



横焊操作的主要困难是熔池金属滴淌,使焊缝上方形成咬边,下方形成焊瘤和未熔合等缺陷。
1.焊前准备
(1)试件材质 Q235A钢。
(2)试件尺寸 300mm×50mm×1.5mm,2件,如图7-40所示。
(3)坡口形式 I形。
(4)焊接材料 焊丝:H08A,ϕ2.5mm。
(5)焊接设备及工具 氧气瓶、减压器、乙炔瓶、焊炬(H01-6型)、橡胶软管等。
(6)辅助工具 护目镜、点火枪、通针、钢丝刷等。
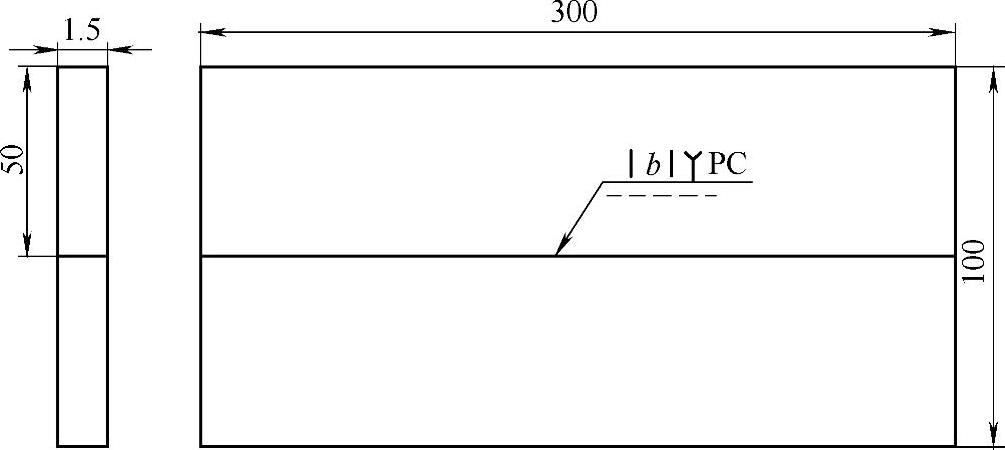
图7-40 薄板对接横焊试件图
2.试件打磨及清理
将焊件表面的氧化皮、铁锈、油污、脏物等用钢丝刷、砂布或抛光的方法进行清理,直至露出金属光泽。(https://www.xing528.com)
3.试件组对及定位焊
将准备好的两块试板水平整齐地放置在工作台上,预留根部间隙约0.5mm。定位焊缝的长度和间距视焊件的厚度和焊缝长度而定。焊件越薄,定位焊缝的长度和间距越小;反之,则应加大。定位焊由焊件中间开始向两头进行,定位焊缝长度为5~7mm,间距为50~100mm,定位焊点不宜过长、过高或过宽,但要保证焊透。薄焊件定位焊的顺序如图7-34a所示。
4.预置反变形
将焊件沿接缝处向下折成150°~160°,如图7-35所示,然后用胶木锤将接缝处校正齐平。
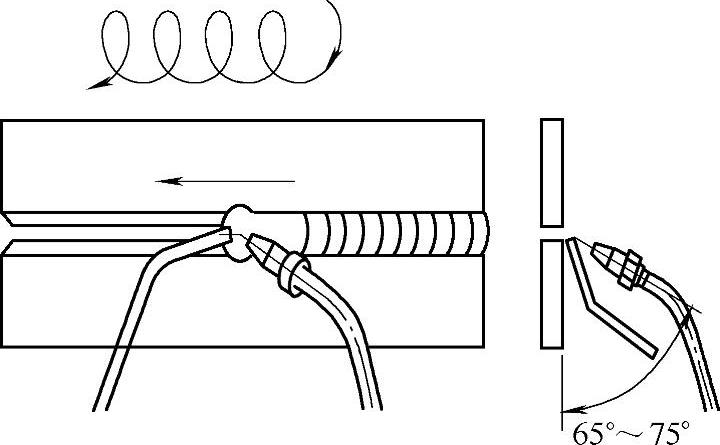
图7-41 横焊操作示意图
5.焊接操作
横焊时采用由右向左焊接法,焊丝、焊炬与工件的相对位置如图7-41所示,火焰焰芯的末端与焊件表面保持3~4mm。焊接时如果焊丝在熔池边缘被粘住,不要用力拔,可自然脱离。
1)应使用较小的火焰能率(比立焊还要稍小些)来控制熔池温度。
2)采用左焊法焊接,同时焊炬也应向上倾斜。火焰与工件间的夹角保持在65°~75°,使火焰直接朝向焊缝,焊丝头部位于熔池的上边缘,熔滴加在熔池的上边,利用火焰吹力托住熔化金属,阻止熔化金属从熔池中流出。
3)焊接时,焊炬一般不做摆动,但焊接较厚焊件时,可做小环形摆动。而焊丝要始终浸在熔池中,并不断地把熔化金属向熔池上方推去,焊丝做斜环形运动,使熔池略带些倾斜,使焊缝容易成形,并防止熔化金属形成咬边及焊瘤等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。