



1.气割前的准备
1)对设备、割炬、气瓶、减压装置等供气接头,均应仔细检查,确保为正常状态。
2)使用射吸式割炬,应检查其射吸能力;使用等压式割炬,应保持气路畅通。
3)使用半自动、仿形气割机时,工作前应进行空运转,检查机器运行是否正常,控制部分是否损坏失灵。
4)检查气体压力,使之符合切割要求。当瓶装氧气压力用至0.1~0.2MPa表压时,瓶装乙炔、丙烷用至0.1MPa表压时,应立即停用,并关阀保留其余气,以便充装时检查气样和防止其他气体进入瓶内。
5)检查工件材质和下料标记,熟悉其切割性能和切割技术要求。
6)检查提供切割的工件是否平整、干净,如果表面凹凸不平或有严重油污锈蚀,不符合切割要求或难以保证切割质量时,不得进行切割。
7)为减少工件变形和利于切割排渣,工件应垫平或放好支点位置。工件下面应留出一定的高度空间,若为水泥地面应铺铁板,防止水泥爆裂。
2.操作姿势及要领
(1)基本姿势 气割时,先点燃割炬,调整好预热火焰,然后进行气割。气割操作姿势因个人习惯而不同。初学者可按基本的“抱切法”练习,如图7-23所示。气割时的手势如图7-24所示。

图7-23 抱切法姿势

图7-24 气割时的手势
操作时,双脚里八字形蹲在工件一侧,右臂靠住右膝,左臂空在两脚之间,以便在切割时移动方便,右手把住割炬手把,并以大拇指和食指把住预热调节阀,以便于调整预热火焰和当回火时及时切断预热氧气。左手的拇指和食指把住开关切割氧调节阀,其余三指平稳托住射吸管掌握方向。上身不要弯得太低,呼吸要有节奏,眼睛应注视割件和割嘴,并着重注视割口前面的割线。一般从右向左切割。在整个气割过程中,割炬运行要均匀,割炬与工件间的距离保持不变。每割一段,移动身体时要暂时关闭切割氧调节阀。
(2)操作要领
1)划线割会更直,眼睛余光看割口稍远处。
2)听到噗噗声即为割透。
3)手臂尽量靠紧腿或其他牢固物。一定要学会控制呼吸,呼吸要均匀、要轻。尽量不要大声说话。
4)气割工身体移位时,应抬高割炬或关闭切割氧,正位后,对准接割处适当预热,然后继续进行切割。
5)勤练习,做到手不抖动。
6)割把与被割工件的角度近乎为垂直角度(适当的反仰,工件厚度越厚,角度越小,工件厚度越薄角度可以稍大,最大不能超过20°)。
7)割把沿着划线的角度根据工件厚度进行确定。
8)用普通割嘴直线切割厚板,割近终端时,割嘴可稍作后倾,以利于割件底部提前割透,保证收尾切口质量。板材手工直线切割的规范见表7-13。
表7-13 板材手工直线切割的规范

3.气割基本操作方法
(1)角钢的气割方法
1)气割角钢厚度在5mm以下时,一方面切口容易过热,氧化渣和熔化金属粘在切口下口,很难清理干净,另一方面直角面常常割不齐。为了防止以上缺陷,最好采用一次切割完成。气割前,将角钢两边着地架空放置,先气割一面时,将割嘴与角钢面垂直。气割到中间转向另一面时,将割嘴与角钢另一表面倾斜35°~40°,直至角钢被割断,如图7-25所示。此方法不仅使氧化渣容易清除,直角面容易割齐,而且效率较高。
2)气割角钢厚度在5mm以上时,如果采用两次气割,不仅容易产生直角面割不整齐的缺陷,而且还会产生顶角未割断的缺陷。所以最后采用一次气割。气割前,将角钢的一平面着地架空放置,并保证角钢下部留有足够的间隙,先气割水平面,割至中间直角位置时,割嘴移动速度稍慢,保证直角处割透,割嘴再由垂直转为水平再往上进行移动,直至把垂直面割断为止,如图7-26所示。
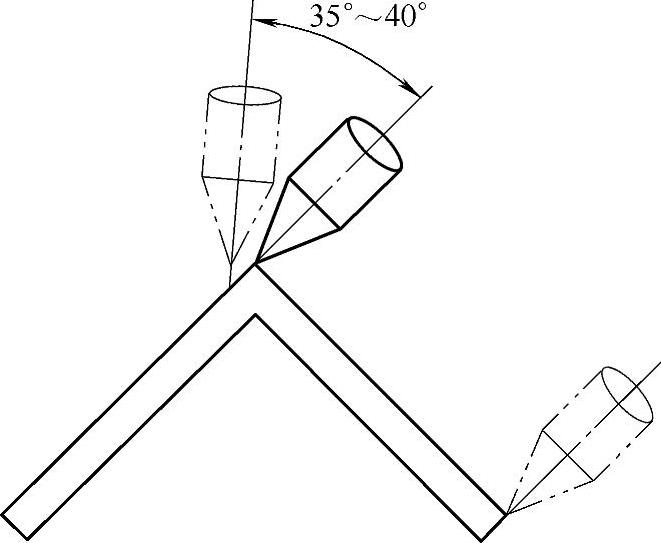
图7-25 5mm以下角钢的气割方法
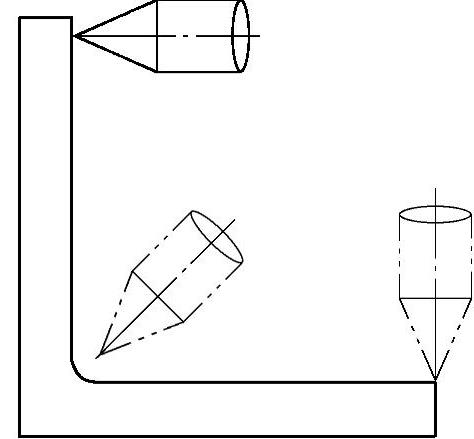
图7-26 5mm以上角钢的气割方法
(2)槽钢的气割
1)气割10mm以下槽钢时,槽钢断面常常割不整齐。故经常将开口朝下架空放置,并保证底部留有足够的间隙,采用一次气割完。
气割顺序为:先割垂直面时,割嘴可和垂直面成90°夹角;当要割至垂直面和水平面的直角处时,割嘴就需慢慢转为和水平面成40°~45°夹角,并保证直角处割透,然后再进行气割;当将要割至水平面和另一垂直面的直角处时,割嘴慢慢转为与另一垂直面成30°~35°夹角,直至槽钢被割断为止,如图7-27所示。
2)气割10mm以上槽钢时,先将槽钢开口朝天架空放置,并保证底部留有足够的间隙,采用一次气割完成。起割时,割嘴和先割的垂直面成45°左右,割至水平面时,割嘴慢慢转为垂直,然后再气割,同时割嘴慢慢转为往后倾斜25°~30°夹角,割至另一垂直面时,割嘴转为水平方向再往上移动,直至另一垂直面割断为止,如图7-28所示。(https://www.xing528.com)
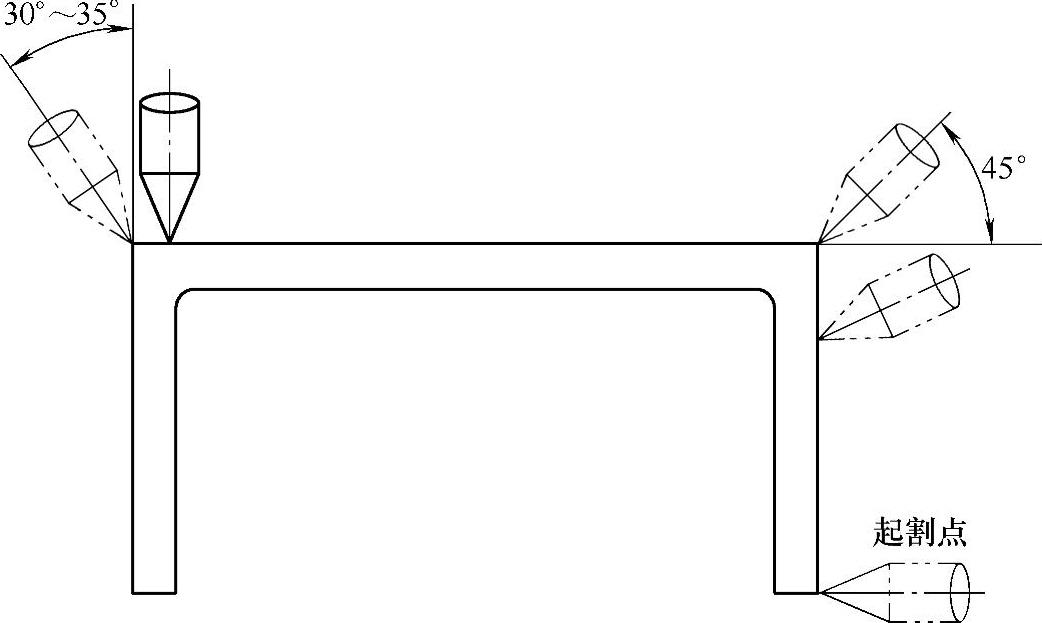
图7-27 10mm以下槽钢的气割方法
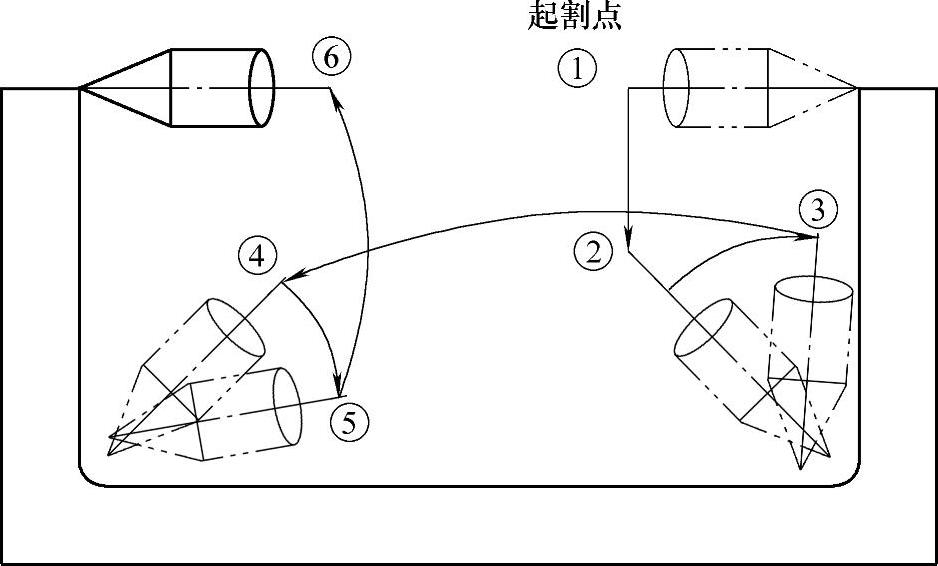
图7-28 10mm以上槽钢的气割方法
(3)工字钢的气割 气割工字钢,一般都采用三次气割完成。先割两个垂直面,后割水平面。但三次气割断面不易割整齐,此时要求焊工在气割时力求保证割嘴垂直,如图7-29所示。
(4)圆钢的气割 侧面预热,预热火焰应垂直于圆钢表面,开始气割时,将割嘴慢慢转为与地面相垂直的方向,慢慢加大气割氧气流。圆钢直径较大,一次割不透,则可以采用分段气割,如图7-30所示。
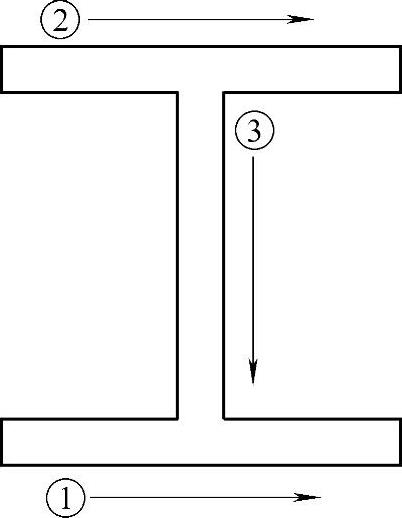
图7-29 工字钢的气割方法
①、②、③—工字钢气割顺序
(5)钢管的气割 钢管的气割分为固定钢管和转动钢管的气割。不论哪一种管件的气割,预热时,火焰均应垂直于钢管的表面。待割透后,将割嘴逐渐倾斜,直到接近于管子的切线方向后,再继续切割。
1)转动钢管的气割。气割可转动管子时,可以分段进行切割。首先预热管侧部位,割嘴近似垂直于管道表面。割透后,割嘴往上倾斜一定的角度(20°~25°)继续向前切割。一般较小直径的管道可分2次或3次割完,较大直径的管道可分多次割完,但分段越少越好。切割过程中,割嘴随切口向前移动,割炬应不断改变位置,以保证割嘴倾斜角度基本不变,直至气割完成,如图7-31所示。
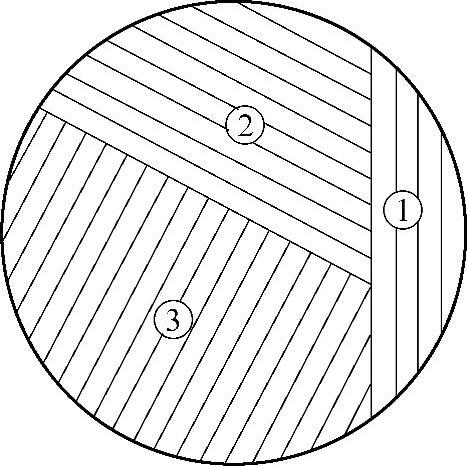
图7-30 圆钢的气割方法
①、②、③—圆钢气割顺序
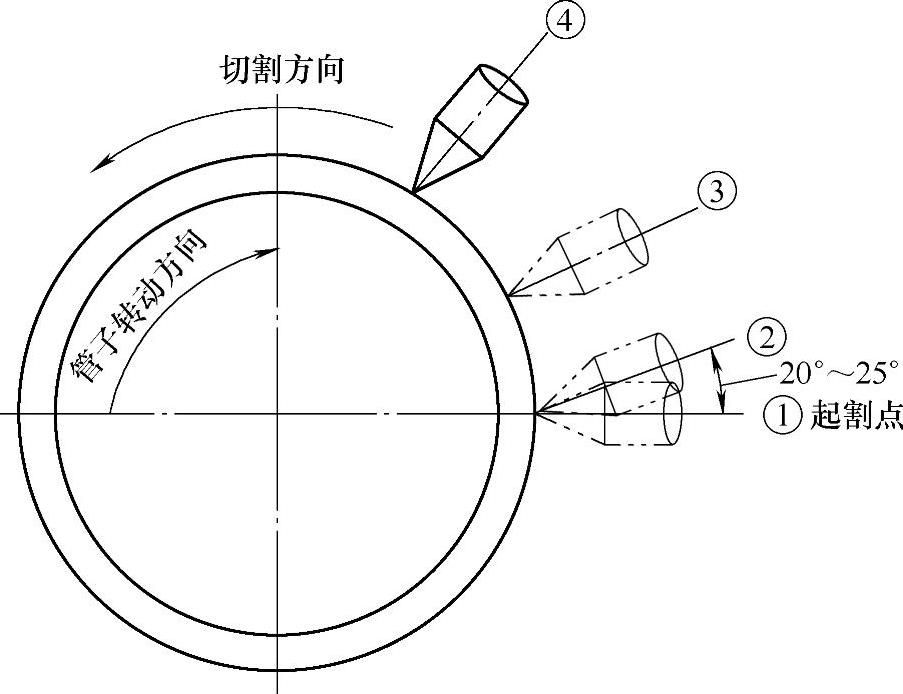
图7-31 转动钢管的气割方法
2)水平固定钢管的气割。气割水平固定钢管时,首先从管道的下部(仰焊位置)开始预热,开始气割时,将割嘴慢慢转为与起割点的切线成70°~80°角。割透后,割嘴向上移动,割嘴随切口向前移动而不断变换位置,以保证割嘴倾斜角度基本不变。当切割到管道的水平位置时,关闭切割氧,再将割炬移到管道的下部开始切割另一半,直至全部切割完成,如图7-32所示。
由下至上的气割方法有以下优点:
①切缝观察较清楚。
②割炬移动方便。
③当切割结束时,割炬正好在水平位置,可以避免已切断的管子碰坏割嘴。
4.半自动切割(常用CG1-30型气割机)
1)直线切割时,应放置好导轨,气割机放在导轨上;若切割圆形工件,则装上半径杆,并松动蝶形螺母,使从动轮处于自由状态。同时将割矩调整到合适的切割位置。
2)接通控制电源、氧气和可燃气,根据割件厚度调好切割速度。
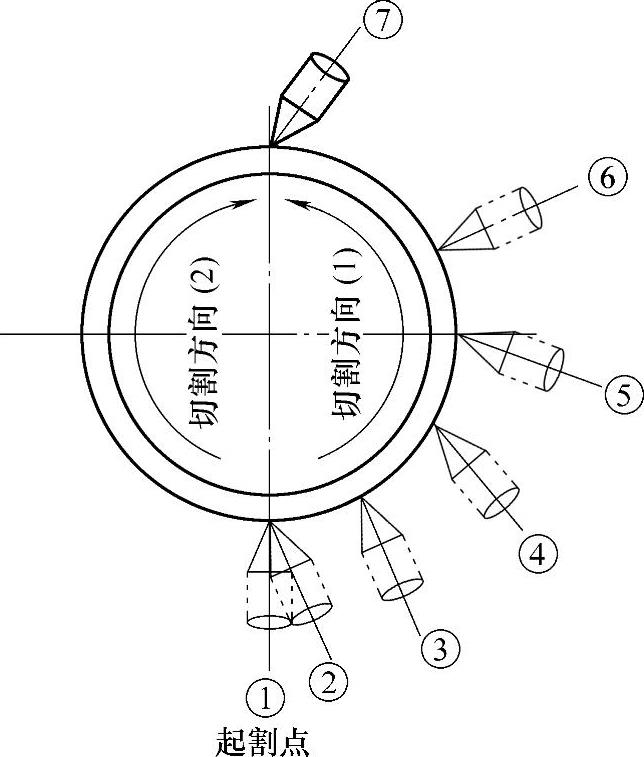
图7-32 水平固定钢管的气割方法
3)将倒顺开关扳至所需位置,打开乙炔和预热氧调节阀,点火并调整好预热火焰。
4)将起割开关扳到停止位置,打开压力开关阀,使切割氧与压力开关的气路相通。
5)待割件预热到工件的燃烧温度后,打开切割氧阀割穿工件,此时压力开关作用,行走电动机电源接通,合上离合器,割机起动,切割开始。
6)气割过程中,可随时旋转升降架上的调节手轮,调节割嘴与工件之间的距离。
7)切割结束时,先关闭切割氧阀,此时压力开关停止作用,行走电动机电源切断,割机停止行走。接着关闭压力开关和预热火焰。最后切断控制电源和停止氧气和可燃气的供给。
8)若不使用压力开关,可直接用起割开关来接通和切断行走电动机的电源。
9)氧-乙炔火焰切割规范见表7-14。氧-丙烷切割规范见表7-15。
表7-14 氧-乙炔火焰切割规范

表7-15 氧-丙烷切割规范

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。