



1.埋弧焊焊机的分类
埋弧焊焊机按其工作性质、结构特点、用途等不同分类如下:
1)按自动化程度分为半自动焊机和自动焊机。半自动埋弧焊的送丝由机械自动完成,电弧移动由人工完成;自动埋弧焊的焊丝送进和电弧移动由专门的机头自动完成。自动埋弧焊适合于长直焊缝和环缝的焊接,要求有较大的施焊空间;半自动埋弧焊适合于短段曲线焊缝的狭小空间的焊接。
2)按焊丝的数目分为单丝式、双丝式和多丝式埋弧自动焊焊机,目前生产中应用的大多是单丝式。
3)按焊机结构形式可分为小车式、悬挂式、车床式、门架式、悬臂式埋弧焊焊机。
4)按电极形状分为丝极式和带极式埋弧焊焊机。
5)按送丝方式可分为等速送丝式和变速送丝式埋弧焊焊机两种,前者适用于细焊丝高电流密度条件的焊接,后者则适用于粗焊丝低电流密度条件的焊接。
尽管生产中使用的焊机类型较多,但根据其自动调节的原理都可以归纳为:电弧自身调节的等速送丝式埋弧焊焊机和电弧电压自动调节的变速送丝式埋弧焊焊机。
2.埋弧焊焊机的组成
半自动埋弧焊焊机主要由焊接电源、送丝机构、控制箱、带软管的焊接把手组成。
自动埋弧焊焊机主要由弧焊电源、控制箱、焊接机头、导轨或支架等组成,常用的自动埋弧焊焊机有等速送丝和变速送丝两种。
(1)埋弧焊用焊接电源 埋弧焊用焊接电源应按照电流类型、送丝方式和焊接电流大小进行选用。
1)单丝埋弧焊电源。单丝埋弧焊常用的电流类型见表10-12。一般直流电源用于线电流范围、快速引弧高速焊接、所用焊剂的稳定性较差以及焊接参数稳定性有较高要求的场合。当采用直流正接时,焊丝的熔敷效率高,熔深较小;当采用直流反接时,焊丝的熔敷效率较低,熔深较大。采用交流电源焊接,焊丝的熔敷效率和熔深介于直流正接和直流反接之间,电弧的偏吹小。因此交流电源多用于大电流和用直流电源焊接时磁偏吹严重的场合。
表10-12 单丝埋弧焊常用的电流类型

2)电源外特性。埋弧焊电源的外特性可以是陡降外特性,也可以是缓降或平的外特性。具有陡降外特性的电源,其输出电压随着电流的增加而急剧下降,在变速送丝式(即弧压反馈自动调节系统)的埋弧焊焊机中,需配备这类电源。具有缓降或平降的外特性的电源,其输出电流增加时,电压几乎维持恒定,电源输出的多是直流电,在等速送丝(即电弧自身调节系统)的埋弧焊焊机中需配备这类电源。
(2)埋弧焊焊机的控制系统 埋弧焊焊机控制系统用来控制焊接时的电弧长度、电流及焊接速度等参数,以保证焊接质量。
1)埋弧焊电弧的自动调节原理。在埋弧焊过程中,焊丝的送进速度与其熔化速度在任何状态下能保持相等,此种理想状态可使焊接电弧稳定,焊接质量同样稳定。但实际焊接过程中,电网电压的波动、工艺条件的变化,均可使弧长变化,弧长调节系统的作用是当弧长变化时,能立即调整v送(送丝速度)和v熔(焊丝熔化速度)之间的关系,使弧长恢复至给定值。调整的方法有两种:
①等速送丝式埋弧焊焊机的电弧自身调节。送丝速度保持不变(即等速送丝),依靠电弧自身调节作用调节焊丝的熔化速度,改变电弧长度。图10-2所示是电弧自调节作用示意图。设电弧在A点燃烧(曲线L0),此时v送=v熔。若因干扰使电弧长度由L0变至L1,工作点由A点移到B点,此时焊接电流会由IA减小到IB,电流的变化量ΔI1=IA-IB,将使焊丝熔化速度减慢。若v送不变,则v送>v熔,使弧长变短,工作点逐渐向A点变化,直至v送=v熔,弧长恢复到原来长度。(https://www.xing528.com)
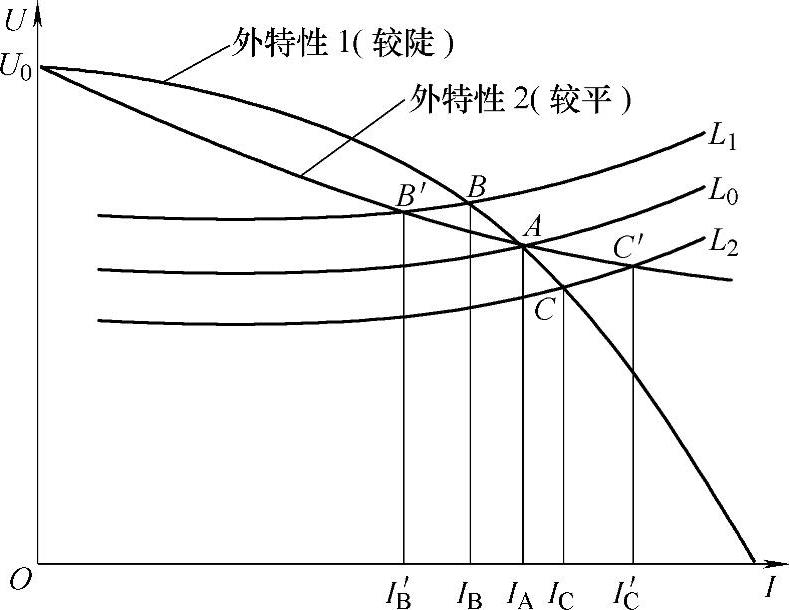
图10-2 电弧自调节作用示意图
反之,因干扰使弧长由L0降至L2,则电流增加会使焊丝的熔化速度变快,使弧长向A点变化,直至v送=v熔,电弧长度恢复到稳定值。
由此可见,电弧的自身调节作用是靠电流变化而实现的。影响电弧自身调节作用的因素是焊接电流和电源动特性。
②变速送丝式埋弧焊焊机的电弧电压均匀调节。电弧电压均匀调节是使送丝速度随着弧长的波动而变化来保持弧长不变的。如图10-3所示,Ms是送丝电动机,线圈Ⅰ由给定电压供电,线圈Ⅱ由电弧电压供电。当受到干扰使弧长变长时,电弧电压增加,线圈Ⅰ和线圈Ⅱ产生的磁通进行比较的结果,使送丝电动机Ms转动加快,送丝速度相应增加,从而使弧长恢复。反之,弧长变短时,电弧电压减小,送丝电动机Ms转动变慢,送丝速度减小,使弧长变长。
由此可见,电弧电压均匀调节是靠送丝速度的变化而实现的。
2)埋弧焊送丝控制回路。送丝系统控制着埋弧焊焊机焊接时焊丝的送进。在等速送丝系统中,焊丝的输送要求稳定,并且要具有一定的调速范围,满足不同规范的要求。在变速送丝系统下,焊丝的输送除上述要求外,还要有一定的响应速度,使系统以最佳状态工作。
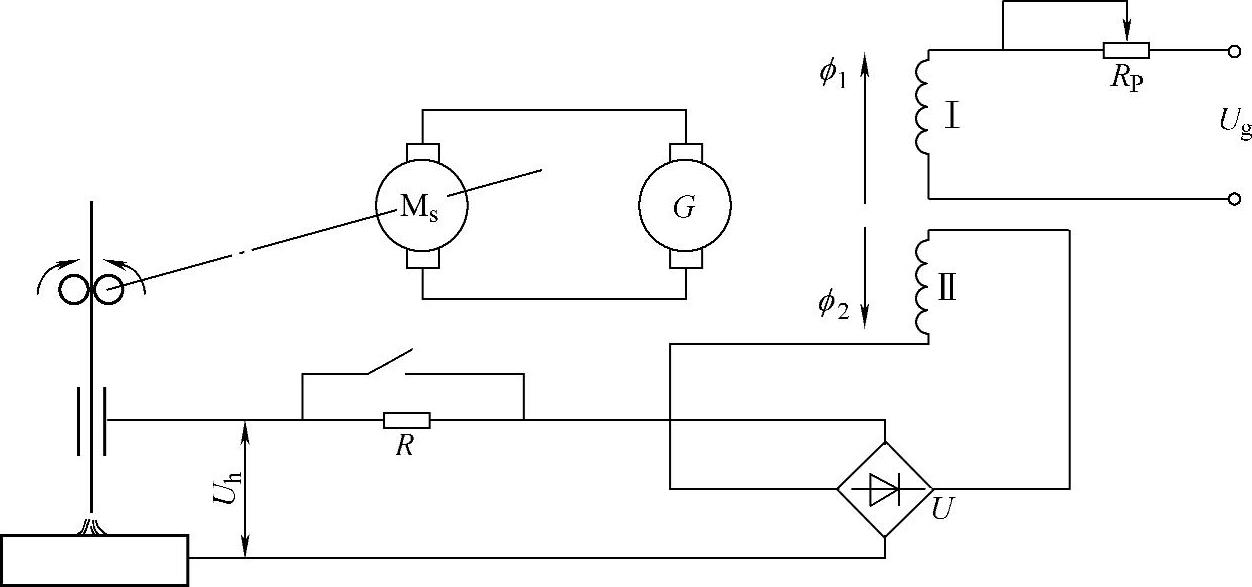
图10-3 变速送丝式埋弧焊机的电弧电压均匀调节
送丝系统还要考虑引弧问题,埋弧焊的引弧需要使焊丝与工件短路,通过端部熔化焊丝上抽引燃电弧。
送丝速度调速方法有以下几种:
①采用变换齿轮调速。这种调速方法结构电路简单,使用寿命长,但速度调节不方便,起弧时只能手动控制焊丝上抽,难以达到理想效果。该方法主要用于交流感应电动机调速。
②电动机-发电机组调速。系统由交流感应电动机带动直流发电机运转,通过励磁电流控制发电机的输出,为送丝电动机提供工作电压。这种机组经久耐用,对电网要求低,是一种简单可靠的调速系统。
③晶闸管送丝控制电路。电路由晶体管、单结晶体管及晶闸管等电子元件组成。与电动机-发电机组调速相比,其体积小、成本低、性能好。
3)埋弧焊行走机构控制回路。行走机构常采用感应电动机驱动、变换齿轮调速;电动机-发电机组调速;晶闸管控制系统调速等几种方式。
3.焊接机头
常用的埋弧焊焊接机头典型结构是焊接小车。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。