



【摘要】:常用的顶件板顶出机构 常用的顶件板顶出机构有三类,如图10-6所示。图10-6c所示的结构是顶杆与顶件板连接,并运用弹簧复位机构,结构更稳定可靠。3)为防止过度磨损和发生咬合,顶件板孔与型芯应做淬火处理。4)为避免顶件板在顶出大型、深腔、薄壁壳体,特别是软质塑料成型的壳体件时,壳体内形成真空,造成塑件损坏或变形,应在型芯内附设进气装置。
(1)常用的顶件板顶出机构 常用的顶件板顶出机构有三类,如图10-6所示。如图10-6a中所示的顶件板与顶杆用螺纹联接,以防止顶杆与顶件板分离。应注意,该结构在合模时,顶板与动模座板之间应留2~3mm的间隙。如图10-6b中所示的顶杆与顶件板不作连接,但导柱要足够长,以防止顶件板脱离导柱。图10-6c所示的结构是顶杆与顶件板连接,并运用弹簧复位机构,结构更稳定可靠。
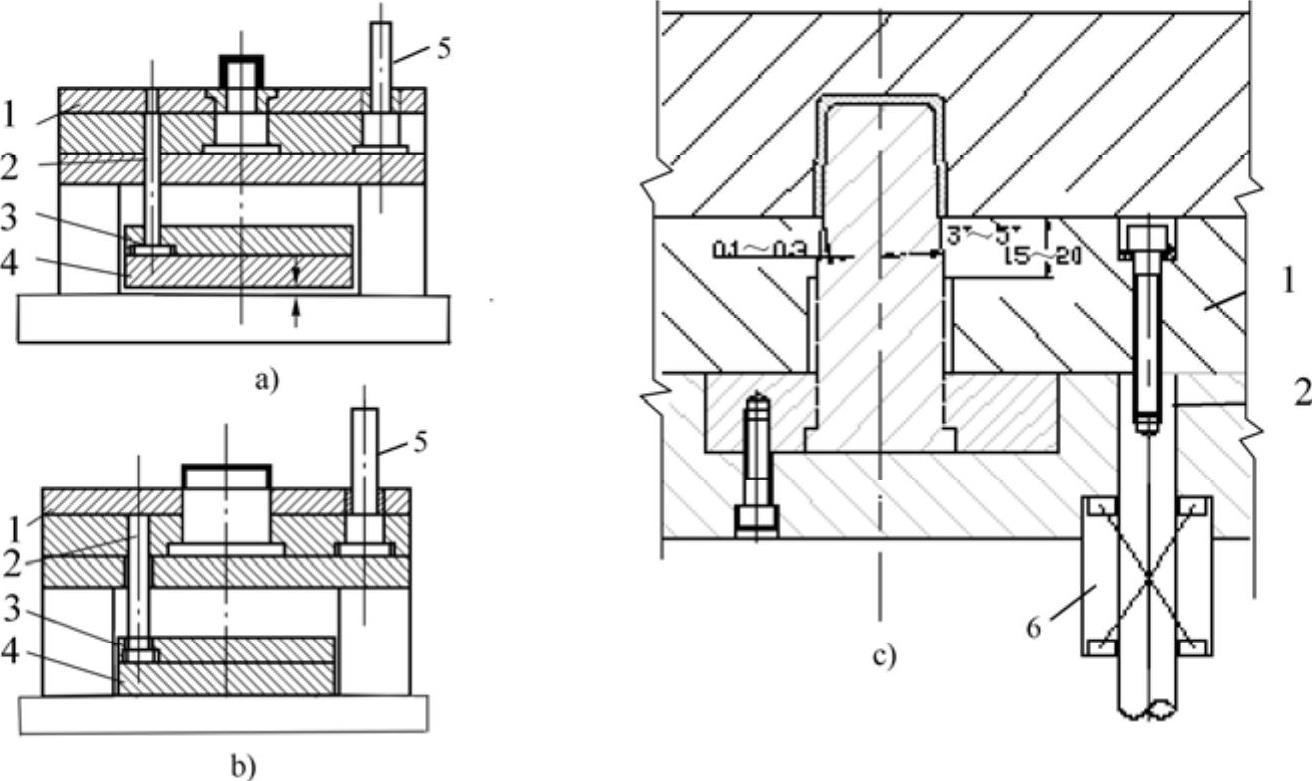
图10-6 顶件板顶出机构
1—顶件板 2—顶杆 3—顶杆固定板 4—顶板 5—导柱 6—弹簧复位机构
(2)顶件板设计要点
1)顶件板应由导柱导向机构导向定位,以防止顶件板孔与型芯间的过度磨损和偏移。
2)顶件板与型芯之间要有高精度的动配合,既要使顶件板灵活顶出和回复,又要保证熔体不溢料。
3)为防止过度磨损和发生咬合,顶件板孔与型芯应做淬火处理。(https://www.xing528.com)
4)为避免顶件板在顶出大型、深腔、薄壁壳体,特别是软质塑料成型的壳体件时,壳体内形成真空,造成塑件损坏或变形,应在型芯内附设进气装置。如图10-7所示的气阀引气,顶件板1在顶杆的作用下外移时,真空吸附作用使弹簧2被压缩,阀杆3开启,空气便能引入塑件与型芯之间,使塑件顺利地从型芯上脱下。
5)为防止顶件板顶出时与型芯产生较大的摩擦,可在顶件板与型芯周边留0.1~0.3mm间隙,并将顶件板与型芯设计成锥面配合,由锥面配合起辅助定位作用,以防止顶件板偏心而引起溢料,其锥度为3°~5°。如图10-8所示。
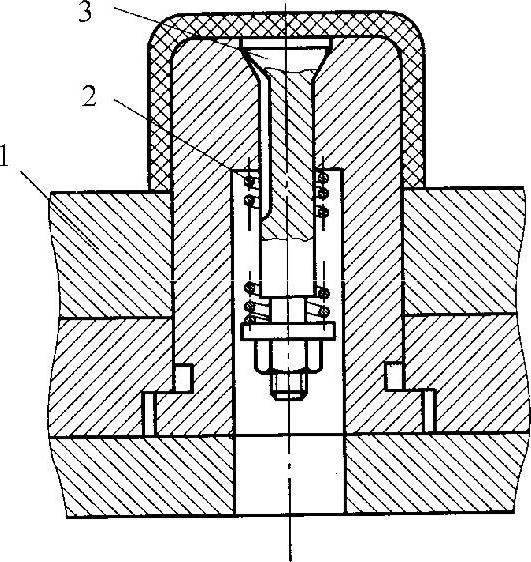
图10-7 气阀引气
1—顶件板 2—弹簧 3—阀杆
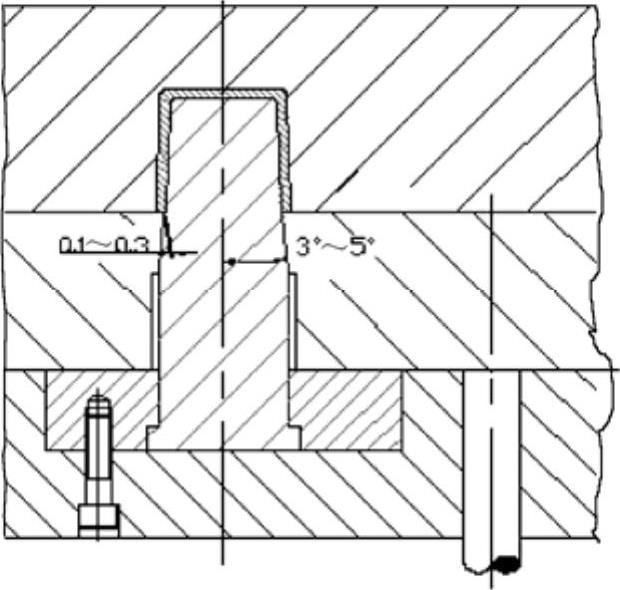
图10-8 锥面配合的顶件板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。