



1.碳弧气刨的热影响区组织和硬度
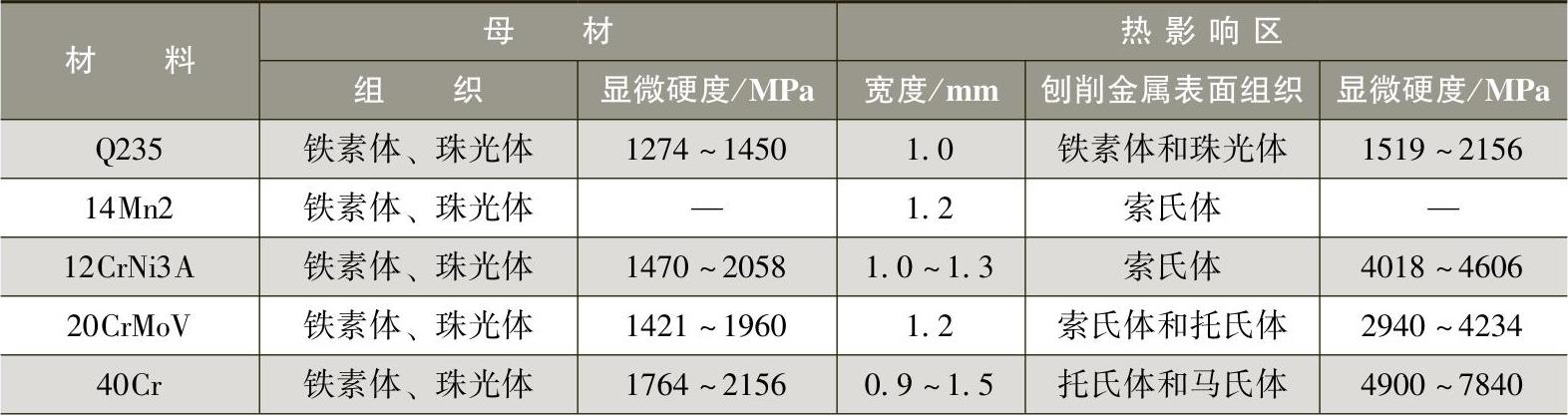
碳弧气刨过程中,热影响区的特性取决于被刨削金属的化学成分和显微组织。随着钢中碳和合金元素含量的增多,热影响区宽度及显微硬度值增大。但是奥氏体钢未发生组织变化和硬度升高现象。碳弧气刨对钢的热影响区宽度、组织和硬度的影响见表9-5。
表9-5 碳弧气刨对钢的热影响区宽度、组织和硬度的影响
(续)

2.碳弧气刨槽道表层的增碳
碳弧气刨时,增碳主要发生在槽道表层碳的质量分数为0.23%的钢在厚0.54~0.72mm表面层中,碳的质量分数增至0.3%,即仅增加0.07%。而18-8型不锈钢槽道表面的增碳层厚度仅为0.02~0.05mm,最厚处也不超过0.11mm。18-8型不锈钢碳弧气刨区碳的质量分数的分析结果见表9-6。
表9-6 18-8型不锈钢碳弧气刨区碳的质量分数的分析结果
 (https://www.xing528.com)
(https://www.xing528.com)
离表面深0.2~0.3mm处的碳的质量分数同母材含量十分接近,但粘渣的碳的质量分数高达1.2%。而且在刨削深槽或多层刨削时,也可能产生厚度达0.2~0.3mm的增碳层。
碳弧气刨加工的坡口或背面虽存在增碳的热影响区,但经过焊接后都被熔化,在焊缝中未发现增碳现象,其力学性能也与用机械加工的坡口相同。但是粘渣和炭灰等必须从槽道中清除,对于某些重要结构件,则需用砂轮去除厚0.5~0.8mm的表面层后才能施焊。
3.碳弧气刨的焊接接头的力学性能
用碳弧气刨削除焊缝的余高,对接头的强度没有影响,但是会使接头的塑性降低,冷弯角低于105°。若用砂轮磨去厚0.2~0.5mm的表层后,塑性可以恢复。碳弧气刨后的零件(除不锈钢零件)通过回火处理即可消除增碳层和热影响区的组织变化。碳弧气刨对18-8型不锈钢焊接接头耐晶间腐蚀性能的影响见表9-7。
表9-7 碳弧气刨对18-8型不锈钢焊接接头耐晶间腐蚀性能的影响

注:1.焊缝中碳的质量分数为0.04%。
2.腐蚀情况的结果是指焊后状态试样的腐蚀试验结果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。