



1.割前准备
(1)试件材质 Q235A钢。
(2)钢板尺寸 400mm×300mm×20mm,如图7-55所示。
(3)气割设备 氧气瓶、减压器、乙炔瓶、割炬(G01-30型)、橡胶软管等。
(4)辅助工具 护目镜、点火枪、通针、钢丝刷、划针、样冲、钢直尺、锤子等。
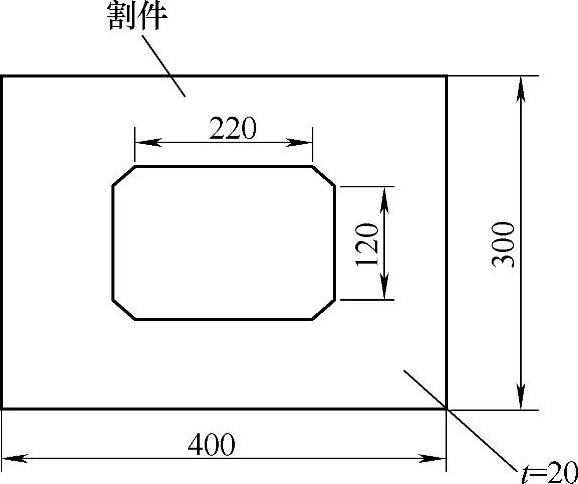
图7-55 割件示意图
2.试件清理及固定
清理切割面上的氧化皮、油污等杂质。将试件垫到一定高度,并用薄板铺在试件下面,以防水泥地面爆炸。
3.气割参数
气割板厚20mm中等厚度的低碳钢板时,应选用G01-30型(或G01-100型)割炬和2~3号环形(或梅花形)割嘴。割嘴至割件表面距离等于焰芯长度加2mm或减4mm左右,焊炬可后倾20°~30°。气割板厚大于20mm厚的钢板时,选用与钢板厚度相应的G01-100型割炬及大号割嘴,预热火焰能率要大。
4.操作要点
(1)起割 气割时要注意气割姿势。开始起割时,先预热割件边缘,待其呈亮红色达到燃点温度后,将火焰局部移出割件边缘线以外,同时慢慢打开切割氧阀门,当见到预热的红点被氧流吹掉时,应开大切割氧阀门,当看到割件背面飞出鲜红的氧化金属渣时,表明已被割透,则可以一定的割速向前切割。(https://www.xing528.com)
对于中厚钢板,应由割件边缘棱角处开始预热,要准确控制割嘴与割件间的垂直度,如图7-56所示。将割件预热到切割温度时,逐渐开大切割氧压力,并将割嘴稍向气割方向倾斜5°~10°,如图7-57所示。当割件边缘全部割透时,再加大切割氧流,并使割嘴垂直于割件,进入正常气割过程。
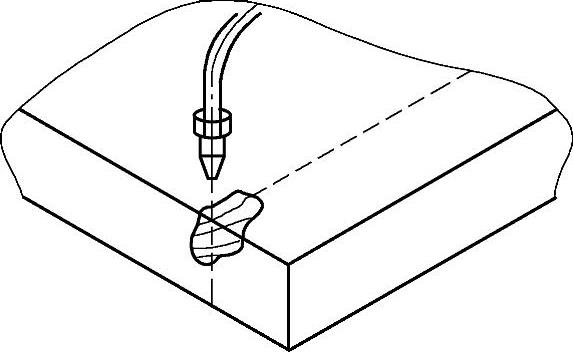
图7-56 预热位置
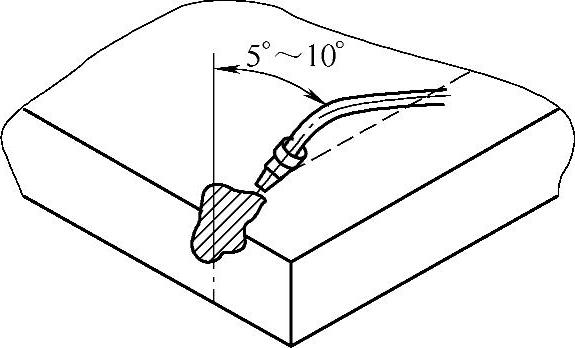
图7-57 起割
(2)正常气割过程
1)起割后,为了保证割缝的质量,在整个气割过程中,割炬移动速度要均匀,割嘴离割件表面的距离要保持一定。若身体需更换位置,应先关闭切割氧气阀门,待身体的位置移好后,再将割嘴对准待割处,适当加热,然后慢慢打开切割氧气阀门,继续向前切割。
2)气割20mm厚钢板时,割炬后倾20°~30°,应注意风线的长度最好超过割件板厚的1/3。气割20~30mm中厚钢板的正常气割过程中,割嘴要始终垂直于割件做横向月牙形或“之”字形摆动,如图7-58所示。移动速度要慢,并且应连续进行,尽量不中断气割,避免割件温度下降。
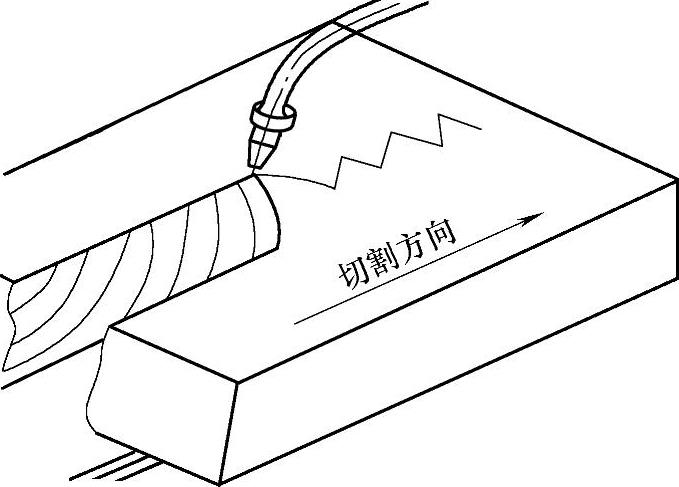
图7-58 割嘴沿切割方向横向摆动示意图
3)气割过程中,有时因割嘴过热或氧化金属渣的飞溅,使割嘴堵塞或发生回火现象,必须立即关闭预热氧和切割氧阀门,及时切断氧气。如仍听到割炬内有“嘶嘶”的响声,说明火焰没有熄灭,应迅速关闭乙炔阀们或拔下乙炔橡胶软管,使回火的火焰排出,正常后,检查割炬的射吸能力,再重新点燃火焰。
(3)停割 气割过程临近终点时,割嘴应沿气割方向的反方向倾斜一个角度,以便钢板的下部提前割透,使割缝在收尾处整齐美观。当到达终点时,应迅速关闭切割氧气阀门并将割炬抬起,再关闭乙炔阀们,最后关闭预热氧阀门。松开减压器调节螺钉,将氧气放出。停割后,要仔细清除割缝边缘的挂渣,便于以后的加工。结束工作时,应将减压器卸下并将乙炔供气阀门关闭。中厚钢板如遇到割不透时,允许停割,并从割线的另一端重新起割。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。