



1.焊前准备
(1)试件材质 1Cr18Ni9Ti。
(2)试件尺寸 150mm×300mm×10mm,100mm×300mm×10mm,数量各1件,如图12-14所示。
(3)坡口形式 I形坡口,如图12-14所示。
(4)焊接材料 H0Cr19Ni9,ϕ2.5mm。
(5)焊接设备 手工直流钨极氩弧焊焊机(WS-300型)。
(6)喷嘴孔径 ϕ10mm。
(7)保护气体及气体流量 氩气,其纯度不低于99.99%,气体流量为8~10L/min。
(8)电极 铈钨电极,ϕ2.5mm。
(9)辅助工具 角向打磨机、平锉、钢丝刷、锤子、直角尺、300mm钢直尺。
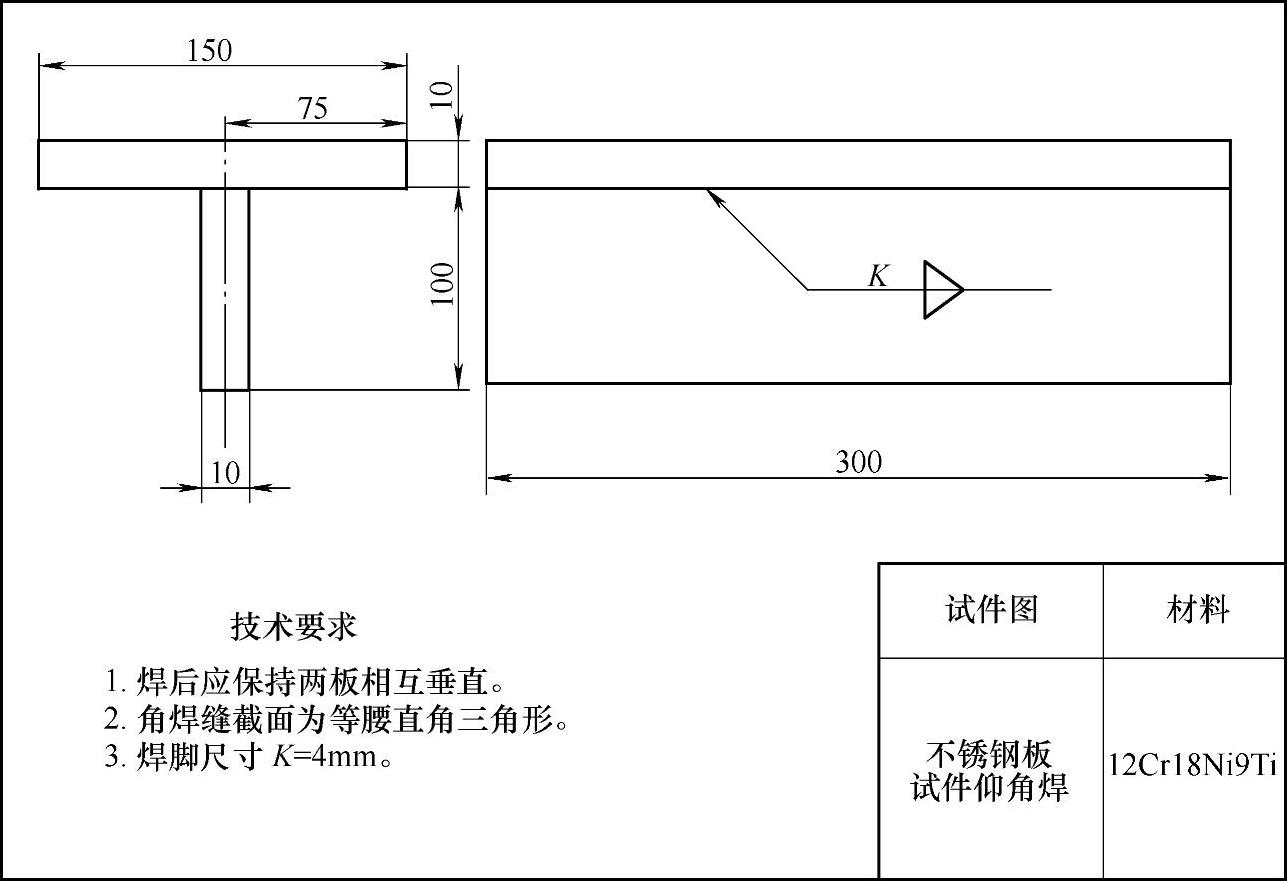
图12-14 试件及坡口尺寸
2.试件装配
1)用平锉修磨试件坡口去除毛刺。
2)焊前清理。采用异丙醇清洗坡口两侧20mm表面的油脂、污物等,减少焊接缺陷的产生。
3)焊接要求。焊脚尺寸K=4mm。
4)装配。水平板与立板应垂直装配,采用手工钨极氩弧焊在试件两端正面坡口内进行定位焊,定位焊缝长度为15~20mm,如图12-15所示。采用角向打磨机将焊缝接头预先打磨成缓坡状,并将试件固定在焊接支架上。
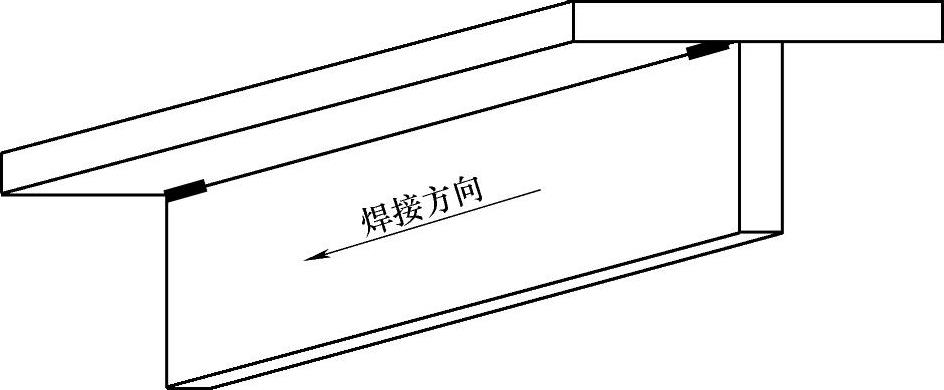
图12-15 试件装配
3.焊接参数
不锈钢板试件仰角焊焊接参数见表12-8。(https://www.xing528.com)
表12-8 不锈钢板试件仰角焊焊接参数

4.操作要点及注意事项
(1)起弧
1)在试板右端定位焊缝上进行引弧,起弧时,不需要填丝,电弧适当拉长3~4mm在起焊处稍停留片刻,利用电弧使母材及定位焊缝得到充分预热,当定位焊缝形成熔池后即可进行填丝焊接。
2)为保证起头的保护效果,引弧前先对准引弧处放气8~10s。
3)起弧时要注意控制电弧长度,电弧过长气体保护效果不好;电弧过短易产生夹钨,一般应控制在2~3mm之间。
(2)填丝 TIG焊填丝的好坏直接影响焊缝质量,主要的填丝方法有连续填丝法、断续填丝法、特殊填丝法等方式。由于该技能训练为全位置焊接,故采用断续填丝法进行焊接效果较好。
(3)打底层
1)焊枪与焊缝移动方向角度随着位置而变化,一般焊枪角度控制在75°~80°之间,与焊缝两侧试板夹角为45°,焊丝与焊缝的角度控制在15°左右,运条方式采用直线形运条方法进行焊接,钨极必须指向焊缝的中间根部位置,如图12-16所示。
2)焊接时,电弧与母材的间距应保持在1~2mm之间,并将电弧保持在熔池前端1/2处,同时焊丝始终保持在熔池前端,随时根据焊接的需要将焊丝送进,并控制焊接移动速度的均匀性。
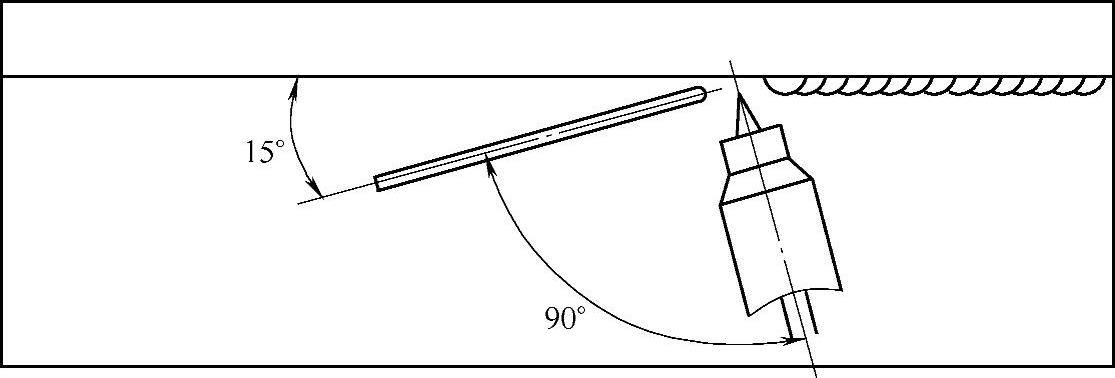
图12-16 打底焊焊枪、焊丝角度与运条方法
3)焊接接头时,为保证接头良好,应从焊缝收弧处前5~8mm开始引弧,不填丝运条至收弧处出现熔孔后,填丝熔入进行正常焊接。
(4)盖面层 焊缝的盖面层与打底焊的焊枪角度基本一致,一般采用月牙形的运条方法,电弧运条至坡口两侧边缘时应稍有停顿,将焊缝两侧熔合良好。
(5)注意事项 奥氏体不锈钢焊接时应注意层间温度控制,当层间温度过高时,焊缝会变黑。实际经验是采用手背触摸到打底层焊道不烫手时,即可进行盖面层的焊接。当控制了层间温度,同时其他条件也满足时,焊缝呈银白色。
5.焊接检验
(1)焊缝外观检验 焊缝表面不得有裂纹、未熔合、夹渣、气孔等缺陷;焊缝的正面宽窄度误差在0.5mm以内;焊缝的凹度或凸度应小于1.0mm;焊脚应对称,其高宽差≤2mm。
(2)焊缝内部检验 焊缝内部进行宏观金相检验,熔深应符合工艺要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。