



1.氦气的性质
氦气也是一种无色、无味的惰性气体,与氩气一样也不和其他元素组成化合物,不易溶于其他金属,是一种单原子气体,沸点为-269℃。氦气的电离电位较高,焊接时引弧困难。与氩气相比其热导率较大,在相同的焊接电流和电弧强度下电压高,电弧温度高,因此母材输入热量大,焊接速度快,弧柱细而集中,焊缝有较大的熔透率。这是利用氦气进行电弧焊的主要优点,但电弧相对稳定性稍差于氩弧焊。
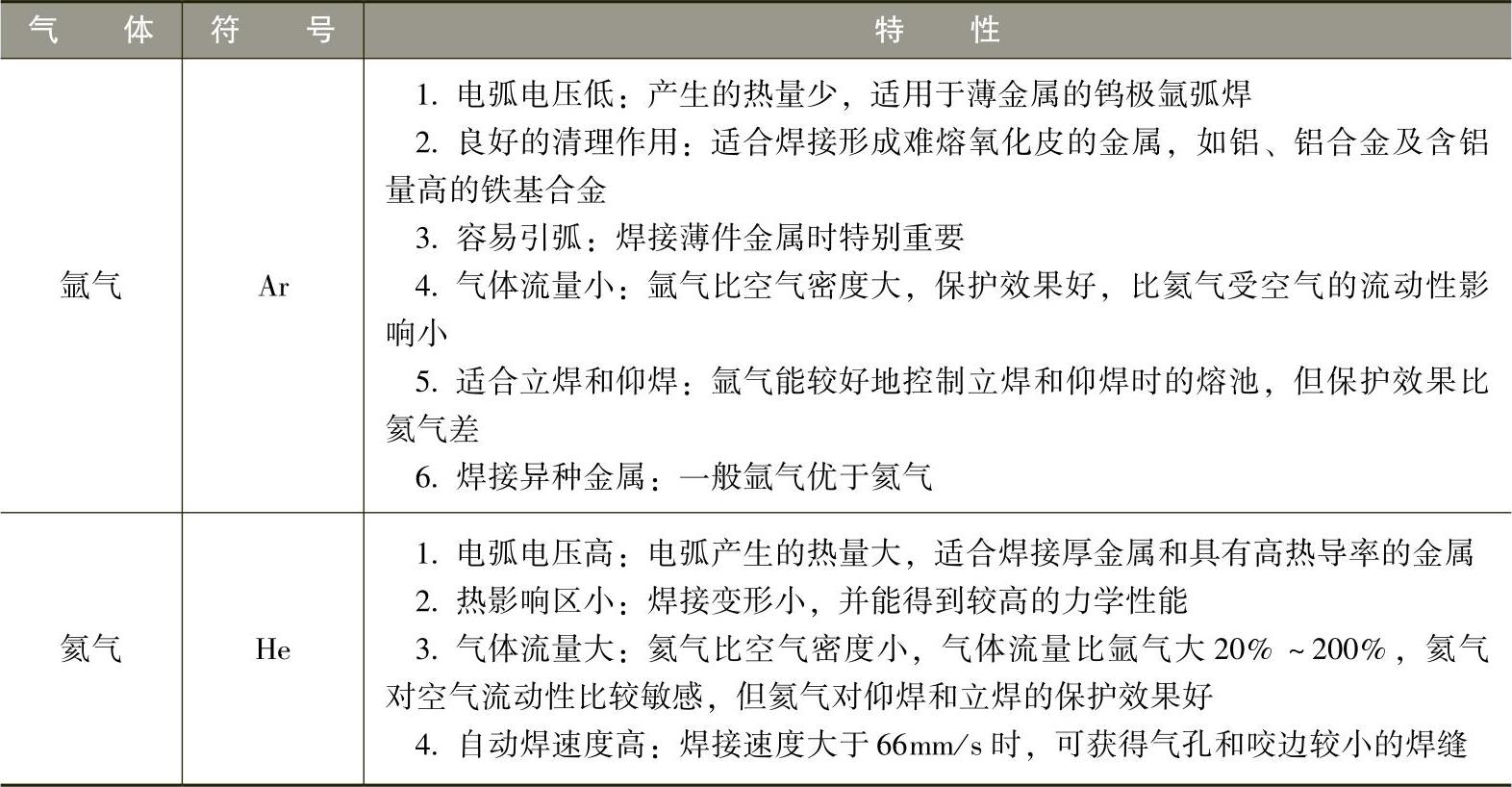
氦气的原子质量轻,密度小,要有效地保护焊接区域,其流量要比氩气大得多。由于价格昂贵,只在某些具有特殊要求的场合下应用,如核反应堆的冷却棒、大厚度的铝合金等关键零部件的焊接。氩气和氦气在焊接过程中的特性比较见表3-32。
表3-32 氩气和氦气在焊接过程中的特性比较
由于氦气电弧不稳定,阴极清理作用也不明显,钨极氦弧焊一般采用直流正接,即使对于铝、镁及其合金的焊接也不采用交流电源。氦弧发热量大且集中,电弧穿透力强,在电弧很短时,正接也有一定的去除氧化膜效果。直流正接氦弧焊焊接铝合金时,单道焊接厚度可达12mm,正反面焊可达20mm。与交流氩弧焊相比,熔深大、焊道窄、变形小、软化区小、金属不易过烧。对于热处理强化铝合金,其接头的常温及低温力学性能均优于交流氩弧焊。(https://www.xing528.com)
2.焊接用氦气的纯度
作为焊接用保护气体,一般要求氦气的纯度为99.9%~99.999%,此外还与被焊母材的种类、成分、性能及对焊接接头的质量要求有关。一般情况下,焊接活泼金属时,为防止金属在焊接过程中氧化、氮化,降低焊接接头质量,应选用高纯度氦气。根据GB/T 4844—2011,氦气的技术要求见表3-33。
表3-33 氦气的技术要求

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。