



CO2气体保护焊、惰性气体保护焊、混合气体保护焊、等离子弧焊、保护气氛中的钎焊以及氧乙炔焊、切割等都要使用相应的气体。焊接用气体的选择主要取决于焊接、切割方法,除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
1.根据焊接方法选用气体
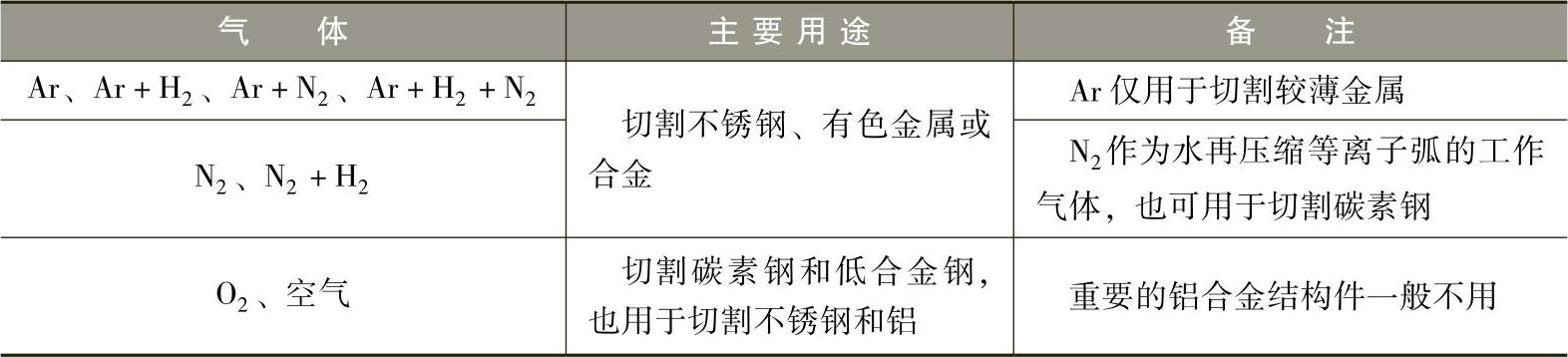
根据在施焊过程所采用的焊接方法不同,焊接、切割或气体保护焊用的气体也不相同。焊接方法与焊接用气体的选用见表3-53。保护气体中钎焊常用气体的选用见表3-54。各种气体在等离子弧切割中的适用性见表3-55。
表3-53 焊接方法与焊接用气体的选用
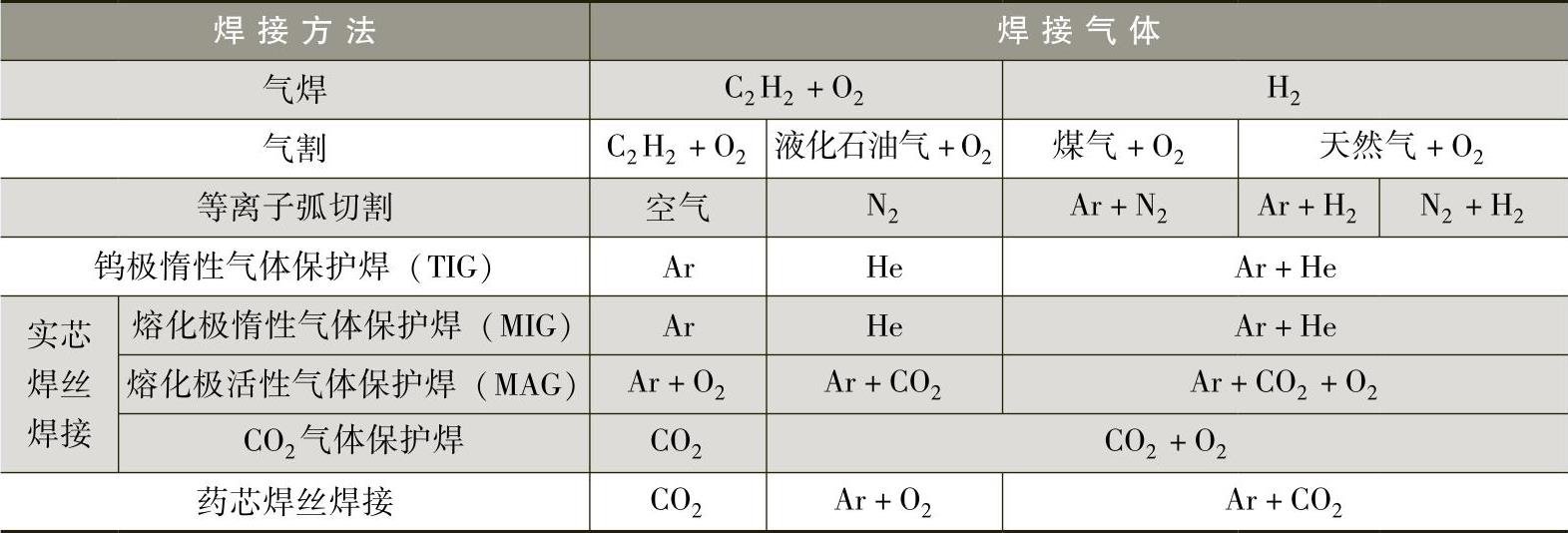
表3-54 保护气体中钎焊常用气体的选择

表3-55 各种气体在等离子弧切割中的适用性
2.根据被焊材料选用气体
在气体保护焊中,除了自保护焊丝外,无论是实芯焊丝还是药芯焊丝,均有一个与保护气体(介质)适当组合的问题。这一组合带来的影响比较明确,没有焊丝-焊剂组合那样复杂,因为保护气体只有惰性气体与活性气体两类。
惰性气体(Ar)保护焊时,焊丝成分与熔敷金属成分相近,合金元素基本没有什么损失;而活性气体保护焊时,由于CO2气体的强氧化作用,焊丝合金过渡系数降低,熔敷金属成分与焊丝成分产生较大差异。保护气氛中CO2气体所占比例越大,氧化性越强,合金过渡系数越低。因此,采用CO2作为保护气体时,焊丝中必须含有足够量的脱氧合金元素,满足Mn、Si联合脱氧的要求,以保护焊缝金属中合适的含氧量,改善焊缝的组织和性能。
保护气体须根据被焊金属性质、接头质量要求及焊接工艺方法等因素选用。对于低碳钢、低合金高强钢、不锈钢和耐热钢等,焊接时宜选用活性气体(如CO2、Ar+CO2或Ar+O2)保护,以细化过渡熔滴,克服电弧阴极斑点飘移及焊道边缘咬边等缺陷。有时也可采用惰性气体保护。但对于氧化性强的保护气体,须匹配高锰高硅焊丝,而对于富Ar混合气体,则应匹配低硅焊丝。保护气体必须与焊丝相匹配。含较高Mn、Si含量的CO2焊焊丝用于富氩条件时,熔敷金属合金含量偏高,强度增高;反之,富氩条件所用的焊丝用CO2气体保护时,由于合金元素的氧化烧损,合金过渡系数低,焊缝性能下降。(https://www.xing528.com)
对于铝及铝合金、钛及钛合金、铜及铜合金、镍及镍合金、高温合金等容易氧化或难熔的金属,焊接时应选用惰性气体(如Ar或Ar+He混合气体)作为保护气体,以获得优质的焊缝金属。
保护气体的电离势(即电离电位)对弧柱电场强度及母材热输入等影响轻微,起保护作用的是保护气体的传热系数、比热容和热分解等性质。熔化极反极性焊接时,保护气体对电弧的冷却作用越大,母材输入热量也越大。
不同材料焊接时保护气体的适用范围见表3-56。熔化极惰性气体保护焊时不同被焊材料适用的保护气体见表3-57。大电流等离子弧焊用保护气体的选用见表3-58。小电流等离子弧焊用保护气体的选用见表3-59。
表3-56 不同材料焊接时保护气体的适用范围
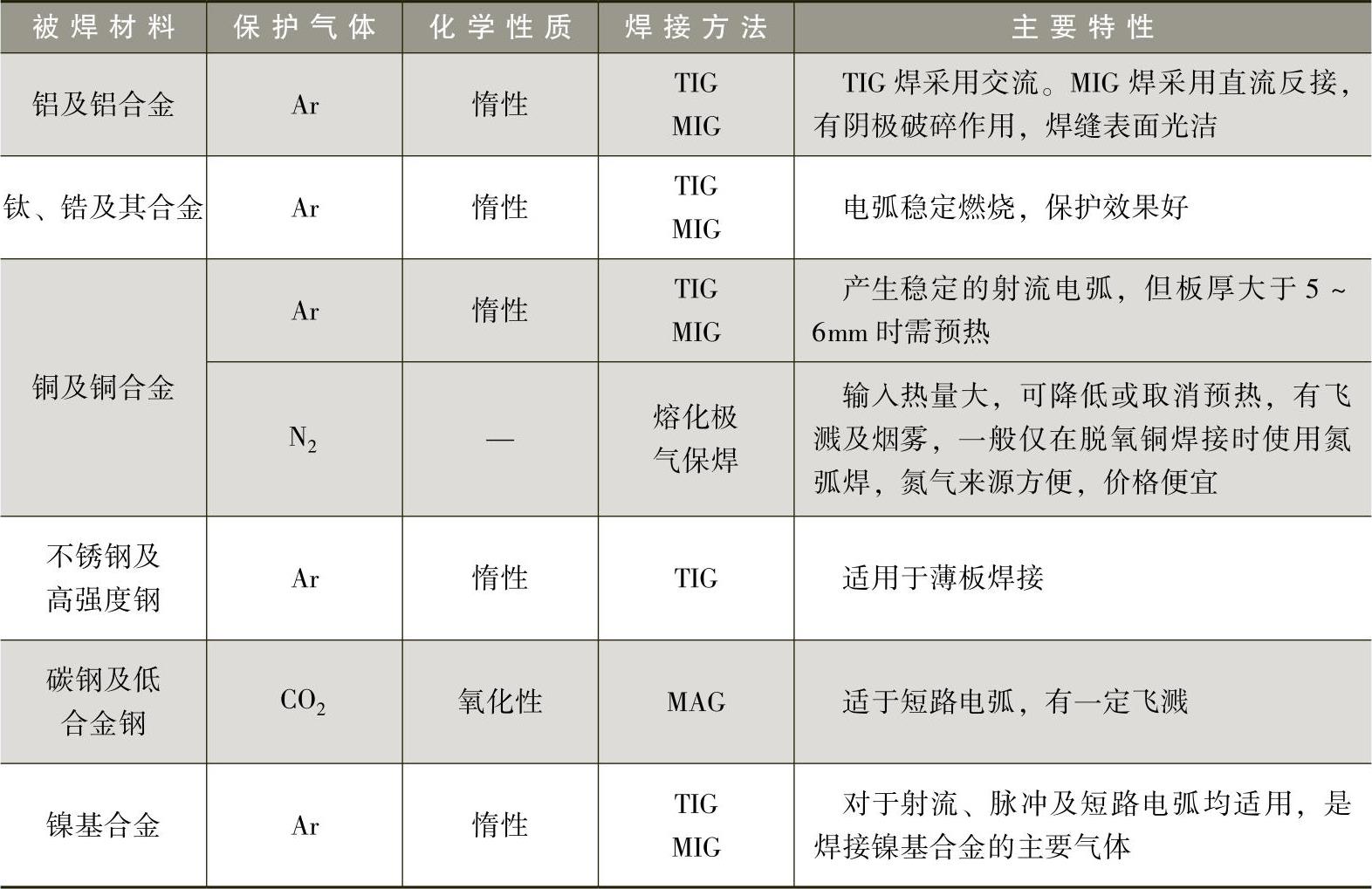
表3-57 熔化极惰性气体保护焊时不同被焊材料适用的保护气体
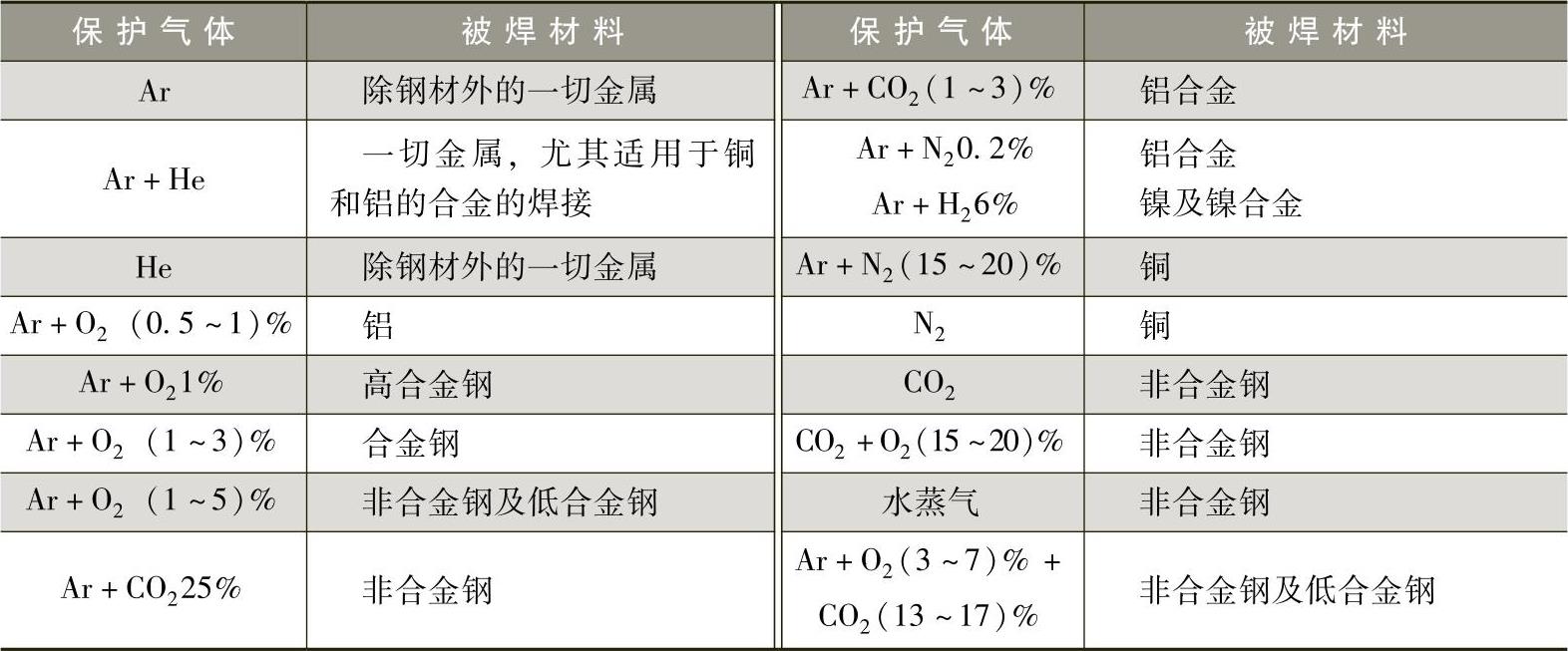
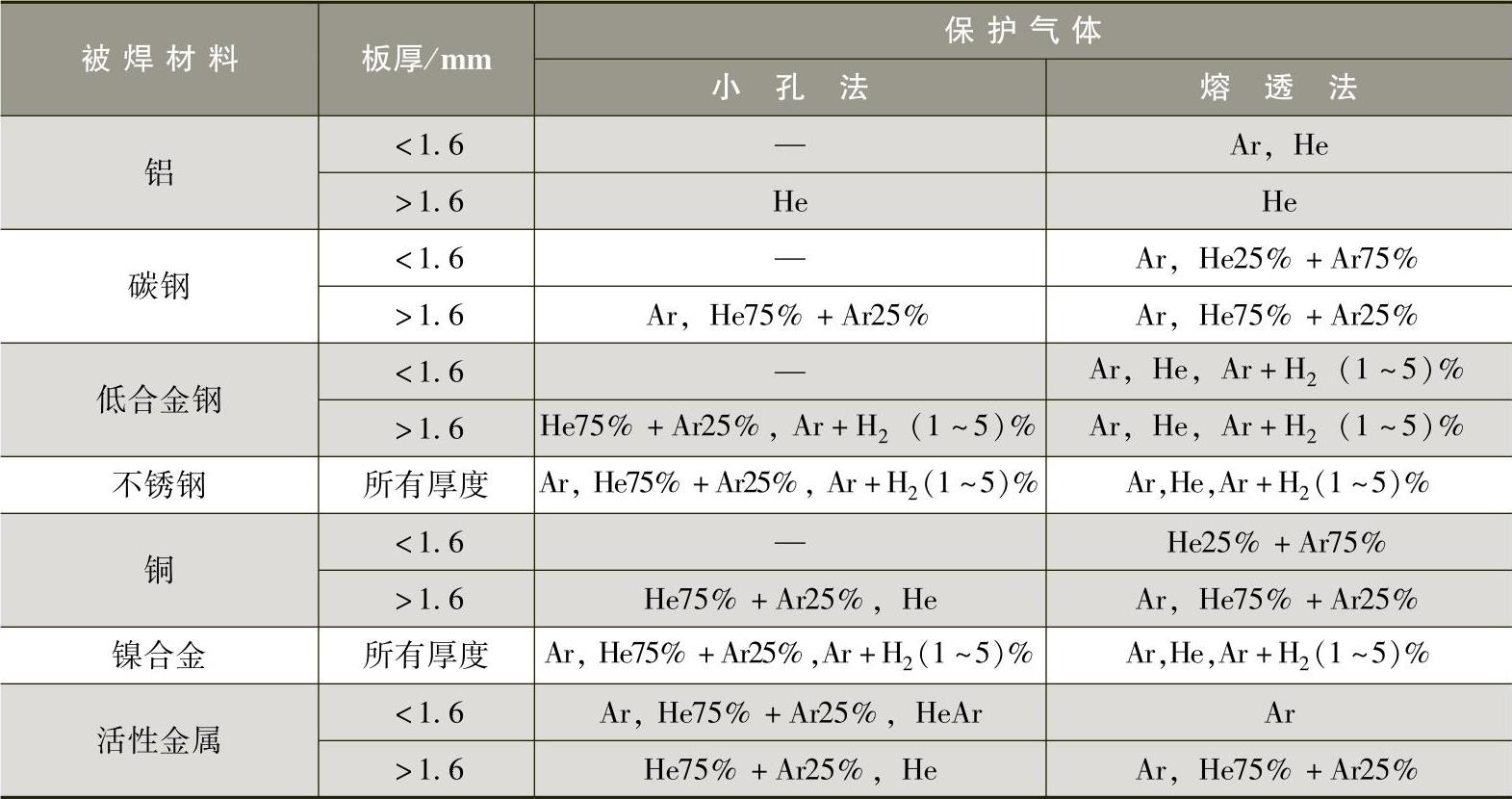
表3-58 大电流等离子弧焊用保护气体的选用

表3-59 小电流等离子弧焊用保护气体的选用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。