



1.钎焊前准备
(1)钎焊设备 氧气、乙炔各1瓶。
(2)焊枪 H01-12型焊枪,4号嘴。
(3)钎料牌号 B-Al67CuSi、ϕ2mm,丝状。
(4)钎剂牌号 H701。
(5)试件材质 1060铝管件。
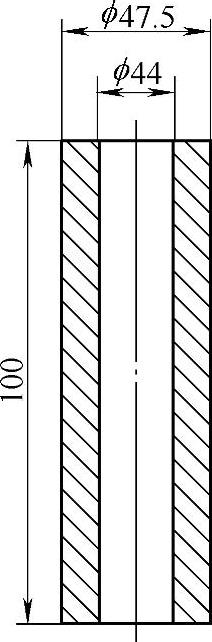
(6)试件规格 ϕ52mm×3mm+ϕ45mm×2mm,如图8-9所示。
(7)焊接附件 氧气表、乙炔表、氧气胶管、乙炔胶管。
(8)辅助工具 活动扳手、钢丝刷和锤子。
2.试件装配
(1)焊前清理
1)将铝管件放置在60~70℃温度的Na2CO3水溶液中清洗8~10min,然后用清水洗净Na2CO3。
2)将待焊表面的氧化皮、油污、脏物等用钢丝轮(刷)、砂布或抛光的方法进行清理,直至露出金属光泽。
3)将焊件表面去除氧化膜及光泽处理并风干后,最好立即进行钎焊,最迟应控制在4~6h内进行钎焊。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-9 铝管接头
(2)试件装配 清理好的管件按图样规定进行装配,采用搭接接头,以增强接头抗剪切的能力。同时应注意钎焊间隙不能过大或过小,要均匀一致,如图8-10所示。

图8-10 铝管装配示意图
3.操作要点及注意事项
1)将待钎焊件垂直放在平台上,并在钎焊件加热前,就将用水已调成糊状的钎剂刷涂在钎焊件的装配间隙位置。
2)采用中性焰进行加热待钎焊件,焊嘴与焊件加热区的距离以控制在65~80mm为好,火焰要均匀围绕焊件转动。
3)当焊件温度接近焊剂H701的熔化温度(约500℃)时,将蘸有H701钎剂的钎料B-Al67CuSi呈圆环状放在焊件上。
4)继续加热焊件,此时注意火焰不能直接加热钎料至熔化,以防熔化了的钎料流到尚未达到钎焊温度的焊件表面时被迅速凝固,使钎焊难以顺利进行,因此,在钎焊过程中,熔化钎料的热量应该从加热的焊件上得到为好。
5)钎焊过程中,要注意钎剂、钎料、焊件的温度变化,因为钎剂、钎料的熔点相差不多,铝及铝合金焊件在加热过程中也没有颜色的变化,使操作者难以判断焊件的温度,要求有较丰富经验的操作者进行钎焊。
4.钎焊后的清洗
1)将钎焊后的焊件,先放在60~80℃的热水中浸泡10~15min,然后用硬质毛刷仔细清洗钎焊接头上的钎剂残渣,并用冷水进行清洗。
2)将热水浸泡过的钎焊件,再放入质量分数为15%的HNO3水溶液中浸泡30~40min,然后取出用冷水清洗干净即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。