



【摘要】:管材焊件的定位焊应注意以下事项:1)管子轴线必须对正,防止焊接后管子轴心发生偏斜。图4-6 管材焊件的装配3)为了保证管子根部焊透及成形良好,定位焊前必须预留装配间隙,装配间隙可根据焊接时所选用的焊条焊芯直径为参考间隙进行装配。表4-2 管材定位焊缝长度和点数
1.管材焊件的装配
管材焊件的装配是为了保证管材焊件的外形尺寸和焊缝坡口间隙,通常采用焊条电弧焊进行定位焊缝的焊接,如图4-6所示。
2.定位焊
管材焊件定位焊缝的数量和位置如图4-7所示。
管材焊件的定位焊应注意以下事项:
1)管子轴线必须对正,防止焊接后管子轴心发生偏斜。
2)焊缝两侧(内外壁)20~30mm范围的表面要将水、铁锈、氧化皮、油污或其他影响焊接质量的杂质清理干净。
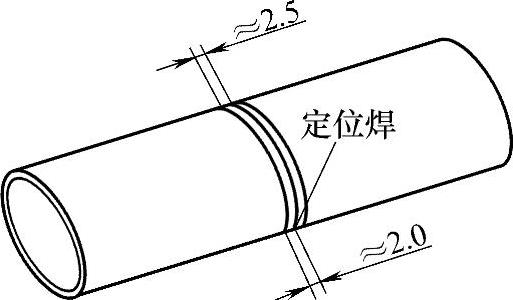
图4-6 管材焊件的装配
3)为了保证管子根部焊透及成形良好,定位焊前必须预留装配间隙,装配间隙可根据焊接时所选用的焊条焊芯直径为参考间隙进行装配。(https://www.xing528.com)
4)定位焊使用的焊条牌号应与正式焊缝的焊条牌号相同,并保证坡口根部熔合良好。
5)定位焊后应对管子定位焊缝进行认真检查,如发现裂纹、未焊透、气孔、夹渣等焊接缺陷,必须清理干净重新进行定位焊。
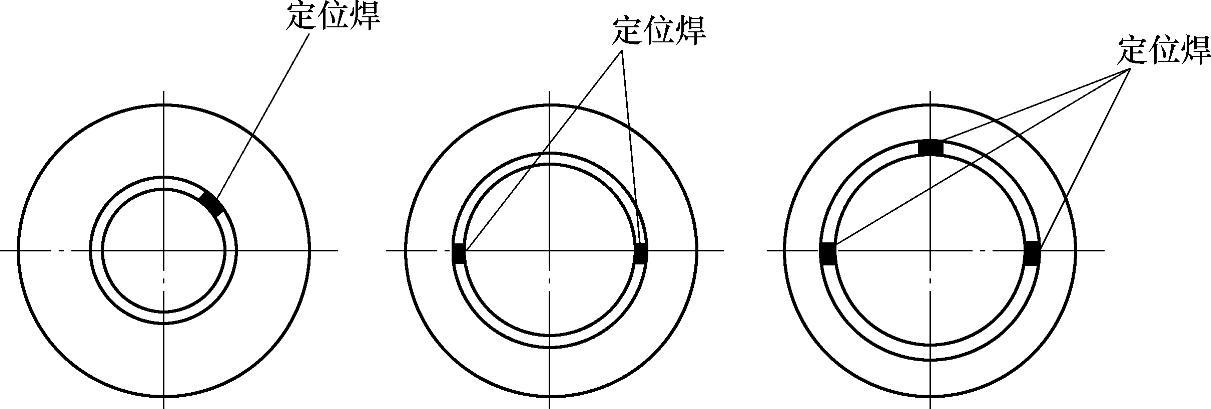
图4-7 管材焊件定位焊缝的数量和位置
6)定位焊的焊渣、飞溅必须清理到位,并将定位焊两端修磨成斜坡状。
7)小口径管(DN<50mm)的定位采用定位焊,焊点对称布置;大口径管(DN>125mm)的定位焊缝不少于4处,焊缝长度为15~30mm,如图4-7所示。
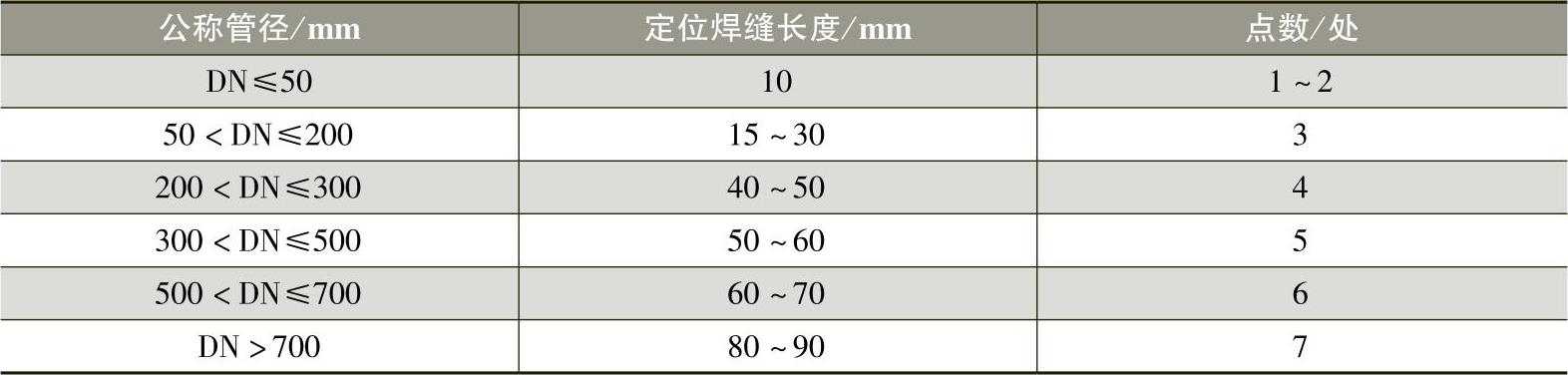
8)管材定位焊缝长度和点数见表4-2。
表4-2 管材定位焊缝长度和点数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。