



1.刨削前准备
(1)试件材质 Q235A钢板。
(2)试件尺寸 12mm×100mm×300mm,数量1件,如图9-10所示。
(3)气刨材料 碳棒,直径6mm。
(4)碳弧气刨设备 直流弧焊机(容量较大)、空气压缩机、气刨枪等。
(5)工、量具 钢丝钳、锤子、钢丝刷、活动扳手、钢直尺、直角尺、划针、样冲、石笔、防护眼镜、防护用品等。
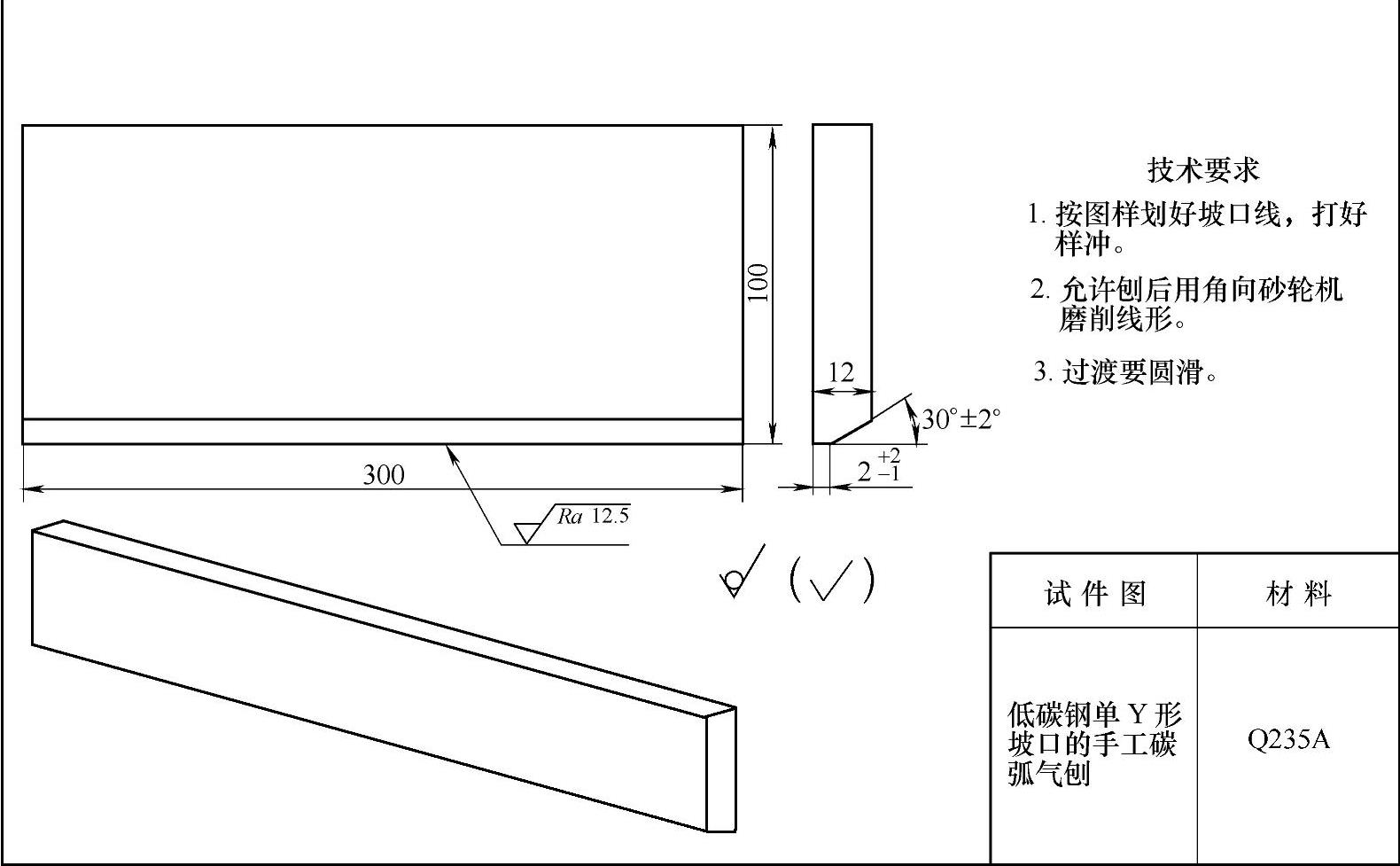
图9-10 低碳钢单Y形坡口的手工碳弧气刨
2.操作要点及注意事项
(1)准备工作
1)刨前清理:清除钢板表面的油垢、锈蚀。
2)将待刨削的钢板放稳在操作架上或用角钢支起一定高度。按图样划好钝边高度(2mm)和坡口面角度(30°)线,打好样冲。
3)刨削前应先检查电源的极性是否正确(一般刨枪接正极、工件接负极)。检查电缆及气管是否接好。根据工件厚度、槽的宽度选择碳棒直径和调节好电流。调节碳棒伸出长度为80~100mm。检查压缩空气管路和调节压力,调正风口并使其对准刨槽。
(2)引弧 引弧时,先缓慢打开气阀,随后与工件接触引燃电弧,否则易产生“夹碳”或碳棒烧红现象。电弧引燃瞬间,不宜拉得过长,以免熄灭。
(3)刨削
1)开始刨削时钢板温度低,不能很快熔化,当电弧引燃后,刨削速度应慢一点,否则易产生夹碳;当钢板熔化且被压缩空气吹去时,可适当加快刨削速度。(https://www.xing528.com)
2)刨削过程中,碳棒不应前后往复移动,只能沿坡口刨削方向做直线运动。
3)将碳棒夹持在碳弧气刨枪上,碳棒伸出长度一般为80~100mm,当烧至30~40mm时,应将碳棒重新夹持到伸出长度。
4)电弧长度应保持在1~2mm。
5)碳棒与工件夹角一般为45°~50°。
6)刨削时,要保持均匀的刨削速度,均匀清脆的“嘶、嘶”声表示电弧稳定,能得到光滑均匀的坡口面。
7)刨槽后应清除坡口边缘的铁渣、毛刺和氧化皮,用钢丝刷清除坡口表面的炭灰和“铜斑”。
(4)注意事项
1)刨削时,焊工应在上风部位刨削,熔渣应避开人行道,并随时注意熔渣飞溅的方向,以避免熔渣烫伤他人。
2)刨削过程中劳保用品穿戴整齐。
3)刨件刨完后,应先切断电弧,过几秒后再关闭气阀,使碳棒冷却。
4)刨削结束时,清除刨件的熔渣,关闭焊机、空气压缩机,卸下气刨枪。
3.碳弧气刨参数
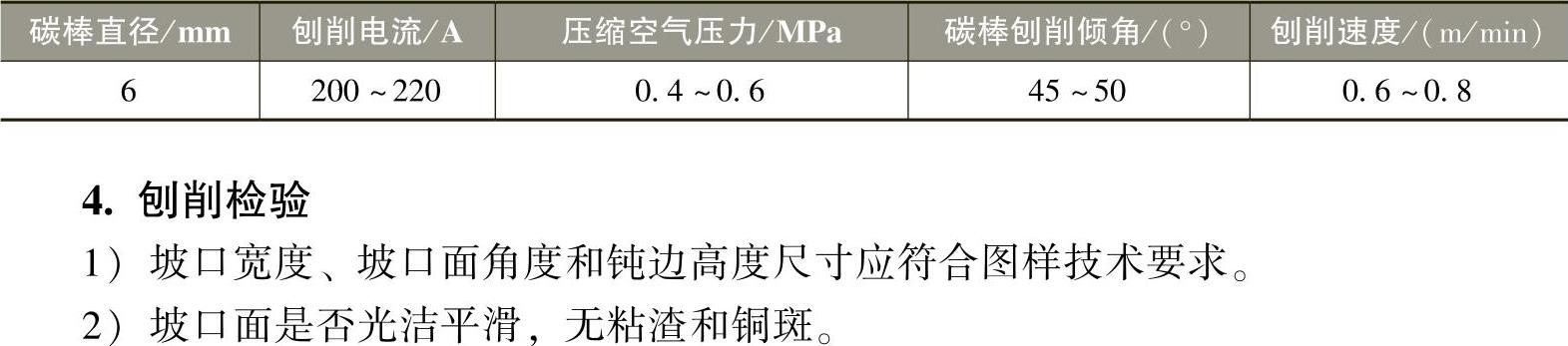
低碳钢单Y形坡口的手工碳弧气刨参数见表9-8。
表9-8 低碳钢单Y形坡口的手工碳弧气刨参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。