



1.气焊火焰的点燃、调节和熄灭
(1)火焰的点燃 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
(2)火焰的调节 不同性质的火焰是通过改变氧气与乙炔气的混合比值而获取的,焊接火焰的选用和调节正确与否,将直接影响焊接质量的好坏。火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。
1)中性焰的调节。点燃后的火焰多为碳化焰,如要调成中性焰,应逐渐开大氧气调节阀,此时,火焰变短,火焰的颜色由橘红色变为蓝白色,焰芯、内焰及外焰的轮廓都变得特别清楚时,即为中性焰。焊接过程中,要注意随时观察、调节,始终保持中性焰。
2)碳化焰的调节。在中性焰的基础上,减少氧气或增加乙炔均可得到碳化焰。可以看到火焰变长,焰芯轮廓不清楚。乙炔过多时可看到冒黑烟。焊接时所用的碳化焰,其内焰长度一般为焰芯长度的2~3倍。
3)氧化焰的调节。在中性焰的基础上,逐渐增加氧气,这时火焰缩短,并听到有“嗖、嗖”的响声。
(3)火焰的熄灭 火焰熄灭的方法是:先顺时针方向旋转乙炔阀门,直至关闭乙炔,再顺时针方向旋转氧气阀门关闭氧气,这样可避免黑烟和火焰倒袭。关闭阀门时,不漏气即可,不要关得太紧,以防止密封件磨损太快,降低焊炬寿命。
2.持焊炬的方法
焊接时,一般习惯右手拿焊炬(左手拿焊丝),大拇指位于乙炔开关处,食指位于氧气开关处,便于随时调节气体流量。其他三指握住焊炬柄,以便使焊嘴摆动,调节输入到熔池中的热量和变更焊接的位置,改变焊嘴与工件的夹角。
3.起焊点的熔化
在起焊点处,由于刚开始加热,工件温度低,焊炬倾角应大些,这样有利于对工件进行预热。同时,在起点处应使火焰往复移动,保证焊接处加热均匀。如果两焊件厚度不同,火焰稍微偏向厚板,使焊缝两侧温度保持平衡,熔化一致,免除熔池离开焊缝的正中间,偏向温度高的一边。当起点处形成白亮而清晰的熔池时,即可加入焊丝并向前移动焊炬进行焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的尖端要距离熔池表面3~5mm,自始至终保持熔池的大小、形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
4.熔池的形状及填充焊丝
为获得整齐美观的焊缝,在整个焊接过程中,应使熔池的形状和大小保持一致。焊接过程中,焊工在观察熔池形成的同时要将焊丝末端置于外层火焰下进行预热。当焊接处出现清晰的熔池后,将焊丝熔滴送入熔池,并立即将焊丝抬起,让火焰向前移动,形成新的熔池,然后再继续向熔池送入焊丝熔滴,如此循环,即可形成焊缝。
如果焊炬功率大,火焰能率大,焊件温度高,焊丝熔化速度快时,焊丝应经常保持在焰芯前端,使熔化的焊丝熔滴连续进入熔池。若焊炬功率小,火焰能率小,熔化速度慢,焊丝送进的速度应相应减小。有色金属焊接过程中使用熔剂时,焊工还应用焊丝不断地搅拌熔池,以便将熔池的氧化物和非金属夹杂物排出。
当焊接薄板或焊缝间隙大时,应将火焰焰芯直接指在焊丝上,使焊丝承受部分热量;同时焊炬上下跳动,以防止熔池前面或焊缝边缘过早地熔化。
5.焊炬和焊丝的摆动
在焊接过程中,为了获得优质而美观的焊缝,焊炬与焊丝应做均匀协调的摆动。通过摆动,既能使焊缝金属熔透、熔匀,又避免了焊缝金属的过热和过烧。在焊接某些有色金属时,还要不断地用焊丝搅动熔池,以促使熔池中各种氧化物及有害气体的排出。
焊炬(嘴)摆动有四种基本动作:(https://www.xing528.com)
1)沿焊缝的纵向移动,以不断地熔化焊件和焊丝形成焊缝。
2)焊丝在垂直焊缝的方向送进,并做上下移动,调节熔池的热量和焊丝的填充量。同样,在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度;焊丝除做前进运动、上下移动外,当使用熔剂时也应做横向摆动,以搅拌熔池。在正常气焊时,焊丝与焊件表面的倾斜角度一般为30°~40°,焊丝与焊嘴中心线夹角为90°~100°。焊嘴和焊丝的协调运动,使焊缝金属熔透、均匀,又能够避免焊缝出现烧穿或过热等缺陷,从而获得优质、美观的焊缝。
3)焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。在一般情况下,板厚增加、横向摆动幅度应增大。
4)焊炬画圆圈前移。在焊接过程中,焊丝随焊炬也做前进运动,但主要是做上下跳动。在使用熔剂时还要做横向摆动,搅拌熔池。即焊丝末端在高温区和低温区之间做往复跳动,但必须均匀协调,否则会造成焊缝高低不平、宽窄不一等现象。
焊炬与焊丝的摆动方法和摆动幅度与焊件的厚度、性质、空间位置及焊缝尺寸有关。平焊时,焊炬与焊丝常见的几种摆动方法如图7-20所示。其中7-20a、b、c适用于各种材料的较厚大工件的焊接及堆焊,图7-20d适用于各种薄件的焊接。
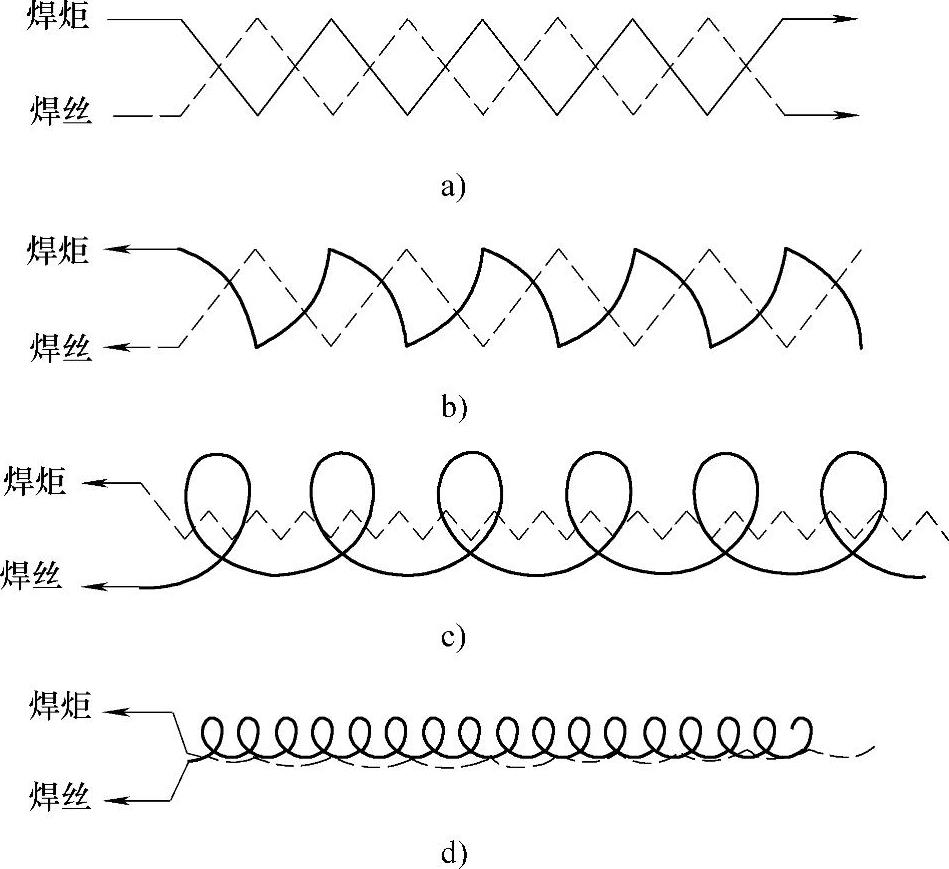
图7-20 焊炬和焊丝的摆动方法
6.左焊法和右焊法
气焊操作时,按照焊炬移动方向和焊炬与焊丝前后位置的不同,可分为左焊法和右焊法两种,如图7-21所示。
(1)左焊法 焊接过程中,焊丝与焊嘴由焊缝的右端向左端移动,焊接火焰指向未焊部分,焊丝位于火焰的前方,称为左焊法。采用左焊法时,焊炬火焰背着焊缝而指向未焊部分,并且焊炬火焰是跟着焊丝走的,焊工能够很清楚地看到熔池的上部凝固边缘,并可以获得高度和宽度较均匀的焊缝。
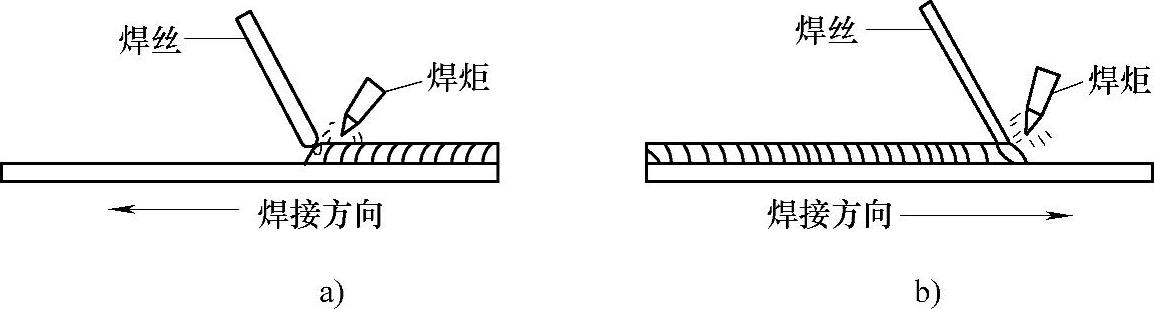
图7-21 左焊法和右焊法示意图
a)左焊法 b)右焊法
由于焊接火焰指向未焊部分,故对金属起着预热的作用,因此焊接薄板时生产效率较高。这种焊接方法操作方便,容易掌握,应用也最普遍,但焊缝易氧化,冷却较快,热量利用率低。左焊法适用于焊接3mm以下的薄板和熔点低的金属。
(2)右焊法 焊接过程中,焊丝与焊嘴由焊缝的左端向右端施焊,焊接火焰指向已焊部分,填充焊丝位于火焰的后方,称为右焊法。采用右焊法时,焊接火焰指向焊缝,始终笼罩着焊缝金属,使周围空气与熔池隔离及熔池缓慢冷却,有利于防止焊缝金属的氧化,减少气孔、夹渣的可能性,同时有效地改善了焊缝的组织。由于焰芯距熔池较近以及火焰受坡口和焊缝的阻挡,使火焰的热量较为集中,火焰能率的利用率也较高,熔深大,生产率高。但该方法对焊件没有预热作用,不易掌握,一般较少采用。右焊法适合于焊接厚度较大、熔点较高的焊件。
7.接头与收尾
(1)接头 焊接过程中途停顿再续焊时,应用火焰把原熔池和接近熔池的焊缝重新熔化,形成新的熔池后,即可加入焊丝。要特别注意新加入的焊丝熔滴与被熔化的原焊缝金属之间必须充分熔合。焊接重要焊件时,接头处必须与原焊缝重叠8~10mm,以保证接头的强度和致密性。
(2)收尾 当一条焊缝焊至焊缝的终点,结束焊接的过程称为收尾。收尾时焊件温度较高,散热条件差,应减小焊炬与工件之间的夹角。加快焊接速度,并多加入一些焊丝,以防止熔池面积扩大,形成烧穿。收尾时,为了避免空气中的氧气和氮气侵入熔池,可用温度较低的外焰保护熔池,直至将熔池填满,火焰才可缓慢地离开熔池。气焊收尾时的要领是:倾角小、焊速增、加丝快、熔池满。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。