



1.等离子弧的产生
(1)等离子弧 目前,焊接领域中应用的等离子弧实际上是一种压缩电弧,如图13-1a所示,它是由钨极气体保护电弧发展而来的。钨极气体保护电弧常被称为自由电弧,如图13-1b所示,它燃烧于惰性气体保护下的钨极与焊件之间,其周围没有约束,当电弧电流增大时,弧柱直径也伴随增大,两者不能独立地进行调节,因此自由电弧弧柱的电流密度、温度和能量密度的增大均受到一定限制。试验证明,借助水冷铜喷嘴的外部拘束作用,使弧柱的横截面受到限制而不能自由扩大时,就可使电弧的温度、能量密度和等离子体流速都显著增大。这种用外部拘束作用使弧柱受到压缩的电弧就是通常所称的等离子弧。
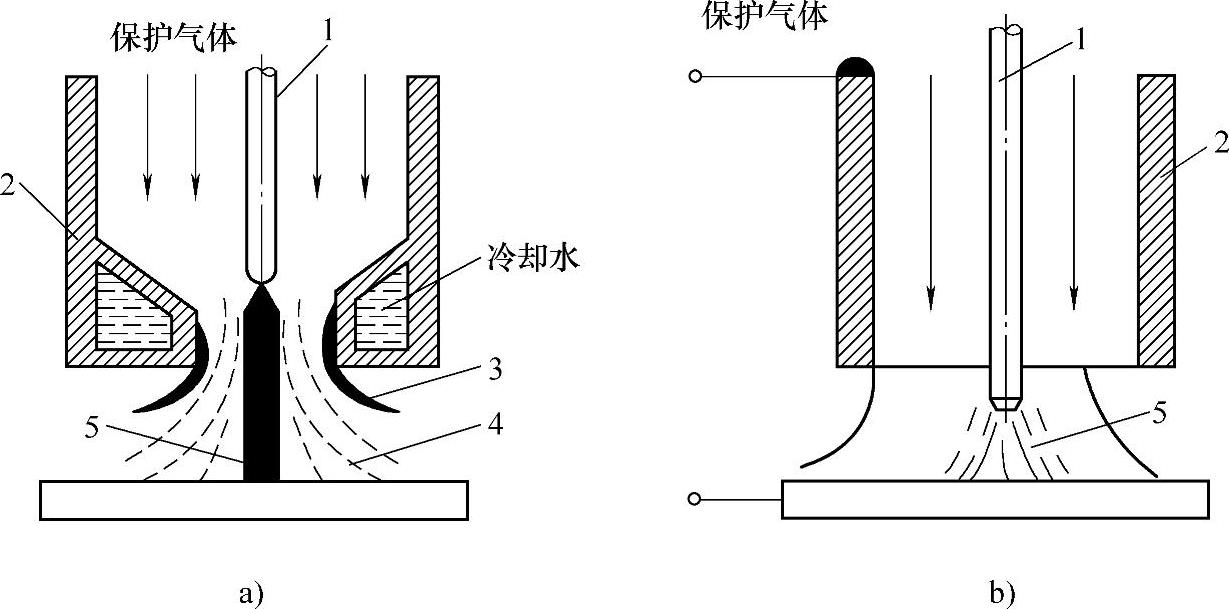
图13-1 等离子弧示意图
a)压缩电弧 b)自由电弧
1—钨极 2—喷嘴 3—冷气套 4—热气套 5—弧柱
(2)等离子弧形成原理 目前广泛采用的压缩电弧的方法是将钨极缩入喷嘴内部,并且在水冷喷嘴中通以一定压力和流量的离子气,强迫电弧通过喷嘴孔道,以形成高温、高能量密度的等离子弧,如图13-2所示。此时电弧受到下述三种压缩作用:
1)机械压缩效应。当把一个用水冷却的铜制喷嘴放置在其通道上,强迫这个“自由电弧”从细小的喷嘴孔中通过时,弧柱直径受到小孔直径的机械约束而不能自由扩大,而使电弧截面受到压缩。这种作用称为“机械压缩效应”。
2)热收缩效应。水冷铜喷嘴的导热性很好,紧贴喷嘴孔道壁的“边界层”气体温度很低,电离度和导电性均降低。这就迫使带电粒子向温度更高、导电性更好的弧柱中心区集中,相当于外围的冷气流层迫使弧柱进一步收缩。这种作用称为“热收缩效应”。
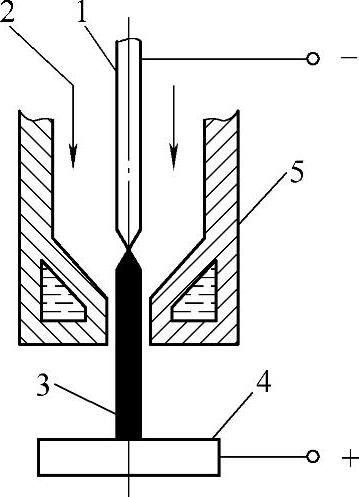
图13-2 等离子弧的形成原理示意图
1—钨极 2—离子气流 3—等离子弧 4—工件 5—水冷喷嘴
3)电磁收缩效应。电磁收缩效应是由通电导体间相互吸引力产生的收缩作用。弧柱中带电的粒子流可被看成是无数条相互平行且通以同向电流的导体。在自身磁场作用下,产生相互吸引力,使导体相互靠近。导体间的距离越小,吸引力越大。这种导体自身磁场引起的收缩作用使弧柱进一步变细,电流密度与能量密度进一步增加。
电弧在上述三种压缩效应的作用下,直径变小、温度升高、气体的离子化程度提高、能量密度增大。最后与电弧的热扩散作用相平衡,形成稳定的压缩电弧。这就是工业中应用的等离子弧。作为热源,等离子弧获得了广泛的应用,可进行等离子弧焊接、等离子弧切割、等离子弧堆焊、等离子弧喷涂、等离子弧冶金等。
在上述三种压缩作用中,喷嘴孔径的机械压缩作用是前提;热收缩效应则是电弧被压缩的最主要的原因;电磁收缩效应是必然存在的,它对电弧的压缩也起到一定作用。
2.等离子弧的影响因素
等离子弧是压缩电弧,其压缩程度直接影响等离子弧的温度、能量密度、弧柱挺度和电弧压力。影响等离子弧压缩程度的因素主要有:
(1)等离子弧电流 当电流增大时,弧柱直径也要增大。因电流增大时,电弧温度升高,气体电离程度增大,因而弧柱直径增大。如果喷嘴孔径不变,则弧柱被压缩程度增大。
(2)喷嘴孔道形状和尺寸 喷嘴孔道形状和尺寸对电弧被压缩的程度具有较大的影响,特别是喷嘴孔径对电弧被压缩程度的影响更为显著。在其他条件不变的情况下,随喷嘴孔径的减小,电弧被压缩程度增大。
(3)离子气体的种类及流量 离子气(工作气体)的作用主要是压缩电弧强迫通过喷嘴孔道,保护钨极不被氧化等。使用不同成分的气体作为离子气时,由于气体的热导率和热焓值不同,对电弧的冷却作用不同,故电弧被压缩的程度不同。
改变和调节这些因素可以改变等离子弧的特性,使其压缩程度适应于切割、焊接、堆焊或喷涂等方法的不同要求。例如为了进行切割,要求等离子弧有很大的吹力和高度集中的能量,应选择较小的压缩喷嘴孔径、较大的等离子气流量、较大的电流和导热性好的气体;为进行焊接,则要求等离子弧的压缩程度适中,应选择较切割时稍大的喷嘴孔径、较小的等离子气流量。
3.等离子弧的特点
(1)等离子弧的优点
1)温度高、能量密度大。普通钨极氩弧的最高温度为10000~24000K,能量密度在104W/cm2以下。等离子弧的最高温度可达24000~50000K,能量密度可达105~108W/cm2,且稳定性好。(https://www.xing528.com)
2)等离子弧的能量分布均衡。等离子弧由于弧柱被压缩,横截面减小,弧柱电场强度明显提高,因此等离子弧的最大压降是在弧柱区,加热金属时利用的主要是弧柱区的热功率,即利用弧柱等离子体的热能。所以说,等离子弧几乎在整个弧长上都具有高温。这一点和钨极氩弧是明显不同的。
3)等离子弧的挺度好、冲力大。钨极氩弧的形状一般为圆锥形,扩散角为45°左右;经过压缩后的等离子弧,其形态近似于圆柱形,电弧扩散角很小,约为5°,因此挺度和指向性明显提高。等离子弧在三种压缩作用下,横截面缩小,温度升高,喷嘴内部的气体剧烈膨胀,迫使等离子体高速从喷嘴孔中喷出,因此冲力大,挺直性好。电流越大,等离子弧的冲力也越大,挺直性也就越好。
4)等离子弧的静特性曲线仍接近于U形。由于弧柱的横截面受到限制,等离子弧的电场强度增大,电弧电压明显提高,U形曲线上移且其平直区域明显减小。
5)等离子弧的稳定性好。等离子弧的电离度比钨极氩弧更高,因此稳定性好。外界气流和磁场对等离子弧的影响较小,不易发生电弧偏吹和漂移现象。焊接电流在10A以下时,一般的钨极氩弧很难稳定,常产生电弧漂移,指向性也常受到破坏。而采用微束等离子弧,当电流小至0.1A时,等离子弧仍可稳定燃烧,指向性和挺度均好。这些特性在用小电流焊接极薄焊件时特别有利。
(2)等离子弧的缺点
1)焊枪尺寸较大,既笨重,又影响焊工在操作时的观察。
2)焊枪的结构及电气的控制线路比较复杂。
3)采用转移弧时,如果焊接参数选择不正确或喷嘴设计不合理,就可能出现双弧现象。
①双弧现象。在使用转移型等离子弧进行焊接或切割过程中,正常的等离子弧应稳定地在钨极与焊件之间燃烧,但由于某些原因往往还会在钨极和喷嘴及喷嘴和工件之间产生与主弧并列的电弧,这种现象就称为等离子弧的双弧现象,如图13-3所示。
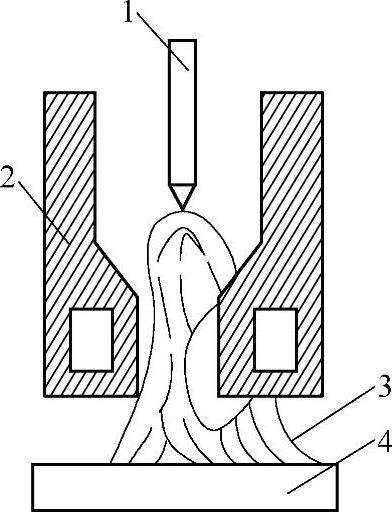
图13-3 等离子弧的双弧现象
1—电极 2—喷嘴 3—双弧 4—焊件
②双弧形成的原因。一般认为,在等离子弧焊接或切割时,等离子弧弧柱与喷嘴孔壁之间存在着由离子气所形成的冷气膜。这层冷气膜由于铜喷嘴的冷却作用,具有比较低的温度和电离度,对弧柱向喷嘴的传热和导电都具有较强的阻滞作用。当冷气膜的阻滞作用被击穿时,绝热和绝缘作用消失,产生了双弧现象。
③双弧的危害。
a.破坏等离子弧的稳定性。
b.双弧同时存在,减小了主弧电流,降低了主弧的电功率。
c.喷嘴受到强烈加热,容易烧坏喷嘴。
④防止双弧的措施。
a.正确选择电流。
b.选择合适的离子气成分和流量。
c.喷嘴结构设计应合理。
d.加强喷嘴的冷却效果。
e.喷嘴端面至焊件表面距离不能过小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。