



1.混合气体的性质
焊接时,用纯CO2作为保护气体,电弧稳定性较差,熔滴呈非轴向过渡,飞溅大,焊缝成形较差。用纯Ar焊接低合金钢时,阴极斑点飘移大,也易造成电弧不稳。向Ar中加入少量氧化性气体,如O2和CO2等,可显著提高电弧稳定性,使熔滴细化,增加过渡效率,有利于改善焊缝成形和提高抗气孔能力。气体保护焊常用的混合气成分及特性见表3-40。可燃混合气体的某些物理和化学性能见表3-41。
表3-40 气体保护焊常用的混合气成分及特性

(续)
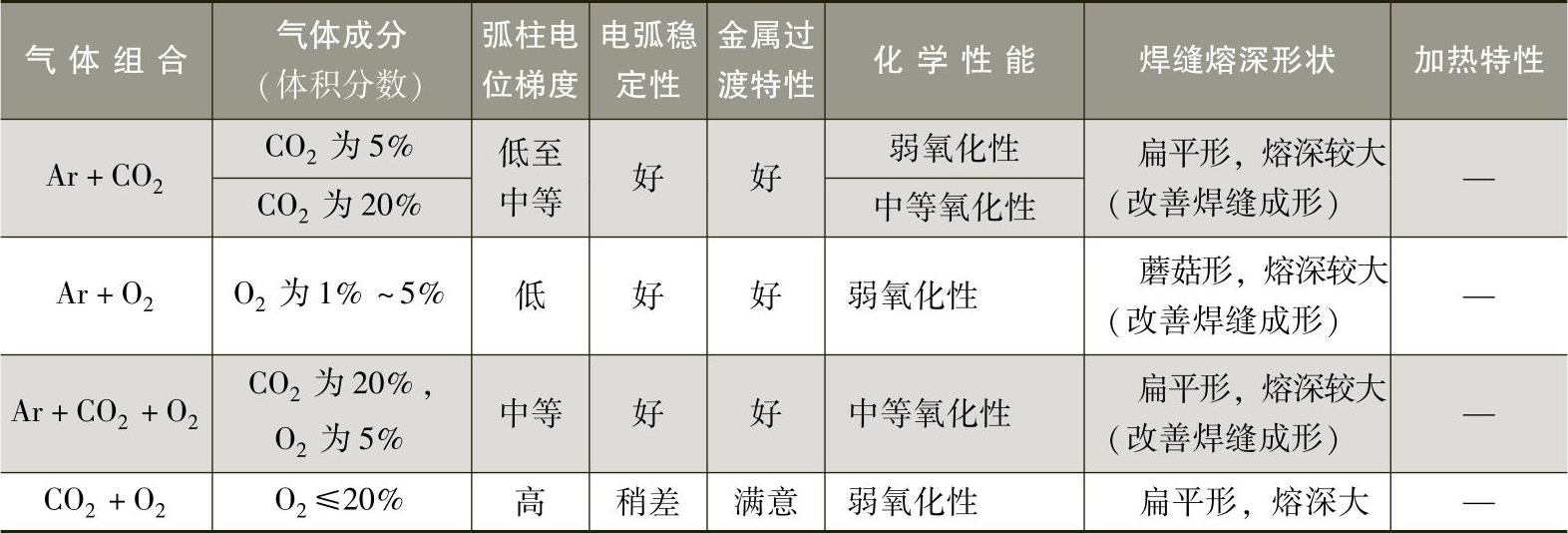
表3-41 可燃混合气体的某些物理和化学性能

2.混合气体的选用(https://www.xing528.com)
混合气体一般也是根据焊接方法、被焊材料以及混合比对焊接工艺的影响等进行选用的。如焊接低合金高强钢时,从减少氧化物夹杂和焊缝含氧量出发,希望采用纯Ar作为保护气体;从稳定电弧和焊缝成形出发,希望向Ar中加入氧化性气体。综合考虑,以采用弱氧化性气体为宜。对于惰性气体氩弧焊射流过渡推荐采用Ar+(1%~2%)O2的混合气体;而对短路过渡的活性气体保护焊采用20%CO2+80%Ar的混合气体应用效果最佳。
从生产效率方面考虑,钨极氩弧焊时在Ar气中加入He、N2、H2、CO2或O2等气体可增加母材的热量输入,提高焊接速度。例如,焊接大厚度铝板,推荐选用Ar+He混合气体;焊接低碳钢或低合金钢时,在CO2气体中加入一定量的O2,或者在Ar中加入一定量的CO2或O2,可产生明显效果。此外,采用混合气体进行保护,还可增大熔深,消除未焊透、裂纹及气孔等缺陷。不同材料焊接用混合气体及适用范围见表3-42。
表3-42 不同材料焊接用混合气体及适用范围

(续)

近年来还推广应用了粗Ar混合气体,其成分(体积分数)为Ar=96%、O2≤4%、H2O≤0.0057%、N2≤0.1%。粗Ar混合气体不但能改善焊缝成形,减少飞溅,提高焊接效率,而且用于焊接抗拉强度为500~800MPa的低合金高强钢时,焊缝金属力学性能与使用高纯Ar时相当。粗Ar混合气体价格便宜,经济效益好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。