



在卧式或立式注射机的模具中,主流道垂直于分型面。主流道通常设计成圆锥形,其锥角为2°~4°,对流动性较差的塑料可取3°~6°,以便流道凝料从主流道中拔出。主流道的内表面应尽量光滑,表面粗糙度值Ra=0.4~0.8um。主流道的长度应尽量短,长度应<60mm。为了使熔融塑料能从喷嘴处完全进入主流道,应使主流道与注射机的喷嘴紧密对接,其对接处常设计成半球形凹坑,其半径略大于喷嘴头半径。由于主流道要与喷嘴反复接触和碰撞,所以主流道应尽量优先采用浇口套式,以便选用优质钢材加工和热处理。
1.主流道的结构
主流道的常用结构主要有三种:
1)整体式主流道:如图7-2a所示,是最简单的一种主流道,直接由定模板加工成型,适于简单注射模。
2)组合式主流道:如图7-2b所示,若定模板是由两块模板组成,主流道也可在两块模板上分别加工,再组合在一起而成。此形式简单,但要注意保证其同轴度。
3)浇口套式主流道:如图7-2c所示,这是最常用的主流道结构。主流道以浇口套的形式镶于模板中,便于加工、拆卸和热处理,适用于所有注射模具。
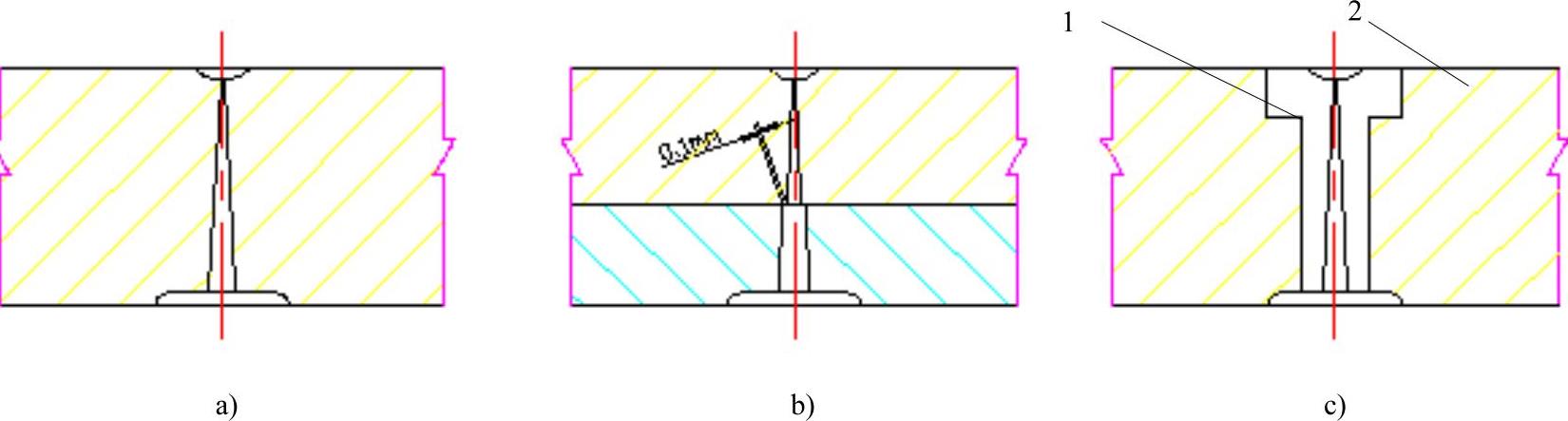
图7-2 主流道结构
a)整体式 b)组合式 c)浇口套式 1—浇口套 2—固定板
2.浇口套的设计
常用浇口套有A、B、C三类,如图7-3所示。其中A型浇口套大端高出定模座板5~10mm,起定位环作用,与注射机定位孔呈间隙配合。B型浇口套可防止浇口套在反压力作用下脱出定模座板,使用时用固定在定模上的定位环压住浇口套大端台阶即可。C型浇口套是B型浇口套的简化版,直接用两颗螺钉压住浇口套固定在定模上以防脱出。浇口套与定模座板的配合一般是H7/m6过渡配合。注意,当主流道需穿过两块模板时,为防止在模板接合面处溢料造成主流道凝料脱出困难,应尽量采用浇口套。浇口套材料常用T8A或T10A,热处理硬度为50~55HRC,低于注射机喷嘴的硬度。(https://www.xing528.com)
在实际生产中为了节省原材料,延伸唧嘴被广泛采用。在模具结构方面,如果A板的厚度比较大,会导致主流道比较长,这样热量容易损失造成材料流动性不好,导致注射压力不够及材料的浪费。这时就需要采用延伸唧嘴。如图7-4所示。
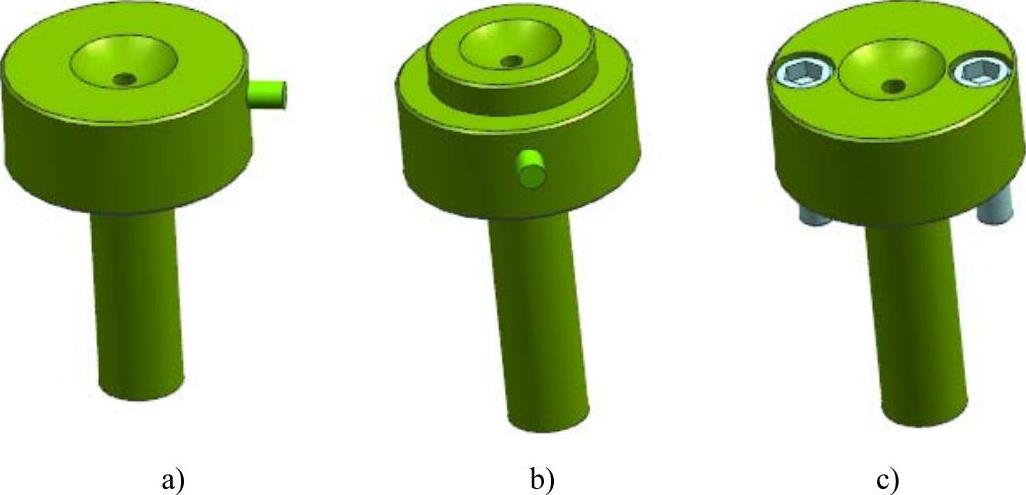
图7-3 浇口套类型
a)A型 b)B型 c)C型
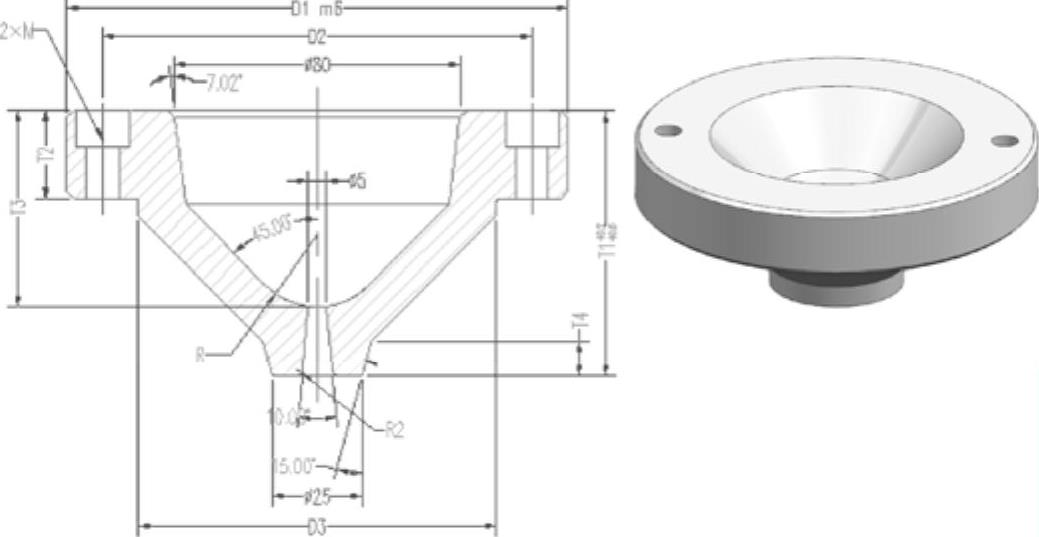
图7-4 延伸唧嘴
3.定位环的设计
为保证模具安装在注射机上其主流道与喷嘴的对中性,常采用定位环定位。常用的定位环的型号规格、尺寸已经统一标准化,在设计模具时直接加载使用即可。常用定位环效果图如图7-5所示。

图7-5 常用定位环效果图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。