



1.焊前准备
1)试件材质 Q345(16Mn)钢。
2)试件尺寸 300mm×100mm×12mm,数量2件,如图11-6所示。
3)坡口形式 V形坡口,如图11-6所示。
4)焊接要求 单面焊双面成形。
5)焊接材料 H08Mn2SiA,焊丝直径ϕ1.2mm。
6)焊接设备 KR-500型焊机。
7)辅助工具 角向打磨机、平锉、钢丝刷、锤子、扁铲、300mm钢直尺、槽钢。
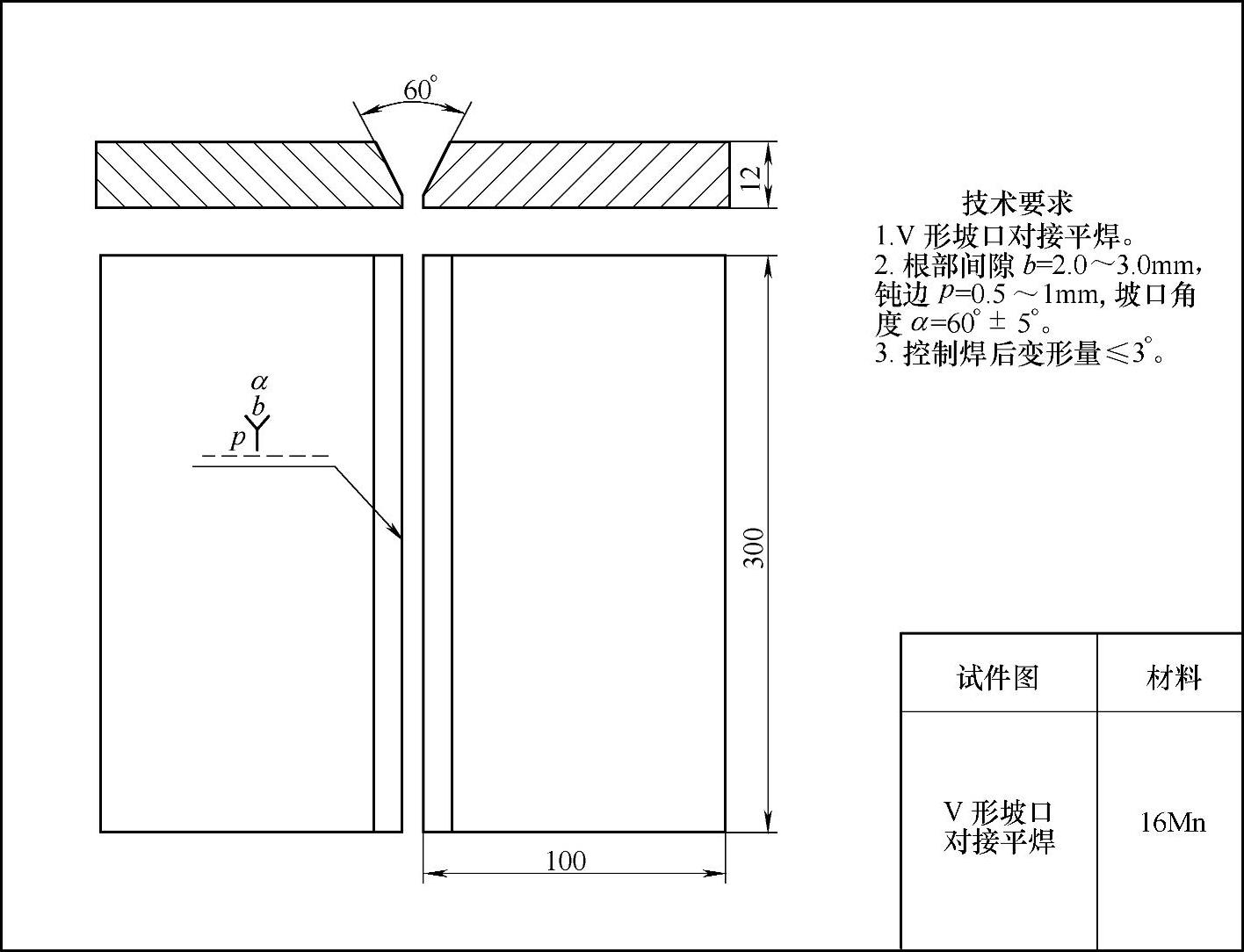
图11-6 V形坡口对接平焊试件图
2.试件装配
(1)焊前清理
1)去油污。用清洗液将附着试件表面的油污去除。
2)去氧化层。用角磨机将两个试件坡口面及其外边缘20~30mm范围内的锈蚀和氧化层去除,使之露出金属光泽。
3)锉钝边。用平锉修磨试件坡口钝边0.5~1.0mm。
(2)定位焊及预置反变形
1)定位焊。将两试板组对成V形坡口的对接接头形式,使用ϕ2~ϕ3mm焊丝对试件两端各20mm的正面坡口内进行定位焊,装配间隙始端2mm,终端为3mm,焊缝长度为10~15mm,如图11-7所示。定位焊缝的焊接质量应与正式焊缝一样。定位焊完成后,将定位焊两端修磨成“缓坡”状。这样,有利于打底层焊缝与定位焊缝的接头熔合良好。定位焊时应避免错边,错边量为≤0.1δ,即≤1.2mm。其中δ为板厚。
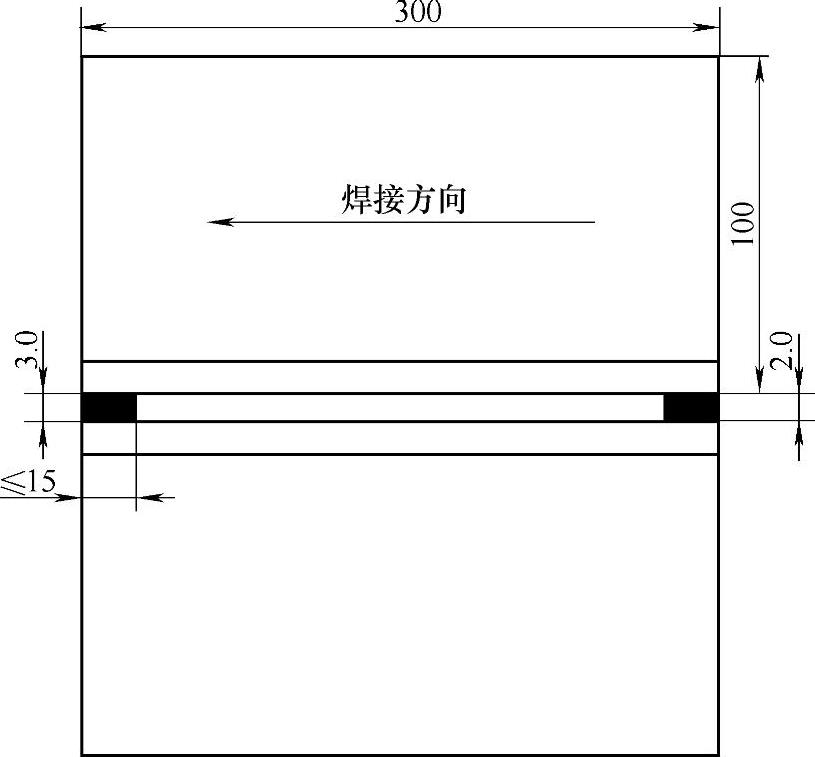
图11-7 装配间隙及定位焊
2)预置反变形。为抵消因焊缝在厚度方向上的横向不均匀收缩而产生的角变形量,试件组焊完成后,必须预置反变形量,预置反变形量为3°~4°。在实际检测中,先将试件背面(非坡口面)朝上,用钢直尺放在试件两侧,钢直尺中间位置至工件坡口最低处位置4mm,如图11-8所示。
3)将试件水平放置在导电良好的槽钢上,坡口面朝上。(https://www.xing528.com)
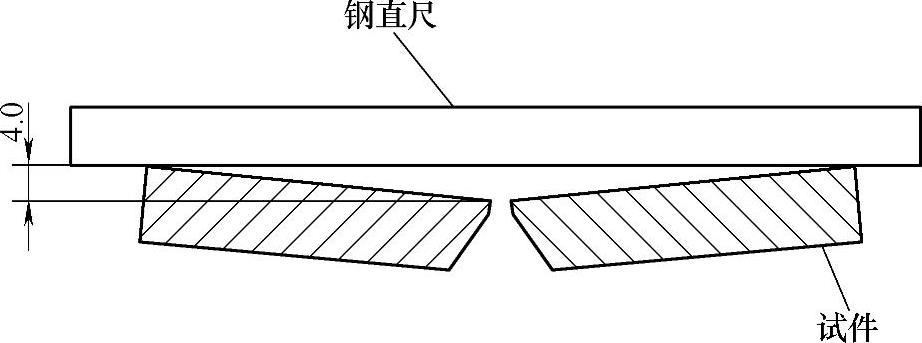
图11-8 预置反变形
3.焊接参数
V形坡口对接平焊单面焊双面成形焊接参数见表11-6。
表11-6 V形坡口对接平焊单面焊双面成形焊接参数

4.操作要点及注意事项
(1)打底焊 将试件间隙小的一端放于右侧。在离试件右端定位焊焊缝约20mm坡口的一侧引弧,然后采用左向焊接法焊接打底层,焊枪角度如图11-9所示。焊接时,焊枪沿坡口两侧做小幅度横向摆动,并控制电弧在2~3mm处进行熔化焊接,当坡口两侧形成熔孔后,再进行正常焊接。
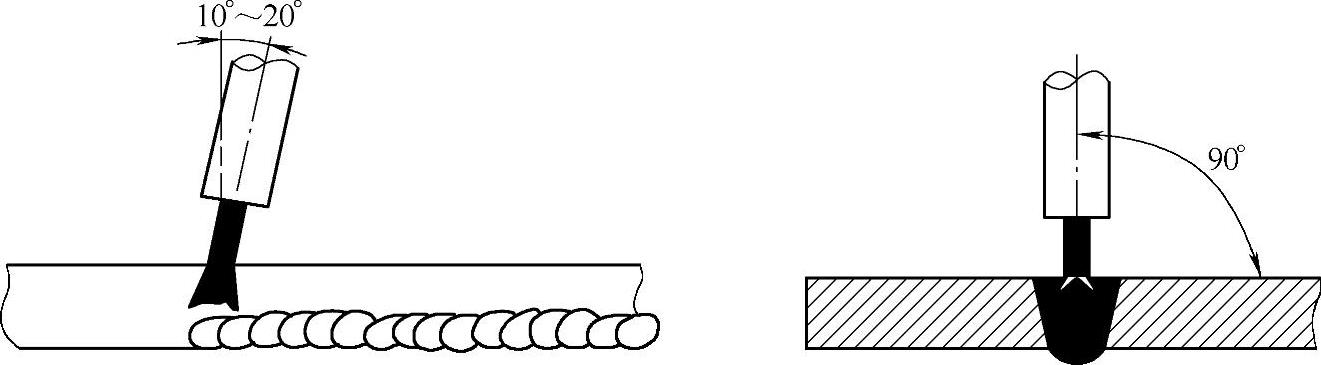
图11-9 焊枪角度
打底层焊接时应注意:
1)电弧始终在坡口内做小幅度横向摆动,并在坡口两侧稍微停留形成熔孔,焊接时应根据间隙和熔孔直径的变化调整横向摆动幅度和焊接速度,尽可能维持熔孔的大小,确保焊缝反面成形良好。
2)打底焊时,要严格控制喷嘴的高度,电弧必须在坡口根部进行焊接,保证打底层焊透。
(2)填充层 调试填充层焊接参数,在试板右端开始焊填充层,焊枪的横向摆动幅度稍大于打底层,注意熔池两侧熔合情况,保证焊道表面平整并稍下凹,并使填充层的高度应低于母材表面1.5~2mm,焊接时不允许烧化坡口棱边。
1)打底层焊完成后,用扁铲和锤子去除焊道和坡口面的熔渣和飞溅物。
2)引弧应在距焊缝起始点10~15mm处引弧,然后将电弧拉回起始点,采用锯齿形运条手法。焊条摆动到坡口两侧要稍作停留,使两侧温度均衡,当第三层焊缝焊完后,其焊缝表面要比试件表面低1.0~1.5mm,如图11-10所示,使焊接盖面层时,能看清坡口,保证焊缝平直。
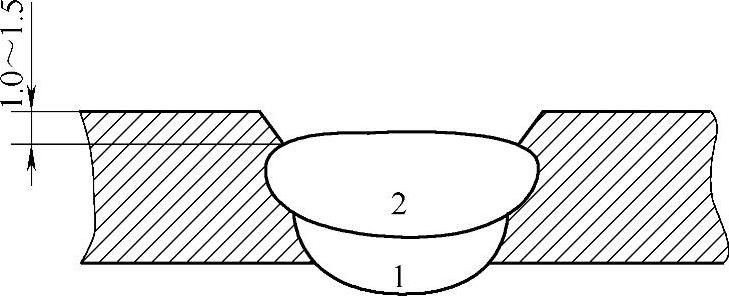
图11-10 填充层离焊缝表面高度
(3)盖面焊 焊前仔细清理两侧焊缝与母材坡口死角及焊道表面。采用锯齿形或圆圈形运条手法焊接。焊丝摆动到坡口边缘时,稳住电弧使两侧边缘各熔化1~2mm;接头时在距焊缝收弧点10~15mm处引弧,然后将电弧拉回原熔池即可。焊接时,控制电弧及摆动幅度,防止产生咬边。焊速要均匀,焊缝宽窄一致。
(4)焊缝清理 试件焊完后用扁铲和锤子去除焊缝正面和背面的熔渣和飞溅,用钢丝刷去除正面和背面焊缝及焊缝两侧的烟尘附着物。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。