



水平固定钢管的气焊比较困难,主要是因为操作过程中包括了所有的焊接位置,故钢管水平固定焊又称为全位置焊,钢管水平固定焊的全位置焊接分布情况如图7-50所示。此外,由于焊缝成环形,在焊接中应随着焊缝空间位置的改变,不断地移动焊炬和焊丝,而且还要保持固定的焊炬和焊丝的夹角。
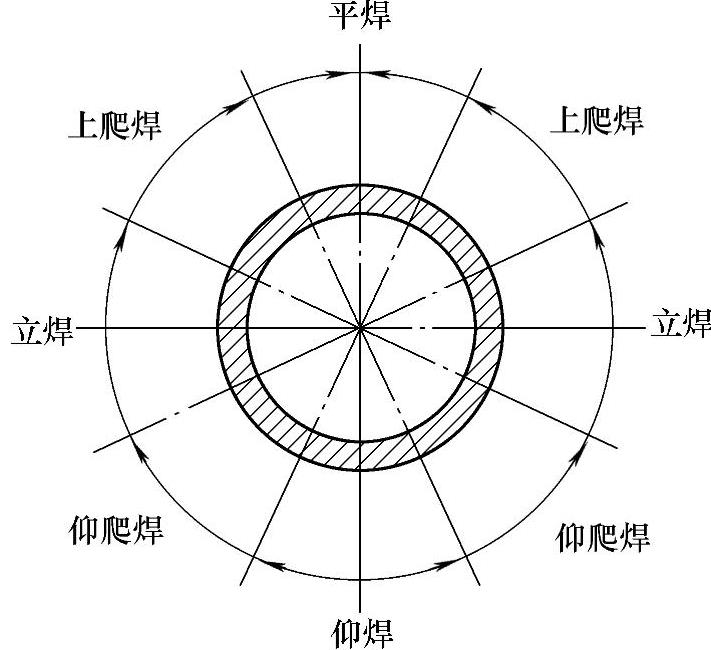
图7-5 钢管水平固定焊的全位置焊接分布情况
1.焊前准备
(1)试件材质 20钢钢管。
(2)试件尺寸 ϕ57mm×4mm,L=160mm,2件。
(3)坡口形式 60°V形坡口,如图7-51所示。
(4)焊接材料 焊丝:H08A,ϕ2.5mm。
(5)焊接设备及工具 氧气瓶、减压器、乙炔瓶、焊炬(H01-6型)、橡胶软管等。
(6)辅助工具 护目镜、点火枪、通针、钢丝刷等。
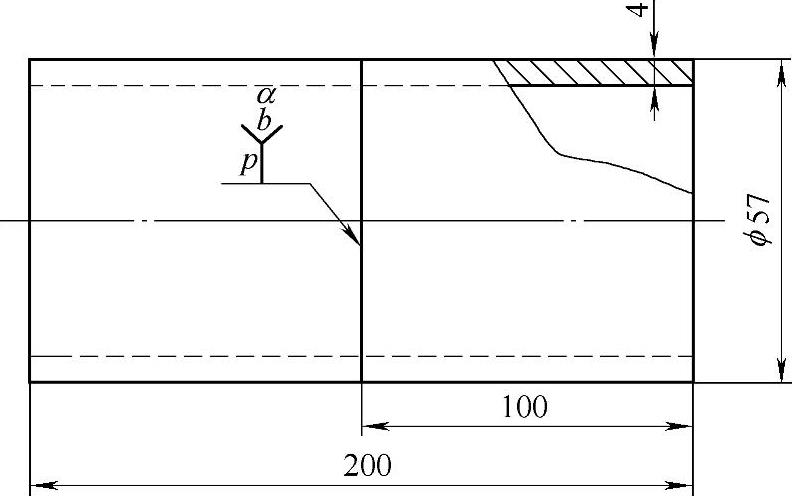
图7-51 钢管对接水平固定焊试件示意图
2.试件打磨及清理(https://www.xing528.com)
将焊件坡口面及坡口两侧内外表面的氧化皮、铁锈、油污、脏物等用钢丝刷、砂布或抛光的方法进行清理,直至露出金属光泽。
3.试件组对及定位焊
试件组对前准备一根槽钢放置在工作台上,将准备好的两根试管水平整齐地放在槽钢进行组对定位焊,修磨钝边0.5mm,无毛刺;预留根部间隙1.5~2.0mm,错边量≤0.5mm。
对直径不超过70mm的管子,一般只需定位焊2处;对直径为70~300mm的管子可定位焊4~6处;对直径超过300mm的管子可定位焊6~8处或以上。不论管子直径大小,定位焊的位置要均匀对称布置,焊接时的起焊点在两个定位焊点中间,如图7-45所示。
4.焊接操作
1)焊接时应保持焊炬和焊丝的夹角为90°;焊炬、焊丝与工件的夹角一般为45°。
2)根据管壁的厚度和熔池的形状变化的情况,在焊接时可以适当调节和灵活掌握,以保持不同位置时的熔池形状,使之既焊透又不致过烧和烧穿。尤其是在仰焊(特别是仰焊爬坡位置)时,焊炬和焊丝更要配合得当,同时要不断地离开熔池,严格控制熔池温度,以使焊缝不至于过烧和形成焊瘤。
3)焊接前半圈时,从a点起焊,到b点结束。一般都要超过管道的垂直中心线10~20mm,如图7-52所示。
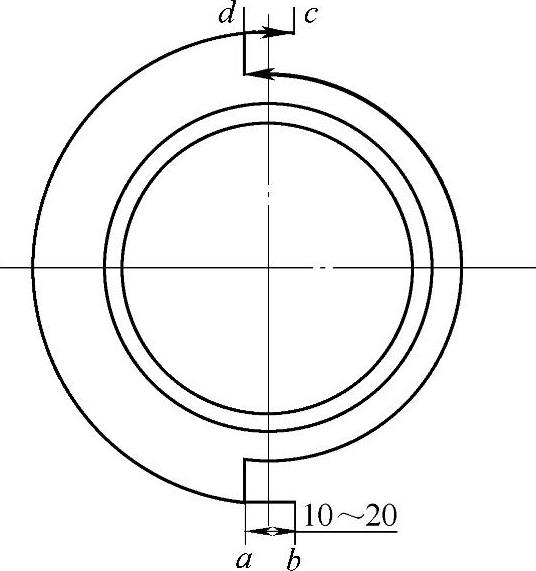
图7-52 水平固定管的焊接方法
4)焊接后半圈时,从b点起焊,到c点结束。起点和终点时要相互重叠焊接一段焊缝,焊缝长度一般为10mm,以防止起焊点和收弧点处产生缺陷,如图7-52所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。