



1.割前准备
(1)试件材质 Q235A钢。
(2)钢板尺寸 500mm×300mm×100mm,如图7-59所示。
(3)气割设备 氧气瓶、减压器、乙炔瓶、割炬(HG12-200型)、橡胶软管等。
(4)辅助工具 护目镜、点火枪、通针、钢丝刷、划针、样冲、钢直尺、锤子等。
2.试件清理及固定
清理切割面上的氧化皮、油污等杂质。将待气割钢板平放在离地面200~300mm的支架上,并用薄板铺在试件下面,以防水泥地面爆炸。
3.割炬的技术参数(表7-18)
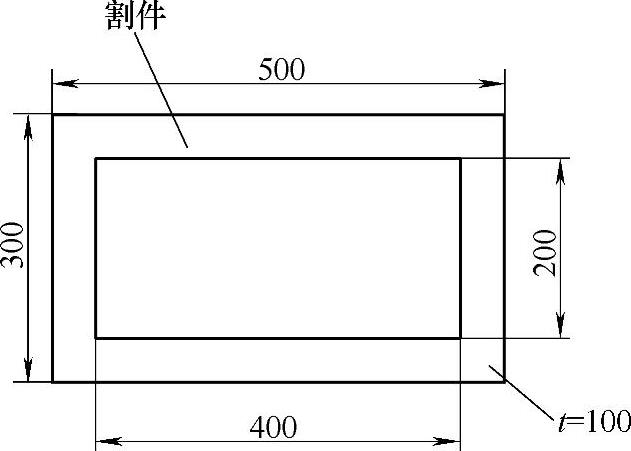
图7-59 割件示意图
表7-18 割炬的技术参数(https://www.xing528.com)

4.气割参数(表7-19)
表7-19 气割参数

5.气割操作
(1)气割前 采用划针在钢板上划出400mm×200mm的切割线,并采用样冲在钢板上打出样冲点,同时采用石膏笔将线条描绘清楚,便于气割时的观察。
(2)起割 起割点应选择在中间部位,并且起割表面没有厚的氧化物覆盖。在起割前,首先预热火焰在工件的上角部位先进行预热,当火焰热量沿端部扩展到下部,此时开启高压氧进行切割,同时,割炬缓慢向前移动。
(3)气割过程中 在气割过程中,要时刻注意熔渣从切口中排出的状况,当熔渣火花偏向切割方向后方飞落时,此时表面切割速度有些过快,要适当放慢切割速度。
当气割过程中出现严重的后拖量时,为了避免工件底部有切不透的现象,可在切割结束前,将割炬后倾10°左右,并且放慢切割速度,减少切割后拖量,确保工件切割后能够分离。
(4)气割结束 气割过程临近终点时,割嘴应沿气割方向的反方向倾斜一个角度,以便钢板的下部提前割透,使割缝在收尾处整齐美观。当到达终点时,应迅速关闭切割氧气阀门并将割炬抬起,再关闭乙炔阀们,最后关闭预热氧阀门。松开减压器调节螺钉,将氧气放出。停割后,要仔细清除割缝边缘的挂渣,便于以后的加工。结束工作时,应将减压器卸下并将乙炔供气阀门关闭。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。