



气割设备主要是割炬,其余与气焊相同。手工气割时使用的是手工割炬,机械化设备使用的是气割机。
1.割炬的作用及分类
割炬是气割工艺中的主要工具,俗称割刀。割炬的作用是将可燃气体(乙炔)与助燃气体(氧气)以一定的比例和方式混合后,并以一定的速度喷出燃烧,形成具有一定热能和形状的预热火焰,并在预热火焰的中心喷射切割氧进行气割。
为了保证气割质量,要求割炬具有保持可燃气体与助燃气体混合比例和调节火焰大小的良好性能,并能使混合气体喷出速度等于燃烧速度,以便火焰稳定燃烧。同时要求割炬的重量要轻、气密性好,具有耐腐蚀和耐高温,且使用安全可靠的性能。
割炬按可燃气体与氧气的混合方式不同,可分为射吸式(低压)割炬和等压式割炬两大类。目前国内最常用的割炬是射吸式。国产射吸式割炬的主要技术数据见表7-5。
表7-5 国产射吸式割炬的主要技术数据
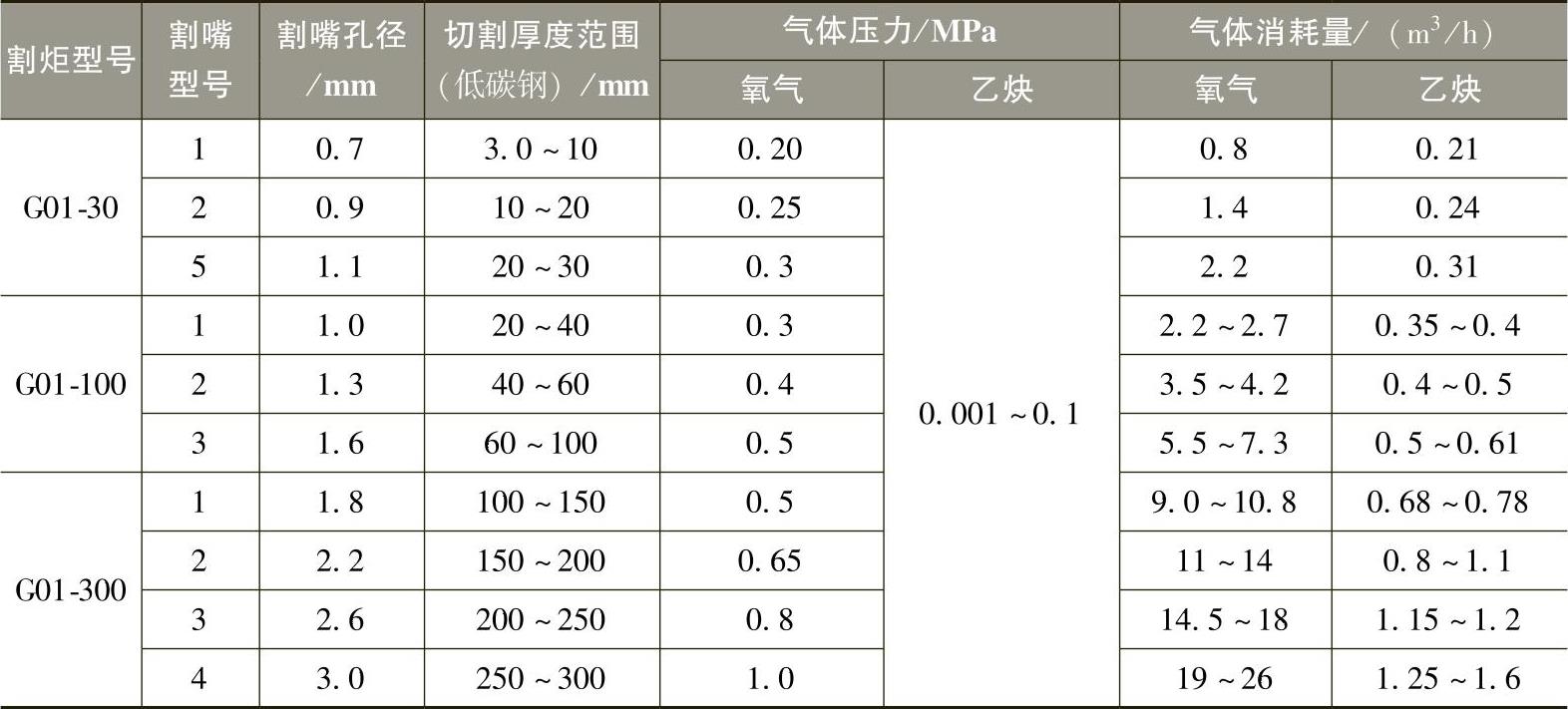
注:1.气体消耗量为参考数据。
2.割炬型号含义:G—割炬;0—手工;1—射吸式;30、100、300—能切割低碳钢的最大厚度(mm)。
2.射吸式割炬的构造及原理
(1)射吸式割炬的构造 割嘴中混合气体的喷射孔有环形和梅花又形两种。环形割嘴的混合气孔道呈环形,整个喷嘴由内遵和外嘴两部分组合而成,又称组合式割嘴。梅花形割嘴的混合气孔道呈小圆孔状均匀地分布在高压氧孔道周围,整个割嘴为一体,又称整体式割嘴。射吸式割炬应符合JB/T 6970—1993《射吸式割炬》的要求。射吸式割炬的构造如图7-13所示。
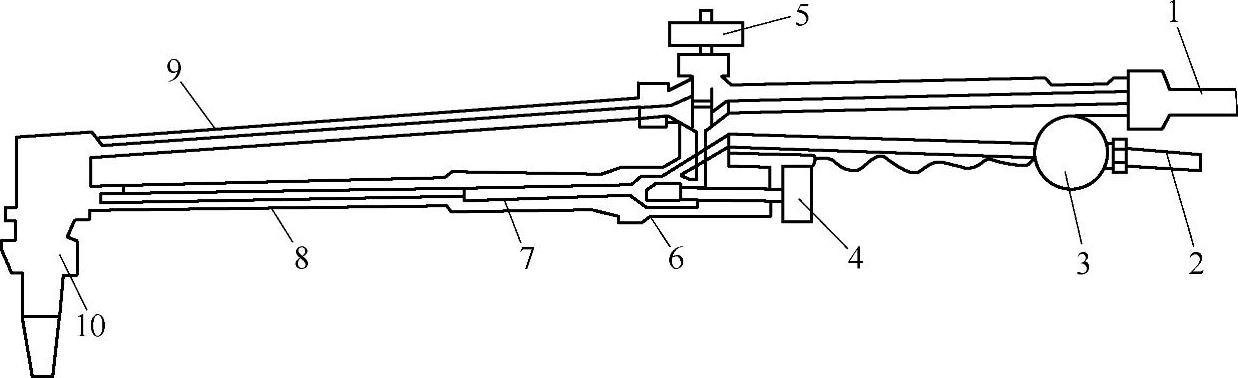
图7-13 射吸式割炬的构造(https://www.xing528.com)
1—氧气进口 2—乙炔进口 3—乙炔调节阀 4—氧气调节阀 5—高压氧气阀 6—喷嘴 7—射吸管 8—混合气管 9—高压氧气管 10—割嘴
(2)射吸式割炬的工作原理 气割时,先逆时针方向稍微开启预热氧调节阀,再打开乙炔调节阀并立即进行点火,然后增大预热氧流量,使氧气与乙炔在喷嘴内混合后,经过混合气体通道从割嘴喷出产生环形预热火焰,对割件进行预热。待割件预热至燃点时,即逆时针方向开启切割氧调节阀,此时高速切割氧气流经切割氧气管,由割嘴的中心喷出,将割缝的金属氧化并吹除,随着割炬的不断移动即在割件上形成割缝。
3.割炬的型号表示法
割炬的型号由汉语拼音字母G、表示结构形式和操作方法的序号及规格组成。如:
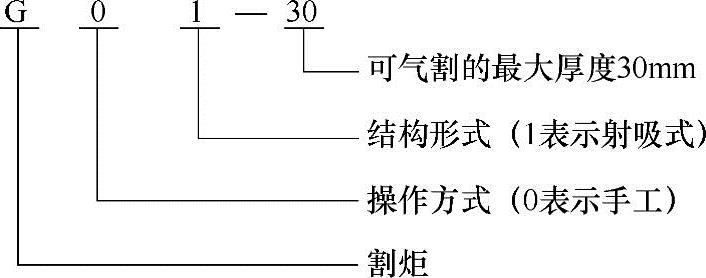
射吸式割炬的型号有G01-30、G01-100、G01-300三种。
4.液化石油气割炬
由于液化石油气割炬与乙炔的燃烧特性不同,因此,不能直接使用乙炔用的射吸式割炬,需要进行改造,应配用液化石油气专用割嘴。如G07-100割炬就是液化石油气专用割炬。
5.射吸式焊(割)炬的安全可靠性检查
检查时,先接上氧气皮管,乙炔皮管暂不接。然后打开乙炔调节阀和氧气调节阀,当氧气从焊炬流出时,用手指按在乙炔进气管接头上,若手指上感到有足够的吸力,则表明割炬射吸力是正常的;相反,如果没有吸力,甚至氧气从乙炔管接头中倒流出来,则表明割炬射吸能力不正常,必须进行修理,否则严禁使用。
漏气检查:关闭各气体调节阀,检查焊嘴及各气体调节阀处是否漏气。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。