



弧焊电源是为电弧提供电能的装置,因此其特性和结构与一般电力电源比较,有着显著的区别,这是弧焊工艺的特点所决定的。在电弧焊中,焊接电弧是焊接回路中的负载,它将电能转换成热能以作为焊接工作的热源。弧焊电源是为电弧负载提供电能并保证焊接工艺过程稳定的装置。焊条电弧焊电源是一种利用焊接电弧所产生的热量来熔化焊条和焊件的电气设备。为了有效保证获得优质的焊接接头主要因素是电弧能否稳定燃烧,而决定电弧稳定燃烧的首要因素则是弧焊电源。因此,对弧焊电源应具有以下基本要求:引弧容易;保证电弧稳定燃烧;保证焊接参数稳定(主要指焊接电流和电压);可调节焊接参数。为了达到上述的具体要求,就必须要求弧焊电源具有一定的电气性能。
1.弧焊电源的外特性要求
1)电弧的稳定燃烧,一般是指在电弧电压和电流给定时,电弧放电处在长时间内连续进行的状态。电弧焊时,弧焊电源和焊接电弧组成了一个供电和用电系统,在稳定状态下,也即电源在其他参数不变的情况下,弧焊电源的输出电压与输出电流之间的关系,称为弧焊电源的外特性。弧焊电源的外特性也称弧焊电源的伏安特性或静特性。它可用关系式表示:
U输=f(I输)
在以电压为纵轴、电流为横轴的直角坐标系中,弧焊电源的外特性可表示为一条曲线,这条曲线称为弧焊电源的外特性曲线,如图5-1所示。
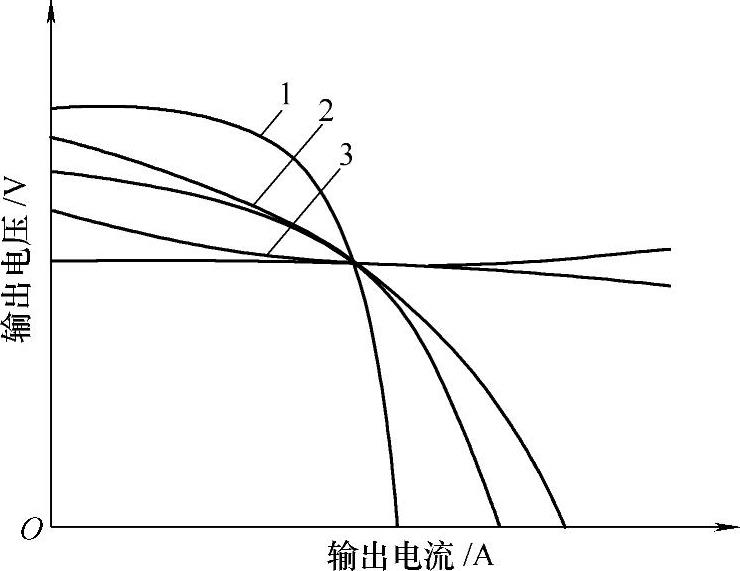
图5-1 弧焊电源的外特性曲线
1—陡降(恒流)特性 2—缓降特性 3—平(低压)特性
2)弧焊电源的外特性基本可分为两种类型:
①下降特性,即随着输出电流的增加,输出电压降低。下降特性分为三种类型:陡降(恒流)特性,适于钨极氩弧焊和等离子弧焊,在电弧电压(弧长)变化时电流几乎不变;曲线缓降特性适于一般焊条电弧焊和埋弧焊,电压(弧长)变化时电流也变化,但变化不大;近直线缓降特性适于粗丝CO2焊和一般焊条电弧焊、埋弧焊,特别适于立位和仰位的焊接。
②平外特性,即输出电流变化时,输出电压基本不变。
③上升外特性,即随着输出电流增大,输出电压随之上升。
平特性分为两种类型:平或稍下降的外特性适于等速送丝的粗丝气体保护焊;上升特性适于等速送丝的细丝气保焊。对平特性电源,弧长变化电压变化极小而电流变化显著,可加强电弧自调节作用,保持焊接规范稳定。
电源外特性曲线和电弧静特性曲线的交点才是电弧燃烧工作点。在电流、电压偏离工作点时能自动修正回复到原工作点的才是稳定工作点。
3)弧焊电源外特性曲线形状的选择。焊条电弧焊时,在焊接回路中,弧焊电源与电弧构成供电用电系统。为了保证电弧稳定燃烧和焊接参数稳定,电源外特性曲线与电弧静特性曲线必须相交。因为在交点,电源供给的电压和电流与电弧燃烧所需要的电压和电流相等,电弧才能燃烧。由于焊条电弧焊电弧静特性曲线的工作段在平特性区,所以只有陡降外特性曲线才与其有交点,如图5-2中的A点,此时电弧可以在电压UA和焊接电流IA的条件下稳定燃烧。因此,具有陡降外特性曲线的电源能满足焊条电弧焊电弧的稳定燃烧。
不同下降度的弧焊电源外特性曲线对焊接电流的影响情况如图5-3所示。从图5-3中可以看出,当弧长变化相同时,陡降外特性曲线1引起的电流偏差ΔI1明显小于缓降外特性曲线2引起的电流偏差ΔI2。因此当电弧长度变化时,陡降外特性电源引起的电流偏差小,电弧较稳定,缓降外特性电源引起的电流偏差大,不利于焊接参数的稳定。因此,焊条电弧焊应采用陡降外特性电源。
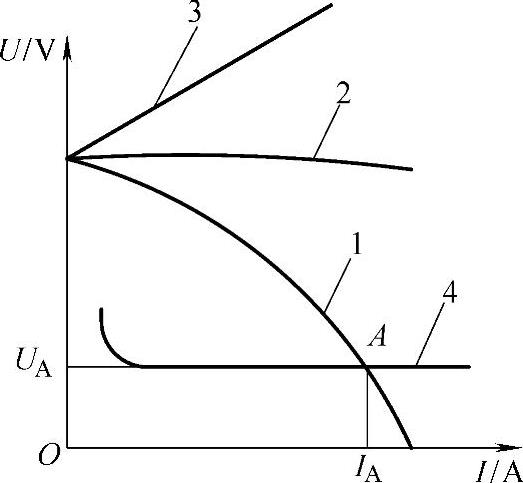
图5-2 弧焊电源外特性与电弧静特性的关系
1—下降外特性 2—平外特性 3—上升外特性 4—电弧静特性
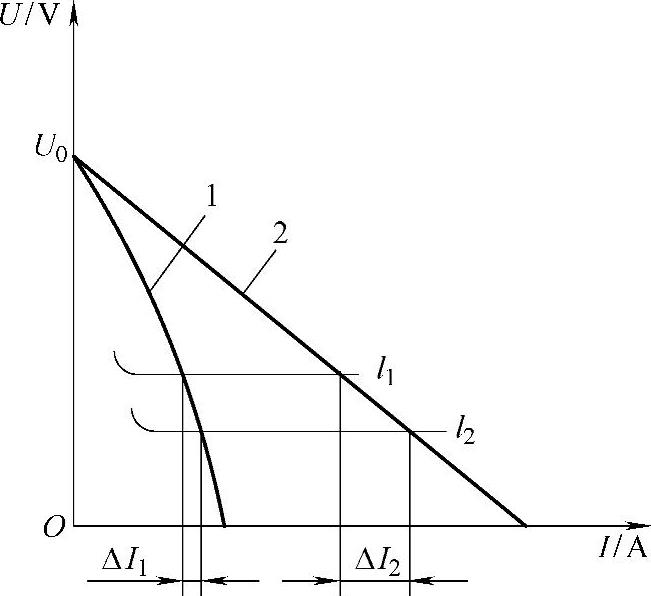
图5-3 不同下降度外特性曲线
2.对弧焊电源动特性的要求
弧焊电源的动特性是指弧焊电源对焊接电弧的动态负载所输出的电流、电压对时间的关系,它表示弧焊电源对动态负载瞬间变化的反应能力。焊接电弧在焊接电路中作为一个负载,但不同于一般电路中的负载。例如,焊条电弧焊时,焊条与工件相碰,焊接电源要迅速提供合适的短路电流;焊条抬起时,焊接电源要很快达到空载电压。焊接时,熔滴从焊条过渡到熔池,也频繁地发生上述的短路和重新引弧的过程。如果焊接电源输出的电流和电压不能很快地适应电弧焊这些过程中的变化,电弧就不能稳定燃烧甚至熄灭。因此,动特性好的电源,按弧长的变化能很快地提供所需要的电流与电压,使电弧从一个稳定工作点过渡到另一个稳定工作点;电源的动特性好时,引弧容易,即使弧长有变化,电弧仍能稳定燃烧,焊接飞溅小,焊缝成形好。弧焊电源动特性是衡量弧焊电源质量的一个重要指标。
焊条电弧焊要求其焊接电源有较合适的动特性,这样才能获得预期有规则的熔滴过渡、稳定电弧、较小的飞溅和良好的焊缝成形。对动特性的具体要求,主要有以下几点:
(1)合适的瞬时短路电流峰值 电弧焊时,由于引弧和熔滴过渡等均会造成焊接电路的短路现象。为了有利于引弧,加速金属的熔化和过渡,同时,为了缩短电源处于短路状态的时间,因此应当适当增大瞬时短路电流。但是过高的短路电流,会导致焊条与焊件的过热,甚至使焊件烧穿,还会增加飞溅以及电源过载。所以,必须要有合适的瞬时短路电流峰值,即限制短路电流的特性,通常规定短路电流不大于工作电流的1.5倍,具有陡降外特性的电源是能满足这一要求的。
(2)合适的短路电流上升速度 短路电流的上升速度是否合适,对焊条电弧焊或其他熔化极电弧焊的引弧和熔滴过渡均有一定的影响。一般要求有较快的短路电流上升速度,它也是标志弧焊电源动特性的一个主要指标。(https://www.xing528.com)
(3)达到恢复电压最低值的时间应适当 为了保持焊接电弧的稳定燃烧,对弧焊电源来说,从短路到复燃时,要求能在较短的时间内达到恢复电压的最低值(>30V),这样才能使电弧在极短的时间内重复引燃,以保持电弧的持续、稳定。
总之,对焊条电弧焊弧焊电源的基本要求是:要有合适的空载电压和短路电流、陡降的外特性、良好的动特性和灵活的调节特性。
3.对弧焊电源稳态短路电流的要求
弧焊电源稳态短路电流是指弧焊电源所能稳定提供的最大电流,即输出端短路(电弧电压Uh=0)时的电流。在引弧和金属熔滴过渡时,经常发生短路。如稳态短路电流太大,焊条过热,易引起药皮脱落,并增加熔滴过渡时的飞溅;如稳态短路电流太小,则会因电磁收缩力不足而使引弧和焊条熔滴过渡产生困难。因此,对于下降外特性的弧焊电源,一般要求稳态短路电流
Iwd=(1.25~2.0)Ih
式中 Iwd——稳态短路电流(A);
Ih——焊接电流(A)。
4.对弧焊电源空载电压的要求
所谓空载电压就是当弧焊电源接通电网而焊接回路为开路时(没有接负载,焊接电流为零),弧焊电源输出端的电压,常用U0表示。
在确定空载电压数值时,应遵循以下几项原则:
(1)电弧的稳定燃烧 为保证引弧容易,需要较高的空载电压,才能使两极间高电阻的接触处击穿。空载电压太低,引弧将发生困难,电弧燃烧也不够稳定。
(2)安全性 电源空载电压越高,对焊工越不安全。因此从保证焊工人身安全的角度出发,空载电压低些为好。
(3)经济性 弧焊电源的额定容量与焊接电流和焊接电压的乘积成正比,焊接电压与空载电压也有一定关系,即空载电压越高,焊接电压也越高,则电源的容量越大,制造电源所消耗的硅钢片和铜材也就越多。同时,对于弧焊变压器来说,空载电压越高,效率和功率因素就越低,使耗电费用增加。所以从降低制造成本出发,应采用较低的空载电压。
为保证顺利引弧和电弧稳定,要求电源有较高的空载电压,一般选U空≥(1.5~2.4)U工。但为保障焊工人身安全和焊机容量设计不太大,希望U空尽量低,一般不超过100V。
各种弧焊电源的空载电压要求见表5-2。
表5-2 各种弧焊电源的空载电压要求 (单位:V)

5.对弧焊电源调节特性的要求
在焊接中,根据焊件的材质、厚度、焊接接头的形式、位置及焊条、焊丝直径等不同,需要选择不同的焊接参数,如焊接电流。要求弧焊电源能在一定范围内对焊接电流做均匀、灵活的调节,以便有利于保证焊接接头的质量。
对焊条电弧焊来说,弧焊电源的下降外特性曲线与电弧静特性曲线的交点中,只有一个电弧稳定燃烧点。因此,为了获得一定范围所需的焊接电流,就必须要求弧焊电源具有很多条可以均匀改变的外传性曲线簇,以便与电弧静特性曲线相交,得到一系列的稳定工作点,这就是弧焊电源的调节特性。最理想的弧焊电源调节特性是可改变其空载电压。焊条电弧焊的焊接电流变化范围一般为100~400A,如图5-4所示。
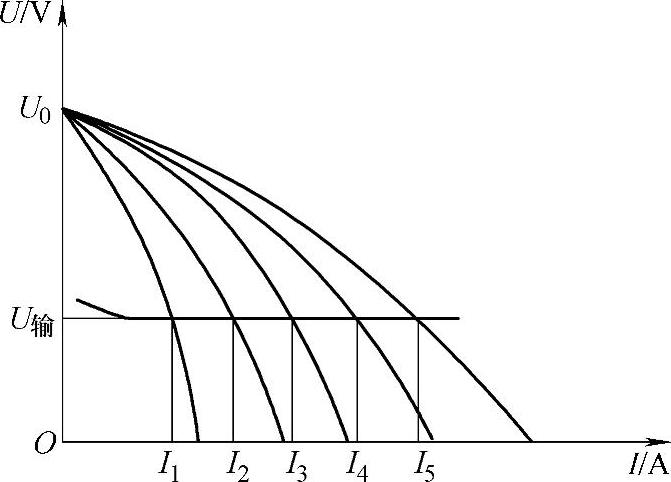
图5-4 焊条电弧焊电源的调节特性
6.对弧焊电源结构的要求
对弧焊电源的结构,要求简单轻巧,制造容易,消耗材料少,成本低;同时,又要求它牢固,使用方便、可靠、安全和维护容易。在结构上,还要求在特殊环境下具备相应的适应性(如在高原、水下、野外焊接等)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。