



CO2气体保护焊焊接参数主要包括焊丝直径、焊接电流、电弧电压(弧长)、焊丝伸出长度、气体流量、电源极性、焊接回路电感值及焊枪倾角等。
1.焊丝直径
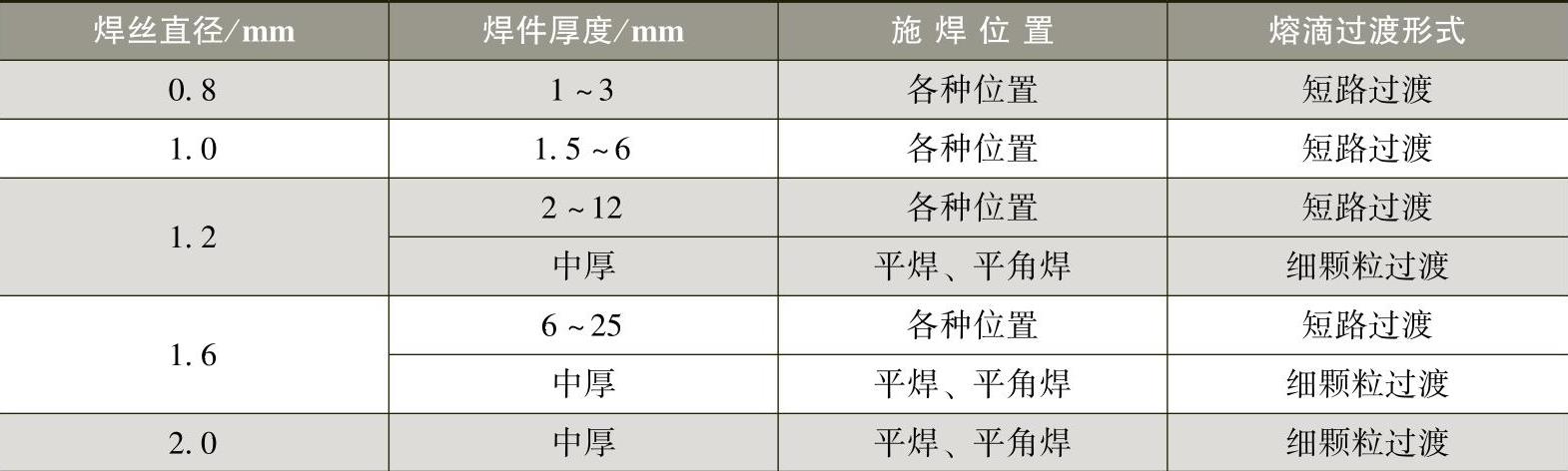
焊丝直径越粗,允许使用的焊接电流越大。通常根据焊件的厚度、施焊位置及生产效率来选择。焊接薄板或中厚板的立、横、仰焊时,多采用直径1.6mm以下的焊丝。焊丝直径的选择见表11-1。
表11-1 焊丝直径的选择
2.焊接电流
焊接电流是重要的焊接参数之一,应根据焊件厚度、材质、焊丝直径、施焊位置、熔滴过渡形式和生产率来选择。
半自动焊通常直径为0.8~1.2mm的焊丝,短路过渡的焊接电流在40~230A范围内,细颗粒过渡的焊接电流在250~320A范围内。
焊接电流对熔深、焊丝熔化速度及工作效率影响最大。当焊接电流逐渐增大时,熔深显著增加,熔宽和余高略有增加。由于熔深的大小不同,熔敷金属对母材的稀释率也不同,因而熔敷金属的性质也随之不同。在大电流单层焊的情况下,母材稀释率大,熔敷金属容易受到母材成分的影响。在小电流多层焊的情况下,熔深小,母材稀释率小,对熔敷金属性质的影响也就小。
3.电弧电压
电弧电压是重要的焊接参数之一。电弧电压一般根据焊丝直径、焊接电流和熔滴过渡形式来选择。送丝速度不变时,调节电源外特性,此时焊接电流几乎不变,弧长将发生变化,电弧电压也会变化。为保证焊缝成形良好,电弧电压必须与焊接电流配合适当。因此,焊接时应根据选择的焊接电流来调节电弧电压,使之与焊接电流配合适当。
4.焊接速度
焊接速度也是重要的焊接参数之一,它和焊接电流、电弧电压一样是焊接热输入的三大要素。它对熔深和焊道形状影响最大。对焊缝区的力学性能以及是否产生裂纹、气孔等也有一定影响。
5.焊丝伸出长度
焊丝伸出长度是指从导电端部到焊件的距离。保持焊丝伸出长度不变是保证焊接过程稳定的基本条件之一。因为CO2气体保护焊采用的电流密度较高,伸出长度越大,焊丝的预热作用越强,反之亦然。(https://www.xing528.com)
预热作用的大小与焊丝的电阻率、焊接电流和焊丝直径有关。对于不同直径、不同材料的焊丝,允许使用的焊丝伸出长度也不同。焊丝伸出长度的允许值见表11-2。
表11-2 焊丝伸出长度的允许值 (单位:mm)

焊丝伸出长度小时,电阻预热作用小,电弧功率大,熔深大,飞减小;焊丝伸出长度大时,电阻对焊丝的预热作用强,电弧功率小,熔深浅,飞溅多。
6.CO2气体的流量
CO2气体的流量应根据焊接电流、电弧电压、焊接速度、焊接位置等来选取,流量过大或过小都影响保护效果。通常,细丝CO2气体保护焊时气体流量为8~15L/min;粗丝CO2气体保护焊时为15~25L/min。
7.电源极性
1)CO2气体保护焊通常采用直流反接(反极性),即焊件接阴极,焊丝接阳极,焊接过程稳定,飞溅小,熔深大。
2)直流正接时(正极性),即焊件截阳极,焊丝接阴极,在焊接电流相同时,焊丝熔化速度快(其熔化速度是反极性的1.6倍),熔深较浅,堆高大,稀释率较小,但飞溅较大。根据这些特点,直流正接主要用于堆焊、铸铁补焊及大电流高速CO2气体保护焊。
8.焊接回路电感值
短路过渡需要在焊接回路中有合适的电感值,用以调节短路电流增长速度,使焊接过程中飞溅最小。通常细丝CO2气体保护焊焊丝的熔化速度快,熔滴过渡周期短,需要较大的焊接电流增长速度;而粗丝CO2气体保护焊则需要较小的焊接电流增长速度。此外,通过调节焊接回路电感值,还可以调节电弧燃烧时间,进而控制母材的熔深。增大电感值则过渡频率降低,燃烧时间增长,熔深增大。
9.焊枪倾角
1)当焊枪倾角小于10°时,不论是前倾还是后倾,对焊接过程及焊缝成形都没有明显的影响;但倾角过大(如前倾角大于25°)时,将增加熔宽并减小熔深,还会增加飞溅。
2)当焊枪与焊件成后倾角时,焊缝窄,余高大,熔深较大,焊缝成形不好;当焊枪与焊件成前倾角时,焊缝宽,余高小,熔深较浅,焊缝成形好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。