



1.焊剂的分类
焊剂是埋弧焊工艺用的主要焊接材料,焊剂可按制造方法、添加脱氧剂、合金剂、酸碱度进行分类。
(1)按制造方法分类 焊剂根据市场工艺的不同,可分为熔炼焊剂、烧结焊剂和粘结焊剂(陶质焊剂)等。熔炼焊剂是我国目前焊接应用最多的一种焊剂。
(2)按焊剂中添加脱氧剂、合金剂分类
1)中性焊剂。中性焊剂是指在焊接后熔敷金属化学成分与焊丝化学成分不产生明显变化的焊剂。中性焊剂多用于多道焊,特别适合于厚度大于25mm母材的焊接。
2)活性焊剂。活性焊剂是指焊剂中加入少量的锰、硅脱氧剂的焊剂,可以提高抗气孔能力和抗裂性能。活性焊剂主要用于单道焊,特别是对易氧化的材料。
3)合金焊剂。合金焊剂是指该焊剂与碳钢焊丝合用后,其熔敷金属为合金的焊剂。这类焊剂中添加了较多的合金成分,用于过渡合金,多数合金焊剂为粘结焊剂和烧结焊剂。
(3)按焊剂的酸碱度分类 碱度是表征熔渣碱性强弱程度的一个量,计算方法有多种,粗略计算公式为

埋弧焊用焊剂按碱度的分类见表10-3。
表10-3 埋弧焊用焊剂按碱度的分类

2.低合金钢埋弧焊用焊剂的型号
按照GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》,低合金钢埋弧焊焊剂型号是根据埋弧焊焊丝-焊剂组合的熔敷金属的力学性能、热处理状态进行划分的,具体表示方法如下:
(1)焊剂型号的表示方法及内容
1)“F”表示为埋弧焊用焊剂。
2)第一位数字“××1”表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表10-4。
3)第二位数字“×2”表示试件的状态,“A”表示焊态,“P”表示焊后热处理状态,见表10-5。
4)第三位数字“×3”表示熔敷金属冲击吸收能量不小于27J时的最低试验温度,见表10-6。
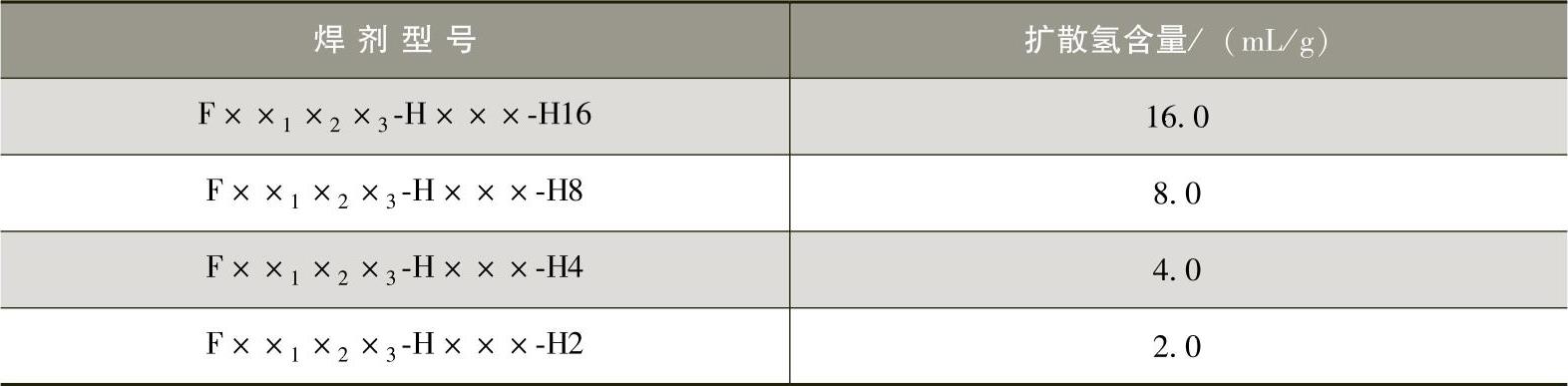
5)“H×××”表示焊丝的牌号,焊丝的牌号按GB/T 14957—1994和GB/T 3429—2015的规定。如果需要标注熔敷金属中扩散氢含量时,可用后缀“H×”表示,见表10-7。
表10-4 熔敷金属力学性能

表10-5 试样焊后的状态

表10-6 熔敷金属冲击吸收能量及要求
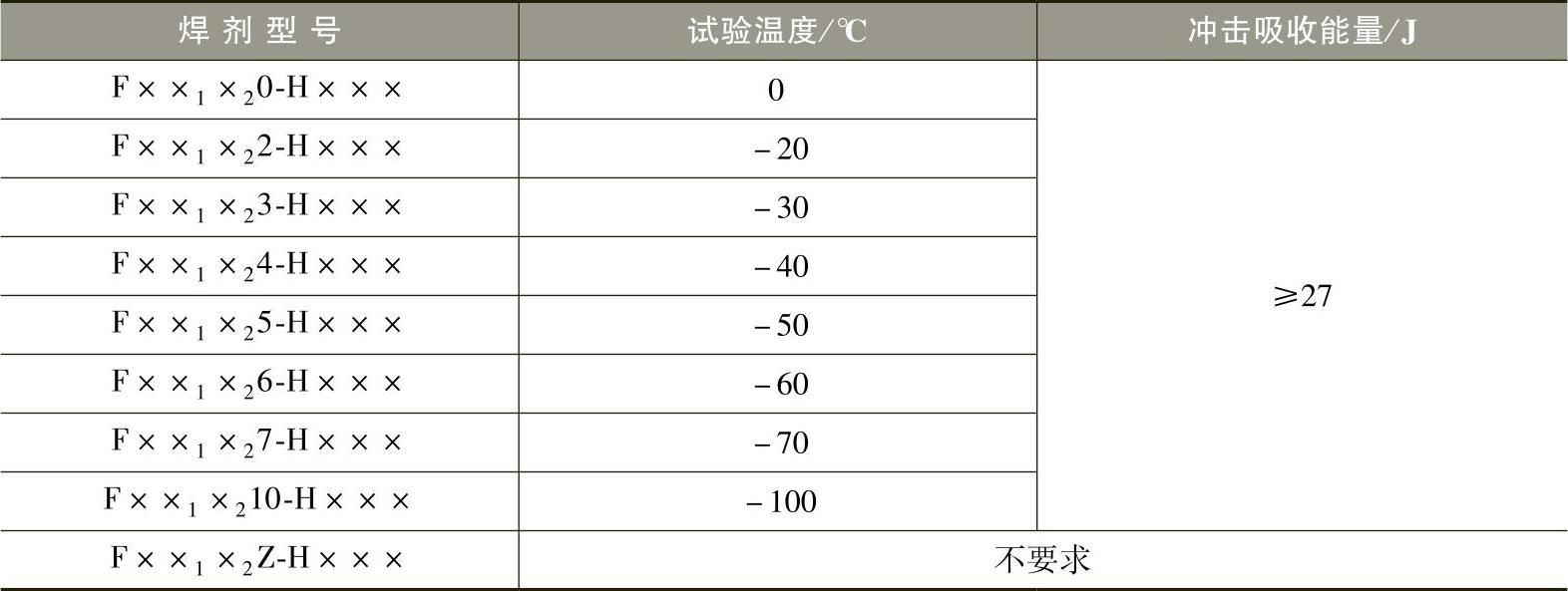
表10-7 100g熔敷金属中扩散氢含量
注:1.表中的单值均为最大值。
2.此分类代号为可选择的附加形型号。(https://www.xing528.com)
3.如标注熔敷金属扩散氢含量代号时,应注明采用的测定方法。
(2)焊剂的其他指标
1)焊剂含水的质量分数不得大于0.10%。
2)焊剂机械夹杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)的质量分数不大于0.30%。
3)焊剂中硫的质量分数不得大于0.060%;磷的质量分数不得大于0.080%。还可根据需方要求制造硫、磷含量更低的焊剂。
4)焊剂的粒度有两种:一种是普通粒度,粒度为40~8目(0.45~2.50mm);另一种是细颗粒度,粒度为60~10目(0.28~2.00mm)。进行粒度检查时,对于普通颗粒度的焊剂,颗粒度小于40目(0.45mm)的质量分数不得大于5%;颗粒度大于8目(2.50mm)的质量分数不得大于2%。对于细颗粒度的焊机,颗粒度小于60目(0.28mm)的质量分数不得大于5%,颗粒度大于10目(2.00mm)的质量分数不得大于2%。
3.不锈钢埋弧焊用焊剂
根据GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》的规定,不锈钢埋弧焊用焊机型号是根据焊丝-焊剂组合的熔敷金属化学成分、力学性能进行划分的,具体表示方法如下:
1)字母“F”表示焊剂。
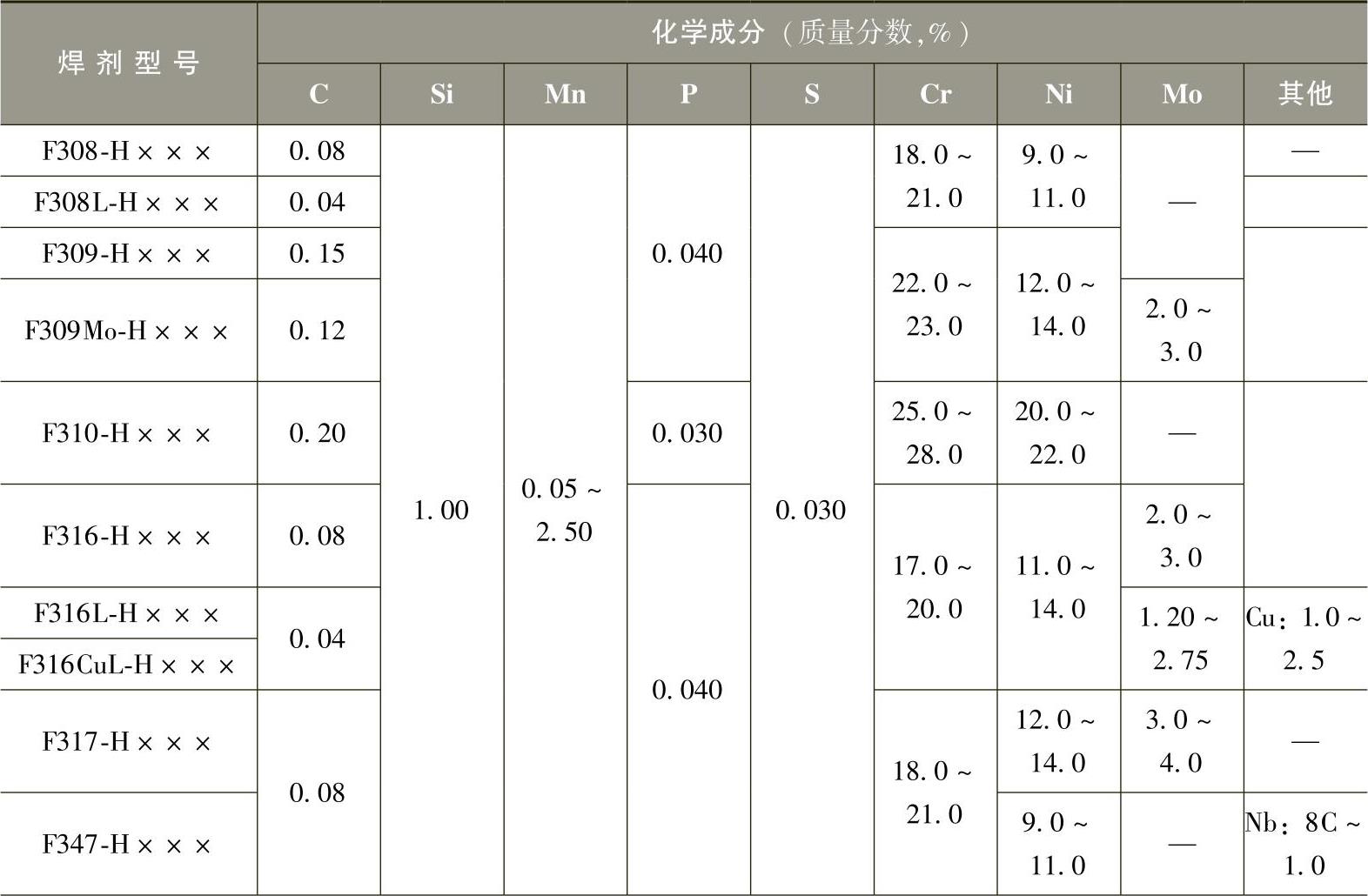
2)字母后的数字表示熔敷金属种类代号,其化学成分见表10-8。
表10-8 熔敷金属的化学成分
(续)

注:1.表中单值均为最大值。
2.焊剂型号中的字母L表示碳的质量分数较低。
3)如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字后面。
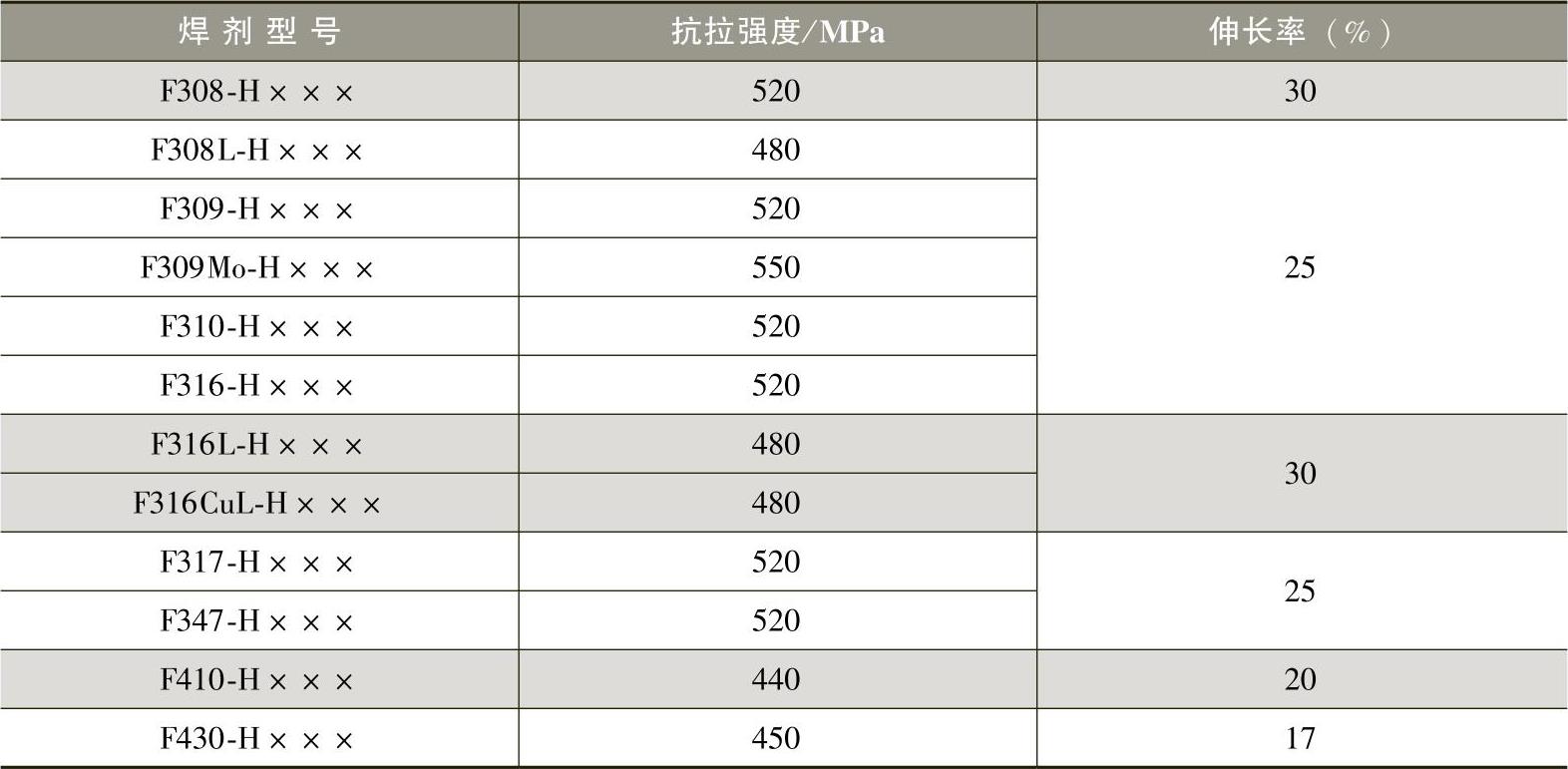
4)熔敷金属的力学性能应符合表10-9的规定。
5)短划“-”后表示焊丝牌号,牌号按YB/T 5092—2005。
表10-9 熔敷金属的力学性能
4.焊丝
选择埋弧焊用焊丝时,既要考虑焊剂成分对焊缝的影响,又要考虑母材成分对焊缝的影响。因为,焊缝的性能主要是由焊丝和焊剂共同决定的。此外由于埋弧焊的焊接电流大,焊缝的熔深也大,所以,焊接参数的变化也会给焊缝成分和性能带来较大的影响。
埋弧焊用焊丝主要有低碳钢用焊丝、高强钢用焊丝、不锈钢用焊丝、表面堆焊用焊丝等,由于埋弧焊焊接过程用的焊接电流较大,所以焊丝的直径也较大,焊丝直径为3.2~6.4mm。
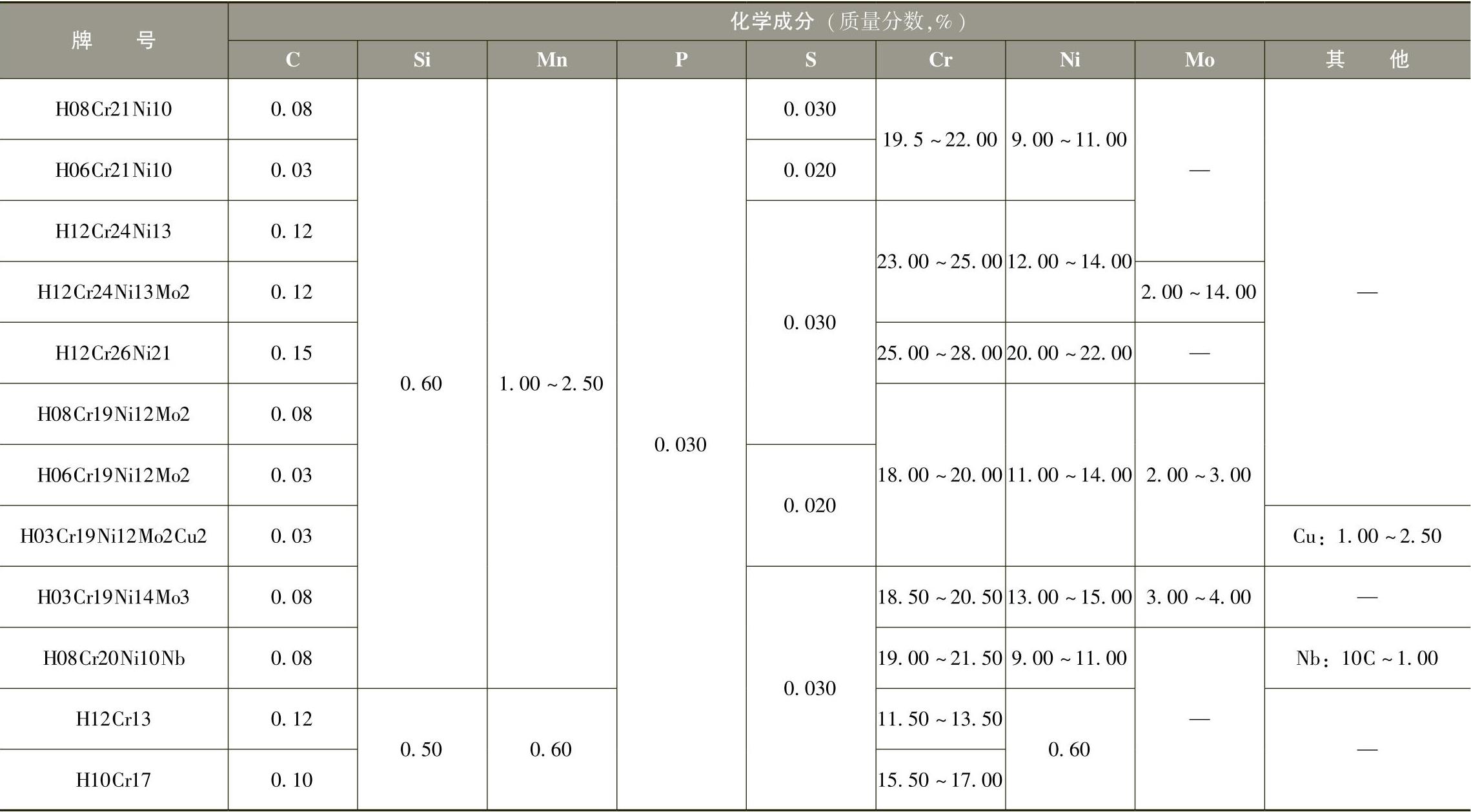
埋弧焊用焊丝牌号与气体保护焊用焊丝牌号相同。低碳钢和低合金钢焊丝牌号及化学成分见表10-10。不锈钢焊丝牌号及化学成分见表10-11。
表10-10 低碳钢及低合金钢焊丝牌号及化学成分
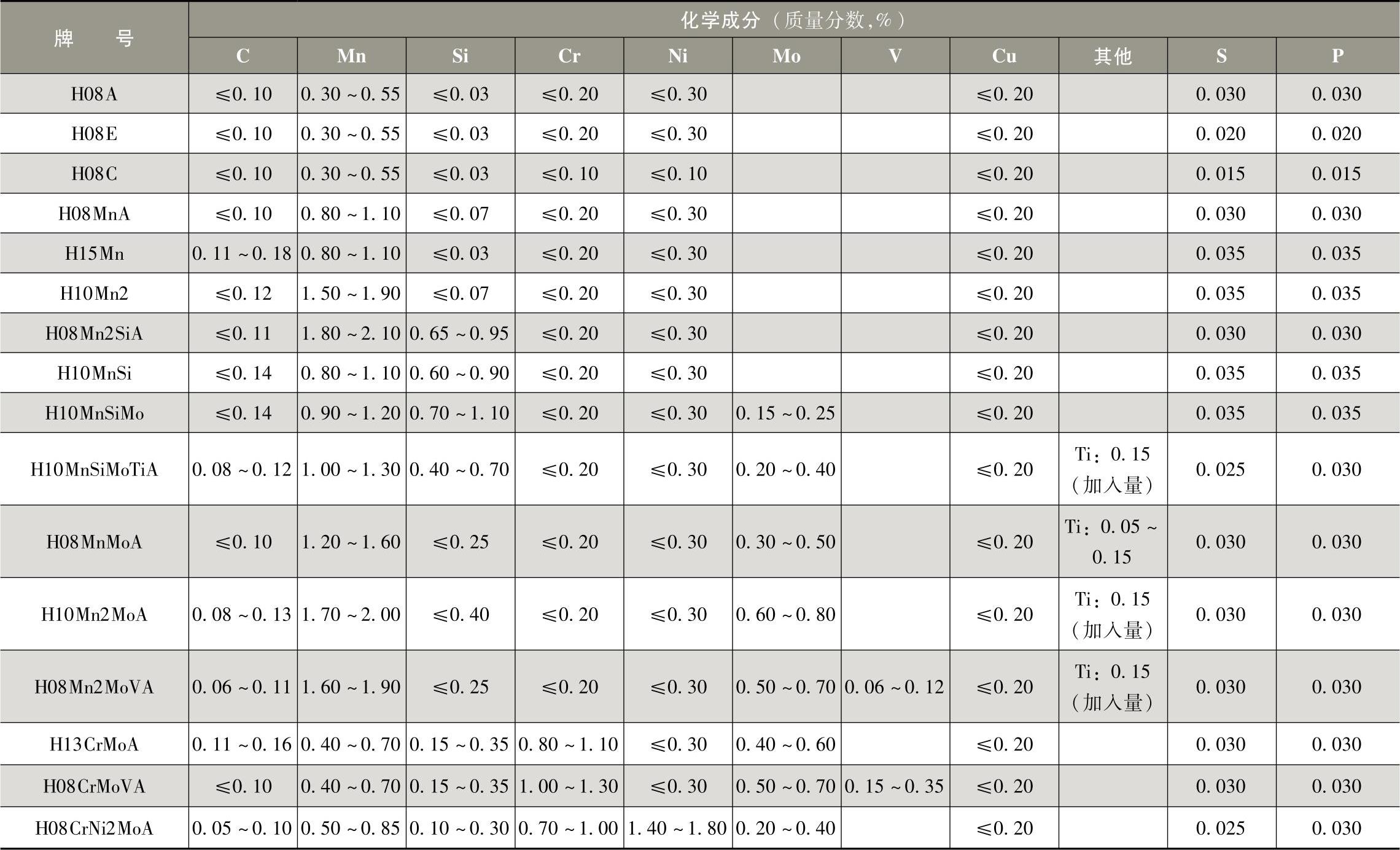
表10-11 不锈钢焊丝牌号及化学成分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。