



1.焊炬的作用及分类
焊炬是指气焊时用于控制气体混合比、流量及火焰并进行焊接的工具(又称焊枪),是气焊的主要工具。其作用是将可燃气体和氧气按一定比例均匀地混合,并以一定的速度从焊嘴喷出燃烧而生成具有一定能量、成分和形状的稳定的焊接火焰。
焊炬按可燃气体与氧气的混合方式不同可分为射吸式焊炬(也称低压焊炬)和等压式焊炬两类。目前国内使用的焊炬均为射吸式。在这种焊炬中,乙炔的流动主要靠氧气的射吸作用,所以不论使用低压乙炔或中压乙炔和溶解乙炔瓶装的乙炔,都能使焊炬正常工作。国产射吸式焊炬的主要技术数据见表7-4。
表7-4 国产射吸式焊炬的主要技术数据
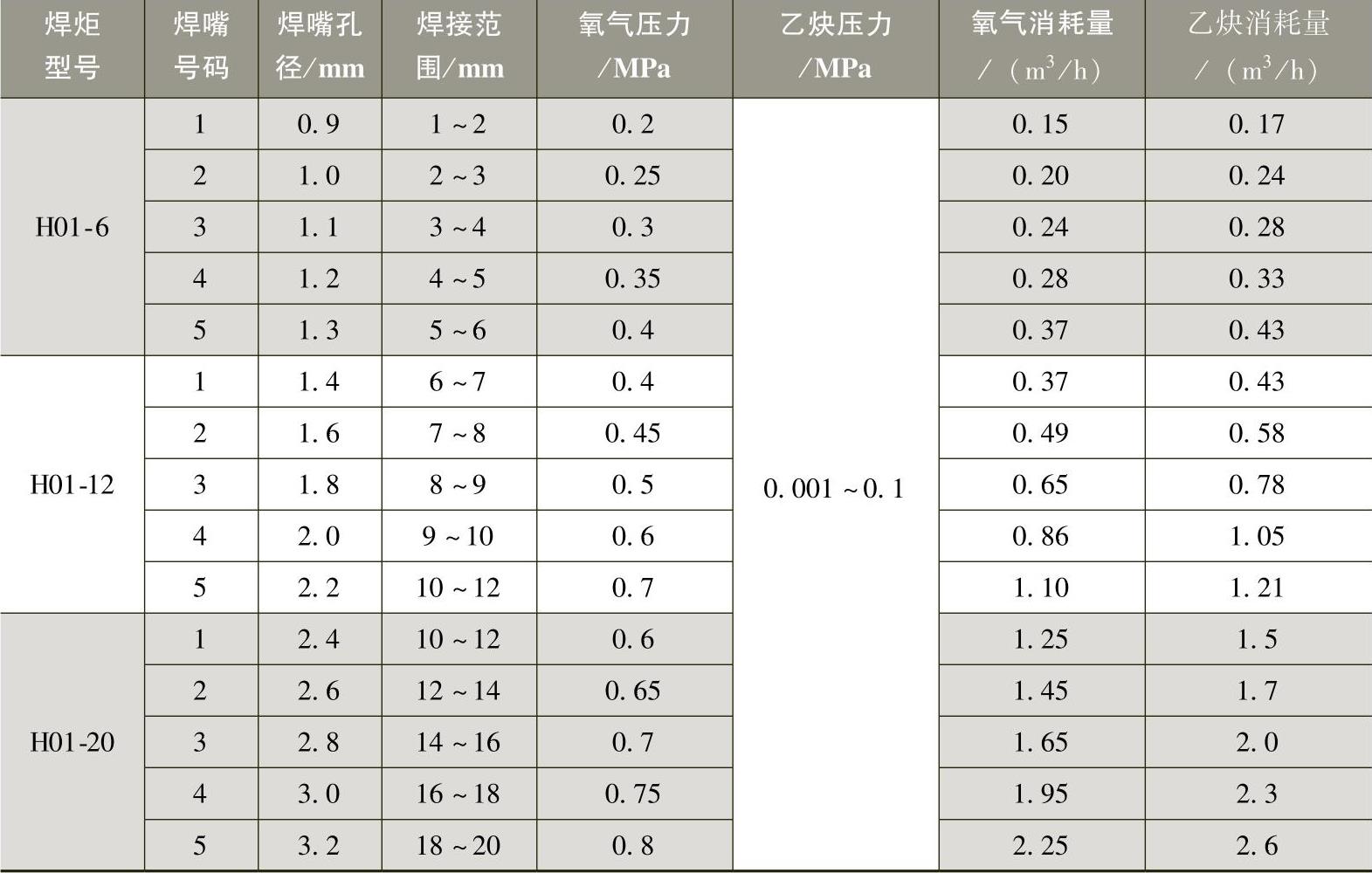
注:1.气体消耗量为参考数据。
2.焊炬型号含义:H—焊炬;0—手工;1—射吸式;6、12、20—能焊接低碳钢的最大厚度(mm)。
2.射吸式焊炬的构造及原理
(1)射吸式焊炬的构造 射吸式焊炬主要由主体、乙炔调节阀、氧气调节阀、喷嘴、射吸管、混合气管、焊嘴、手柄、乙炔管、氧气管等部分组成,如图7-12所示。
(2)射吸式焊炬的工作原理 焊炬工作时,打开氧气调节阀,氧气即从喷嘴快速喷出,并在喷嘴外围造成负压(吸力);再打开乙炔调节阀,乙炔气即聚集在喷嘴的外围。由于氧射流负压的作用,聚集在喷嘴外围的乙炔气很快被氧气吸出,并按一定的比例与氧气混合,经过射吸管、混合气管从焊嘴喷出。点火后,经调节形成稳定的焊接火焰。(https://www.xing528.com)
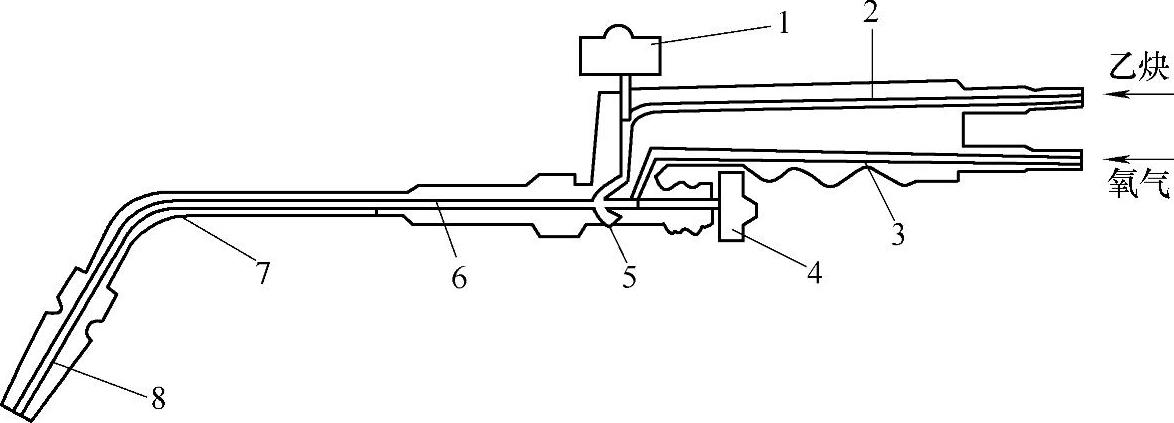
图7-12 射吸式焊炬的构造
1—乙炔调节阀 2—乙炔管 3—氧气管 4—氧气调节阀 5—喷嘴 6—射吸管 7—混合气管 8—焊嘴
射吸式焊炬的特点是利用喷嘴的射吸作用,使高压氧气与压力较低的乙炔均匀地按一定比例(体积比约为1∶1)混合,并以相当高的流速喷出,所以不论是低压或中压乙炔都能保证焊炬的正常工作。射吸式焊炬应符合JB/T 6969—1993《射吸式焊炬》的要求。由于射吸式焊炬的通用性强,因此应用较广泛。
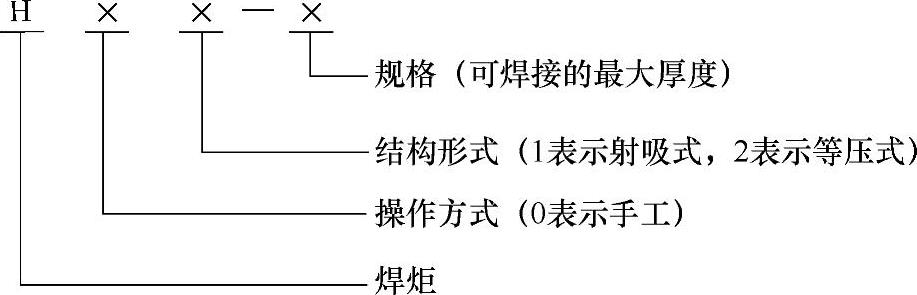
(3)焊炬型号的表示方法 焊炬型号由汉语拼音字母H、表示结构形式和操作方式的序号及规格组成。
例如,H01-6表示手工操作的可焊接最大厚度为6mm的射吸式焊炬。
国产射吸式焊炬的型号有H01-6(1~6mm)、H01-12(6~12mm)、H01-20(10~20mm)三种,各配有5只不同孔径的焊嘴以适应焊接不同厚度的需要。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。