



1.手工钨极氩弧焊焊机的分类
手工钨极氩弧焊焊机可分为直流手工钨极氩弧焊焊机(WS系列)、交流手工钨极氩弧焊焊机(WSJ系列)、交直流手工钨极氩弧焊焊机(WSE系列)及手工钨极脉冲氩弧焊焊机(WSM系列)。
2.钨极氩弧焊设备的组成
手工钨极氩弧焊设备主要由主电路系统、焊枪、供气和供水系统以及控制系统等部分组成。自动氩弧焊设备则在手工氩弧焊设备的基础上,再增加焊接小车(或转动设备)和焊丝送给机构等。
(1)主电路系统 主电路系统主要包括焊接电源、高频振荡器、脉冲稳弧器和消除直流分量装置,交流与直流的主电路系统部分不相同。
钨极氩弧焊可以采用直流、交流或交、直流两用电源。无论是直流还是交流都应具有陡降外特性或垂直下降外特性,以保证在弧长发生变化时减小焊接电流的波动。交流焊机电源常用动圈漏磁式变压器;直流焊机可用他励式焊接发电机或磁放大器式硅整流电源;交、直流两用焊机常采用饱和电抗器或单相整流电源。
(2)焊枪 手操作钨极氩弧焊的焊枪必须坚实、重量轻且完全绝缘,必须有手把供持压且供输送保护气体至电弧区,而且具有筒夹、夹头或其他方式能稳固地压紧钨极且导引焊接电流至钨极上。焊枪组合一般包括各种不同的缆线、软管和连接焊枪至电源、气体和水的配合件,水冷式手操作焊枪保护气体通过的整个系统必须气密,软管中接头处泄漏会使保护气体大量损失,且熔池无法得到充分的保护,空气吸入气体系统中常是主要的问题,需小心地维护以确保气密的气体系统。
钨极氩弧焊的焊枪有不同的尺寸和种类,其质量由100g到几乎500g,焊枪尺寸是依据能使用的最大焊接电流而定的,而且可配用不同尺寸的电极和不同种类与尺寸的喷嘴。电极与手把的角度也随着焊枪的不同而变化,最普通的角度约120°,但也有90°的,甚至可调整角度的焊枪,有些焊枪在其手把中设置辅助开关和气体阀。
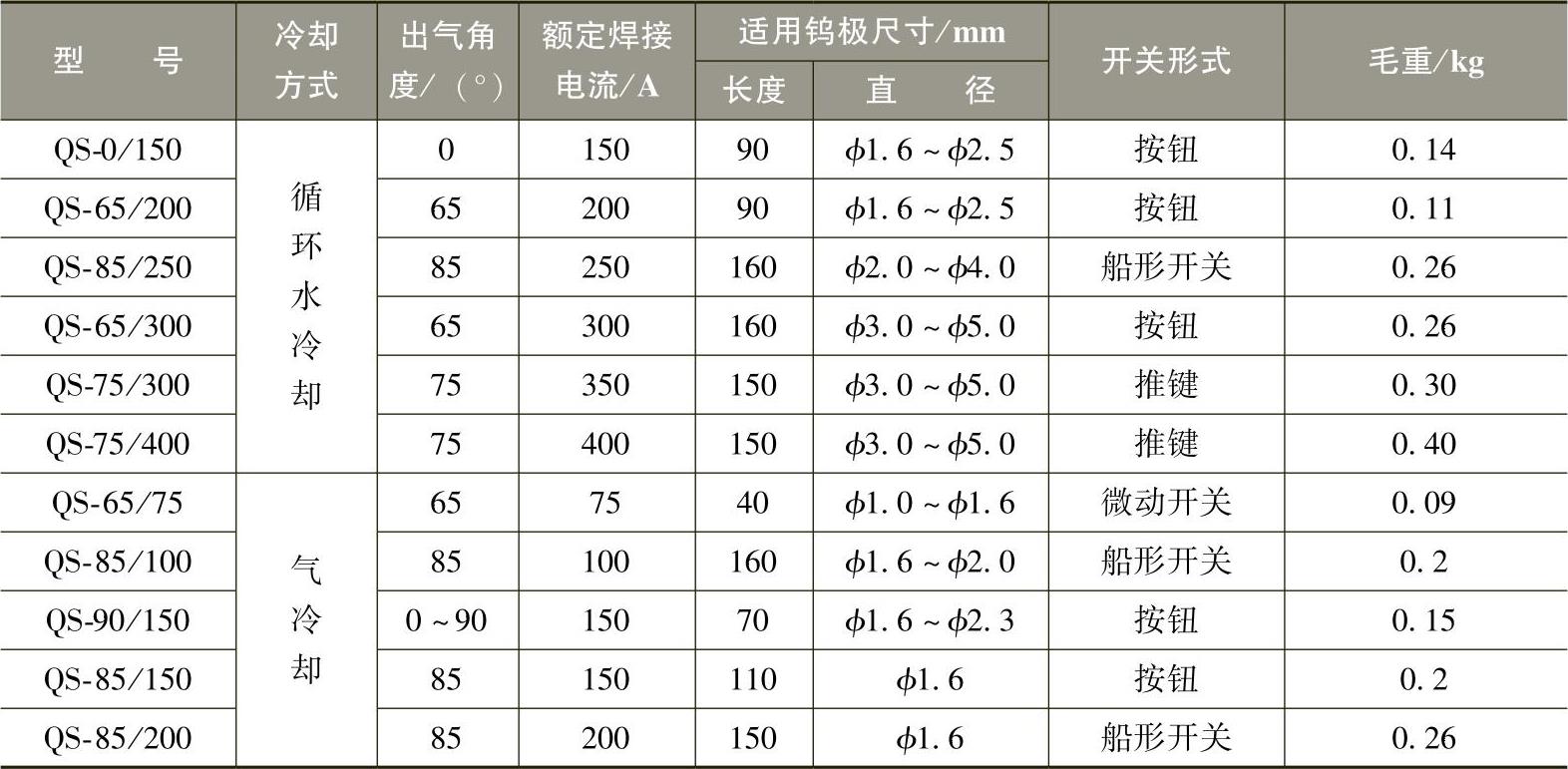
钨极氩弧焊的焊枪主要分为气冷式和水冷式。气冷式焊枪通常质量小、体积小且坚实,且比水冷式焊枪便宜,一般用于小电流(<150A)的焊接,如图12-2所示。水冷式焊枪用于持续的大电流焊接,比气冷式焊枪重且较贵,一般用于大电流(≥150A)的焊接,如图12-3所示。常用手工钨极氩弧焊焊枪型号及技术参数见表12-1。
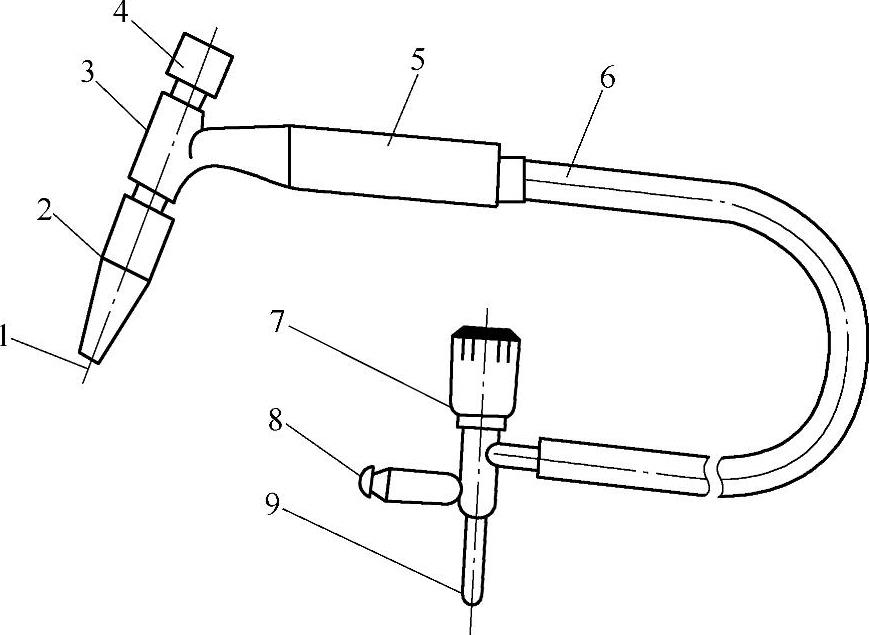
图12-2 气冷式焊枪
1—钨极 2—陶瓷喷嘴 3—枪体 4—短帽 5—手把 6—电缆 7—气体开关手轮 8—通气接头 9—通电接头
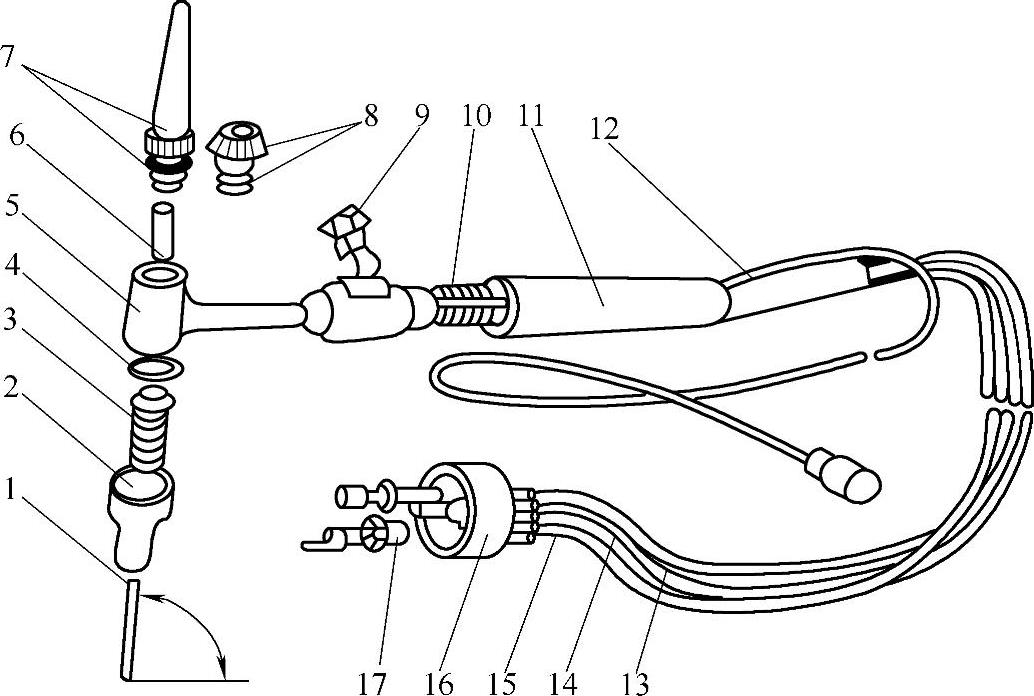
图12-3 水冷式焊枪
1—钨极 2—陶瓷喷嘴 3—导流件 4、8—密封圈 5—枪体 6—钨极夹头 7—盖帽 9—船形开关 10—扎线 11—手把 12—插圈 13—进气管 14—出水管 15—水冷缆管 16—活动接头 17—水电接头(https://www.xing528.com)
表12-1 常用手工钨极氩弧焊焊枪型号及技术参数
(3)控制系统 钨极氩弧焊焊机的控制系统在小功率焊机中和焊接电源装在同一箱体中,称为一体式结构。在大功率焊机中,控制系统与焊接电源则是分立的,为一单独的控制箱,如NSA-500-1型交流手工钨极氩弧焊焊机便是这种结构。
控制系统由引弧器、稳弧器、行车(或转动)速度控制器、程序控制器、电磁气阀和水压开关等构成。同时对控制系统提出以下要求:
1)提前1~4s送气和滞后停气,以保护钨极和引弧、熄弧处的焊缝。
2)自动控制引弧器、稳弧器的起动和停止。
3)手工或自动接通和切断焊接电源。
4)焊接电流能自动衰减。
(4)供气系统 供气系统由氩气瓶、氩气流量调节器及电磁气阀组成。
1)氩气瓶。其外表涂灰色,并用绿漆标以“氩气”字样。氩气瓶最大压力为15MPa,容积为40L。
2)电磁气阀。它是开闭气路的装置,由延时继电器控制,可起到提前供气和滞后停气的作用。
3)氩气流量调节器。它起降压和稳压的作用及调节氩气流量。
(5)水冷系统 水冷系统用来冷却焊接电缆、焊枪和钨极。如果焊接电流小于100A,可以不用水冷却。如果使用的焊接电流超过100A时,必须通水冷却,并以水压开关控制,保证冷却水接通并有一定压力后才能起动焊机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。