



1.焊丝的分类
焊丝的分类方法很多,常用的分类方法是:
(1)按焊接方法分类 可分为埋弧焊焊丝、气体保护焊用焊丝、钨极氩弧焊焊丝、熔化极氩弧焊焊丝、电渣焊焊丝以及自保护焊焊丝。
(2)按所配套的钢种分类 可分为碳钢焊丝、低合金钢焊丝、低合金耐热钢焊丝、不锈钢焊丝、低温钢焊丝、镍基合金焊丝、铝及铝合金焊丝、钛及钛合金焊丝等。
低碳钢焊丝:由于焊缝中合金成分不多,故可采用焊丝渗入合金,也可采用焊接渗合金,有如下三种搭配,低锰焊丝和高锰焊剂,中锰焊丝和中锰焊剂,高锰焊丝和低锰焊剂。通过焊剂向焊缝中过渡锰,有利于改善焊缝的抗热裂纹能力和抗气孔性能,通过焊丝向焊缝过渡锰,有利于提高焊缝的低温韧性。焊接低碳钢多采用低碳焊丝,当母材含碳量较高或强度要求较高,而对焊缝韧性要求不高时,也可采用含碳量较高的焊丝。
(3)按焊丝的形状结构分类 可分为实芯焊丝和药芯焊丝。
1)实芯焊丝的分类。实芯焊丝是热轧线材拉拔加工而成的,产量大且合金元素含量少的碳钢及低合金钢线材,常采用转炉冶炼,产量小且合金元素含量多的线材多采用电炉冶炼,分别经开坯、轧制而成。为了防止焊丝生锈,除不锈钢焊丝外都要进行表面处理,目前主要是渡钢处理,包括电镀、铜渡及化学镀铜等方法,不同的焊接方法应采用不同直径的焊丝,埋弧焊时电流大,要采用粗焊丝,焊丝直径为2.4~6.4mm;气体保护焊时,为了得到良好的保护效果,要采用细焊丝,焊丝直径多为1.2~1.6mm。
①埋弧焊焊丝。埋弧焊时,焊缝成分和性能是由焊丝和焊剂共同决定的,另外,埋弧焊时电流大,熔深大,母材熔合比高,母材成分的影响也大,所有焊接规范变化时也会给焊缝成分和性能带来较大的影响,也要考虑母材的影响。为了达到所要求的焊缝成分,可以采用一种焊剂与几种焊丝配合,也可以采用一种焊丝与几种焊剂配合。对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求指标及焊接规范大小的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
埋弧焊用实芯焊丝主要有低碳钢用焊丝、低合金钢用焊丝、低合金耐热钢用焊丝、不锈钢用焊丝、低温钢用焊丝、表面堆焊用焊丝等。
②气体保护焊用焊丝。气体保护焊的焊接方法很多,主要有钨极惰性气体保护电弧焊(简称TIG焊接)、熔化极惰性气体保护电弧焊(简称MIG焊接)、熔化极活性气体保护电弧焊(简称MAG焊接),以及自保护焊接。
2)药芯焊丝的分类。药芯焊丝的截面结构分为有缝焊丝和无缝焊丝两种。有缝焊丝又分为两种:一种是药芯焊丝的金属外皮没有进入到芯部粉剂材料的管状焊丝,也就是通常说的“O”形截面的焊丝;另一种是药芯焊丝的金属外皮进入到芯部粉剂材料的中间,并具有复杂的焊丝截面形状。药芯焊丝的截面形状如图3-5所示。

图3-5 药芯焊丝的截面形状
a)O形 b)T形 c)梅花形 d)中间填丝形 e)E形
1—钢带 2—药粉
2.焊丝的型号、牌号
(1)实芯焊丝的型号及牌号
1)焊丝型号的表示方法。
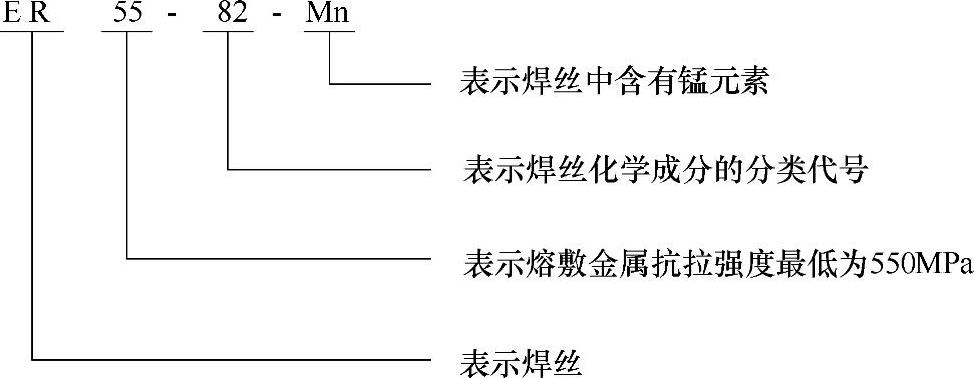
①气体保护焊用碳钢、低合金钢焊丝型号的表示方法(根据GB/T8110—2008)如下:

该标准适用于碳钢、低合金钢熔化极气体保护焊用的实芯焊丝,重点推荐用于钨极气体保护焊和等离子弧焊的填充焊丝。
焊丝型号举例:
②铝及铝合金焊丝型号的表示方法(根据GB/T 10858—2008)如下:

焊丝型号举例:

③镍及镍合金焊丝型号的表示方法(根据GB/T 15620—2008)如下:
 (https://www.xing528.com)
(https://www.xing528.com)
焊丝型号举例:

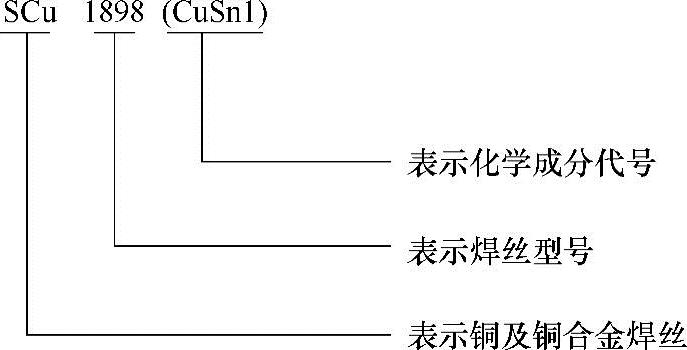
④铜及铜合金焊丝型号的表示方法(根据GB/T 9460—2008):
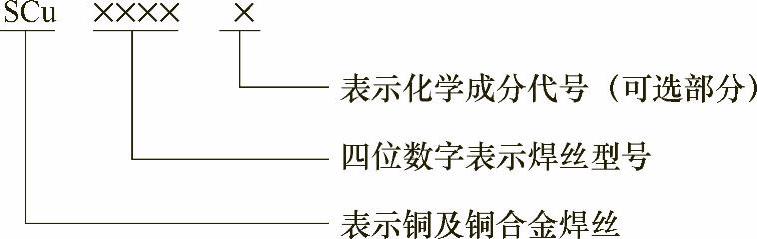
焊丝型号举例:
2)焊丝牌号的表示方法。除气体保护焊用到碳钢、低合金钢焊丝外,根据GB/T 14957—1994《熔化焊用钢丝》、GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》及YB/T 5092—1996《焊接用不锈钢焊丝》的规定,实芯焊丝的牌号都以字母“H”开头,后面的符号及数字用来表示该元素的近似含量。具体表示方法如下:

焊丝型号举例:

(2)药芯焊丝的型号及牌号
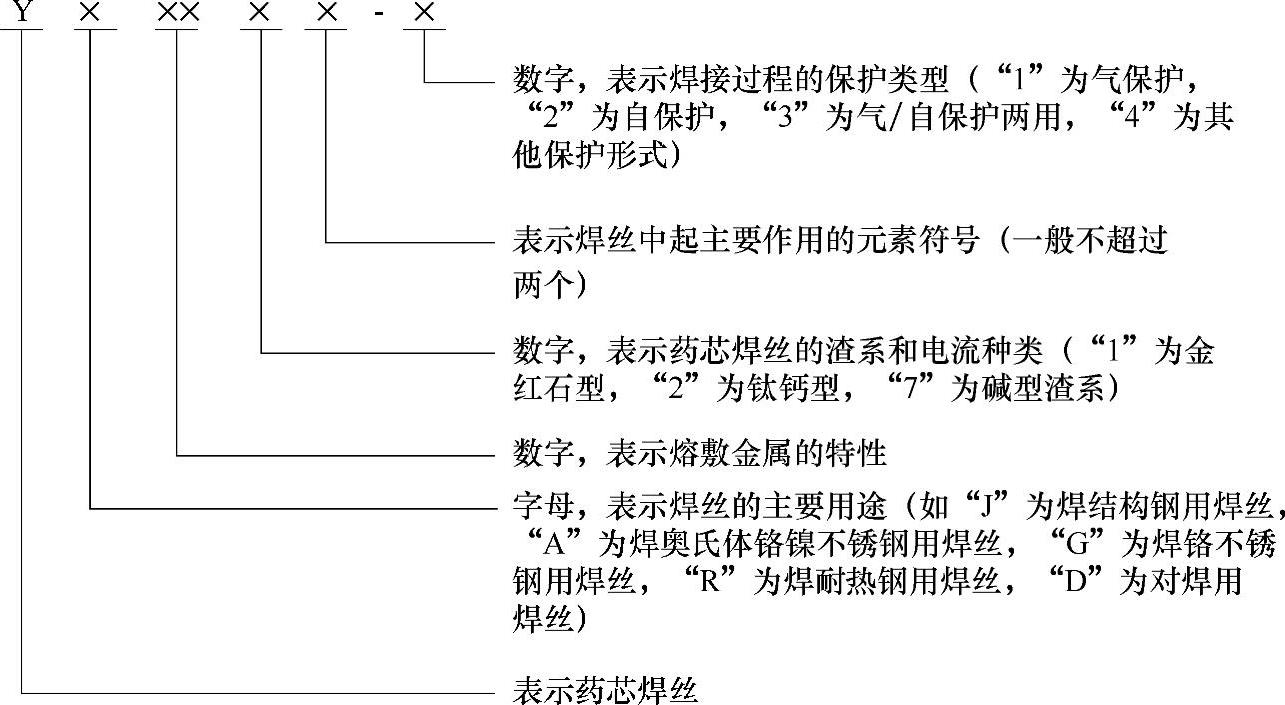
1)药芯焊丝型号的表示方法。
①碳钢药芯焊丝型号的表示方法(根据GB/T 10045—2001):

焊丝型号举例:

②低合金钢药芯焊丝型号的表示方法(根据GB/T 17493—2008):

焊丝型号举例:

③不锈钢药芯焊丝型号的表示方法(根据GB/T 17853—1999):

焊丝型号举例:

2)药芯焊丝牌号的表示方法。
焊丝型号举例:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。