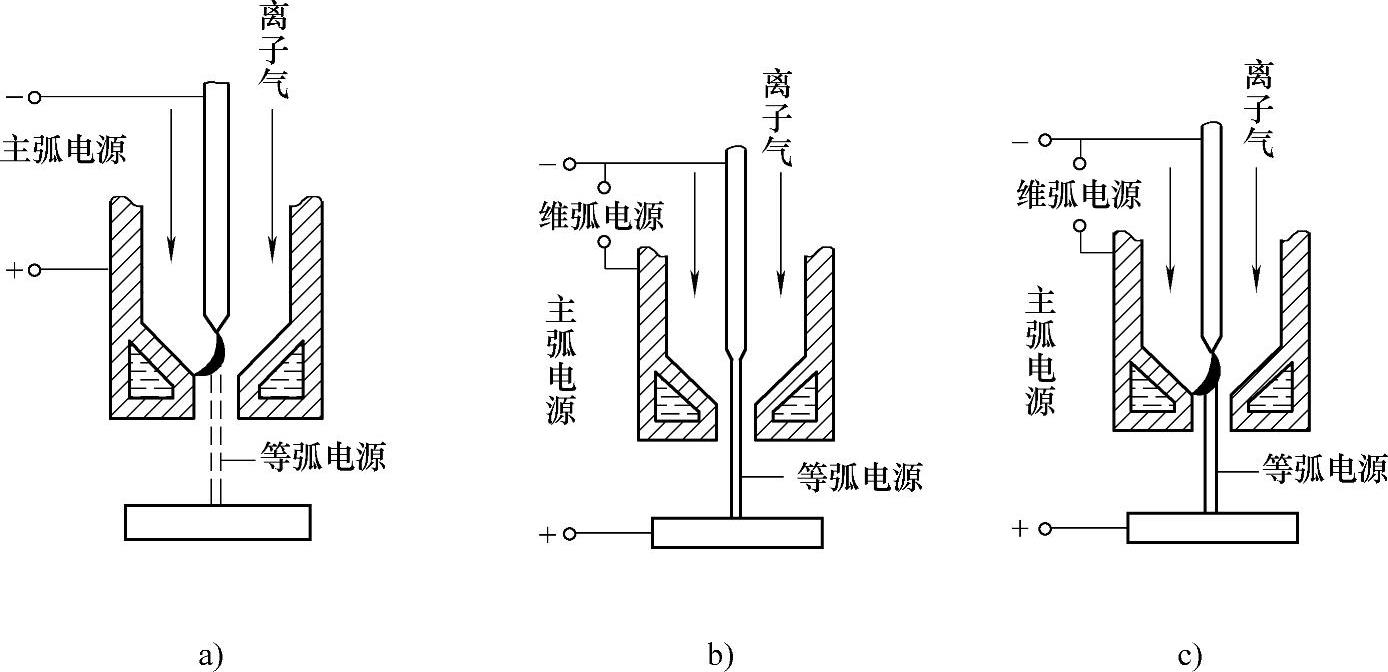
图13-4 等离子弧的类型
a)非转移型 b)转移型 c)联合型
(1)非转移型等离子弧 电极接负极,喷嘴接正极,焊件不接电源,等离子弧在电极和喷嘴内表面之间燃烧并从喷嘴喷出,如图13-4a所示,这种等离子弧也称为等离子焰。由于焊件不接电源,工作时只靠等离子焰加热,所以加热能量和温度比转移型等离子弧低,主要用于喷涂、焊接、切割较薄的金属和非金属材料。
(2)转移型等离子弧 电极接负极,焊件接正极,电弧首先在电极与喷嘴之间引燃,当电极与焊件间加上一个较高的电压后,再转移到电极与焊件间,使电极与焊件间产生等离子弧,这个电弧就称为转移弧,这时电极与喷嘴间的电弧就熄灭,如图13-4b所示。由于高温的阳极斑点在焊件上,工件热量很高,可用作中厚板的切割、焊接和堆焊的热源。
(3)联合型等离子弧 转移弧和非转移弧同时存在,称为联合型弧,如图13-4c所示。这种等离子弧稳定性好,电流很小时也能保持电弧稳定,主要用于微束等离子弧焊接和粉末等离子弧堆焊。
2.等离子弧焊的分类及应用
等离子弧焊是借助水冷喷嘴对电弧的拘束作用,获得高能量密度的等离子弧进行焊接的方法,国际统称为PAW(Plasma Arc Welding)。按焊缝成形原理,等离子弧焊分为穿孔型等离子弧焊、熔透型等离子弧焊、微束等离子弧焊。
3.穿透型等离子弧焊(又称小孔型等离子弧焊)
电弧在熔池前穿透焊件形成小孔,随着热源的移动,在小孔后面形成焊道的焊接方法称为穿透型等离子弧焊。该方法是利用等离子弧直径小、温度高、能量密度大、穿透力强的特点,在适当的焊接参数条件下实现的,焊缝断面呈酒杯状。焊接时,采用转移型等离子弧把焊件完全熔透并在等离子流力作用下形成一个穿透焊件的小孔,并从焊件的背面喷出部分等离子弧(称其为“尾焰”),如图13-5所示。熔化金属被排挤在小孔周围,依靠表面张力的承托而不会流失。随着焊枪向前移动,小孔也跟着焊枪移动,熔池中的液态金属在电弧吹力、表面张力作用下沿熔池壁向熔池尾部流动,并逐渐收口、凝固,形成完全熔透的正反面都有波纹的焊缝,即所谓的“小孔效应”(小孔面积保持在7~8mm2以下)。利用这种小孔效应,不用衬垫就可实现单面焊双面成形。焊接时一般不加填充金属,但如果对焊缝余高有要求的话,也可加入填充金属。目前大电流(100~500A)等离子弧焊通常采用该方法进行焊接,主要适宜于低碳钢、低合金钢、不锈钢、镍及镍合金、钛及钛合金的对接焊。(https://www.xing528.com)
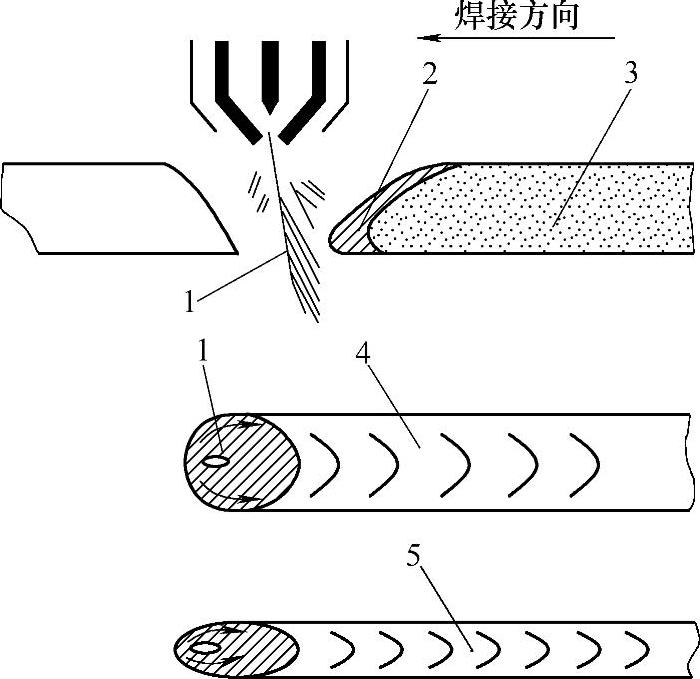
图13-5 穿透型等离子弧焊焊缝成形原理
1—小孔 2—熔池 3—焊缝 4—焊缝正面 5—焊缝背面
穿透型等离子弧焊,只有在足够的能量密度条件下才能实施。当焊件的板厚增加时,所需的能量密度也将增加,然而,等离子弧能量密度的提高具有一定的限制,所以,穿透型等离子弧只能在一定的板厚范围内实现。各种材料穿透型等离子弧焊一次能焊透的厚度见表13-1。
表13-1 各种材料穿透型等离子弧焊一次能焊透的厚度

4.熔透型等离子弧焊(又称溶入型焊接法)
熔透型等离子弧焊主要采用较小的焊接电流(30~100A)和较低的离子气流量,采用混合型等离子弧焊接的方法。在焊接过程中不形成小孔效应,焊件背面无“尾焰”。液态金属熔池在弧柱的下面,靠熔池金属的热传导作用熔透母材,实现焊透。熔透型等离子弧焊基本焊法与钨极氩弧焊相似。焊接时可加填充金属,也可不加填充金属。该方法主要用于薄板(0.5~2.5mm以下)的焊接、多层焊封底焊道以后各层的焊接以及角焊缝的焊接。
5.微束等离子弧焊
焊接电流在30A以下的等离子弧焊通常称为微束等离子弧焊。有时也把焊接电流稍大的等离子弧焊归为此类。这种方法使用很小的喷嘴孔径(ϕ0.5~ϕ1.5mm),得到针状细小的等离子弧,主要用于焊接厚度在1mm以下的超薄、超小、精密的焊件。
上述三种等离子弧焊方法均可采用脉冲电流,借以提高焊接过程的稳定性,此时称为脉冲等离子弧焊。脉冲等离子弧焊易于控制热输入和熔池,适于全位置焊接,并且其焊接热影响区和焊接变形都更小。尤其是脉冲微束等离子弧焊,特点更突出,因而应用较广。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。