



电弧焊时,在焊丝端部形成的向熔池过渡的液态金属滴称为熔滴。熔滴通过电弧空间向熔池转移的过程称为熔滴过渡。焊丝金属熔滴过渡的形式,不仅决定了焊接过程的工艺特性与应用范围,而且对电弧的稳定性、焊接冶金特性、飞溅大小以及焊缝成形尺寸和质量都有重大影响。电弧焊时,熔滴过渡的形式有短路过渡、滴状过渡和喷射过渡三种。
CO2气体保护焊是熔化极电弧焊,焊丝除作为电极外,其端部在电弧热作用下,熔化后形成熔滴,并以不同的形式脱离焊丝过渡到熔池。CO2气体保护焊熔滴过渡的特点和形式取决于焊接参数和有关条件。根据过渡的外观现象(如过渡形态、熔滴尺寸、过渡频率等),CO2气体保护焊熔滴过渡主要有短路过渡和滴状过渡两种形式。
1.短路过渡
(1)短路过渡的过程 短路过渡是在采用细焊丝、小电流和低电弧电压焊接时形成的。因弧长很短,焊丝端部熔化的熔滴尚未长得很大或脱落之前,熔滴表面就和熔池相接触形成液桥,使电弧熄灭(短路),熔滴金属在各种力的作用下,液桥开始缩颈并过渡到熔池后,又会出现弧隙并使电弧复燃。这样周期性的短路-燃弧交替过程,称为短路过渡过程。
短路过渡过程包括燃弧、弧隙短路、液桥缩颈和脱落、电弧复燃四个阶段。在这四个阶段中,有两个极限状态:第一个是短路状态,这时弧长等于零,电压等于零,短路电流逐渐增大到一定值;第二个是电弧复燃瞬间,焊接电流约等于最大短路电流,电弧电压恢复到正常状态,焊接电流下降。
CO2气体保护焊短路过渡的焊接电流、电弧电压波形变化和熔滴过渡情况如图11-2所示。
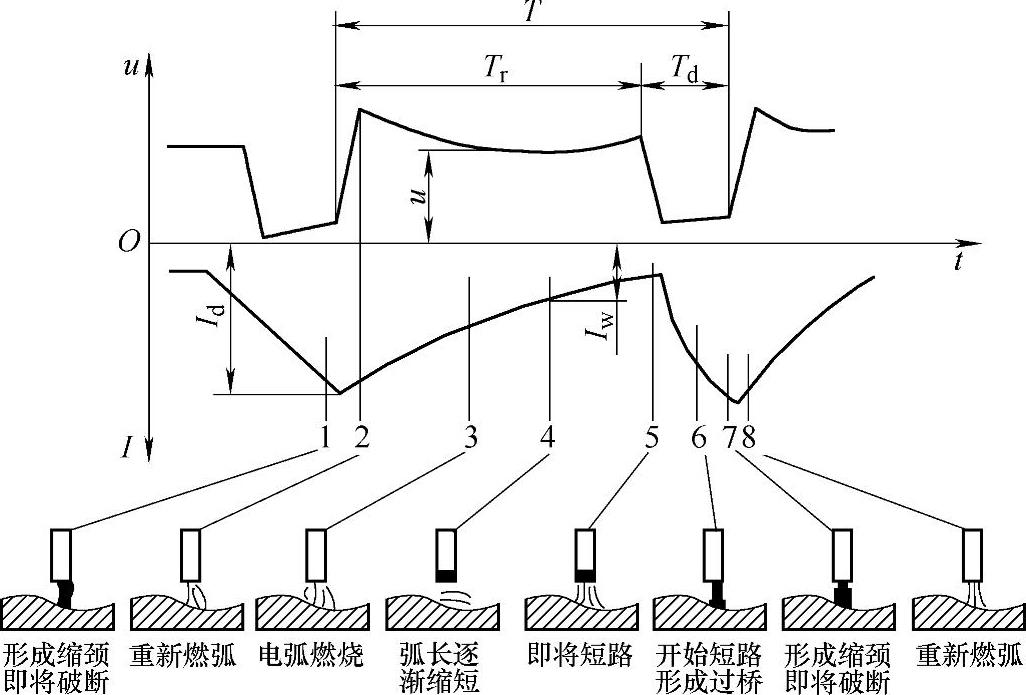
图11-2 CO2气体保护焊短路过渡的焊接电流、电弧电压波形变化和熔滴过渡情况
T—一个短路过渡周期的时间 Tr—电弧燃烧时间 Td—短路时间 u—电弧电压 Id—短路最大电流 IW—稳定的焊接电流
(2)短路过渡的稳定性 CO2气体保护焊短路过渡过程的稳定性取决于焊接电源的动特性和焊接参数。短路过渡时要求所选用的焊接电源应具有良好的动特性。
短路过渡对焊接电源动特性的要求是:短路电流增长速度要合适,要有足够大的短路电流峰值以及足够高的焊接电压恢复速度。此三点要求已成为评定焊接电源动特性是否能适应和满足短路过渡焊接需要的指标。目前供短路焊接用的焊接电源对短路电流峰值和焊接电压恢复速度的要求通常都能满足。因此对电源动特性的调节,通常是指调节短路电流增长速度。不同直径的焊丝焊接时,所要求的短路电流增长速度是不一样的。因此,在焊接时,为了使电弧和焊接过程稳定,就要合理地选定和调节短路电流增长速度。其方法是:
1)选用合适的电源外特性,短路过渡焊接时,选用平硬特性的焊接电源比陡降特性的焊接电源可获得较大的短路电流增长速度和短路电流峰值。(https://www.xing528.com)
2)选择合适的焊接电流和电弧电压也是维持短路过渡过程稳定的重要条件。
3)调节焊接回路中的电感值。在短路过渡焊接时,焊接回路中常串联有一个可调电感,通过调节合适的电感值来调节短路电流增长速度,同时限制了短路电流峰值,一般可根据不同的焊丝直径选择合适的电感值,以保证短路过渡焊接的稳定。
(3)短路过渡的特点 由于短路频率很高,电弧燃烧非常稳定,飞溅小,焊缝成形良好,使用的焊接电流较小,焊接热输入低,适用于焊接薄板及全位置焊缝的焊接。
2.滴状过渡
(1)滴状过渡的过程 采用中等规范以上的焊接电流、电弧电压焊接时会出现滴状过渡。滴状过渡有两种形式:
1)有短路的滴状过渡。当焊接电流和电弧电压略高于短路过渡时,由于电弧长度增大,焊丝熔化加快,而电磁收缩力不够大,以致熔滴体积不断增大,并在熔滴自身的重力作用下,向熔池过渡,同时伴随着一定的短路过渡。此时过渡频率低,每秒只有几滴到二十几滴。
2)无短路的滴状过渡。当进一步增大焊接电流和电弧电压时,由于电磁收缩力的加强,阻止了熔滴自由长大,促使熔滴加快过渡,同时不再发生短路过渡现象。因熔滴体积减小,熔滴过渡频率略有增加。滴状过渡时电弧比较集中,而且总是在熔滴下方产生,熔滴较大且不规则,并形成偏离焊丝轴线方向的过渡。滴状过渡过程稳定性较差,焊缝成形较粗糙,飞溅较大。
(2)滴状过渡的稳定性 影响滴状过渡稳定性的主要因素是焊接电流和电弧电压。焊接电流对滴状过渡过程的稳定性有显著的影响。当焊接电流增大(电弧电压也相应增大)时,熔滴呈现小颗粒过渡形式,焊接过程稳定性得到改善。同时,非轴线方向的熔滴过渡大为减少,也使飞溅减少。因此,滴状过渡时,通常应选用较大的焊接电流,匹配较高的电弧电压,既可获得较大的焊缝熔深,提高焊接生产率,还可改善滴状过渡的稳定性。
(3)滴状过渡的特点 粗丝CO2气体保护焊时,由于焊丝端部熔滴较小,一滴接一滴连续不断地过渡到熔池不发生短路现象,电弧连续燃烧,其特征是大电流、高电压、焊速快,主要用于中厚板。滴状过渡时,应选用缓降特性的焊接电源。
3.喷射过渡
当焊接规范达到一定数值时才会出现喷射过渡。在细焊丝、小规范时不可能出现射流过渡。射流过渡(喷射过渡)熔滴过渡快。喷滴细小而过渡频率高(一般为250~300l/s),此时焊缝熔深大,成形美观,飞溅小,生产效率高,焊接时有独特的“嘶嘶”声。喷射过渡主要用于厚板的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。