



在【标准件管理】对话框的“名称”列表中可选择具有国际公制标准的模具标准件,如DME、FUTABA、HASCO、PROGRESSIVE等供应商提供的标准件产品系列。标准件供应商目录列表如图6-29所示。
展开其中一个供应商的标准件目录项目,则该项目中包含有13种标准件类型。其中较为常见的类型有:Injection(浇注系统标准件)、Ejection(顶出系统标准件)、Guide(导向标准件)、引导线、滑动标准件、冷却连接件……等。
在展开的项目中选择一种标准件类型,则【标准件管理】对话框“成员视图”列表中将显示该类型包含的标准件。例如,选择“Ejection”类型,将显示全部顶出系统标准件。如图6-30所示。
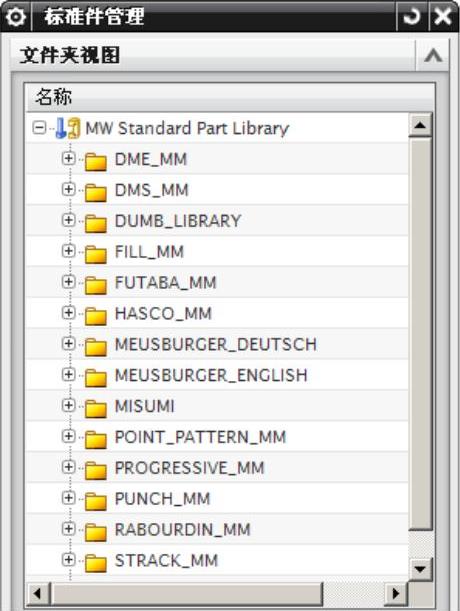
图6-29 标准件供应商目录列表
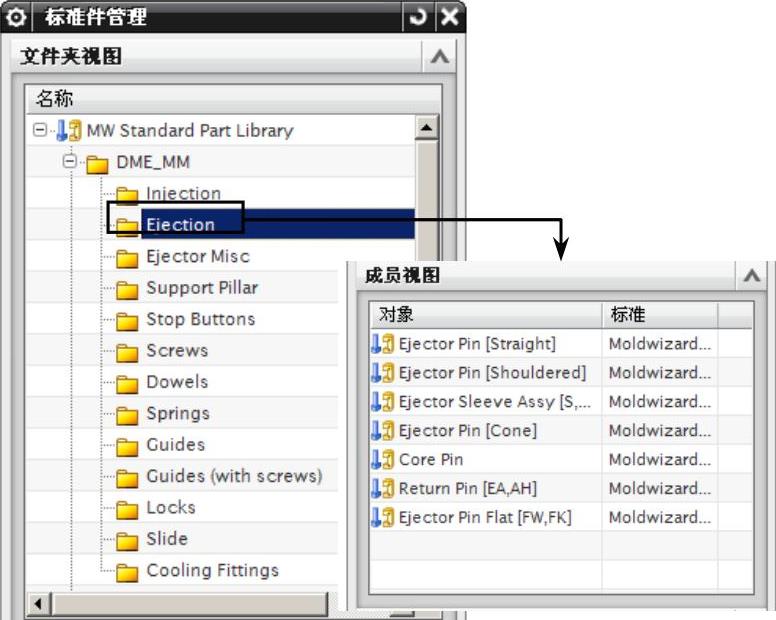
图6-30 标准件类型及其“成员视图”列表
下面简要介绍标准件类型及其成员。
1.Injection
在标准部件库中,Injection(浇注系统标准件)类型中包括有“Locating Ring(No Screws)”(无螺钉定位环)“Locating Ring(With Screws)”(带螺钉定位环)和“Sprue Bush”(浇口套)3种标准件。
➢定位环:是用来使注射机与浇口套对准的部件,同时还可固定浇口套,避免其脱离模具。无螺钉定位环不采用螺钉联接,而是采用热膨胀原理来固定,如图6-31所示。带螺钉定位环采用螺钉联接的方式来固定,如图6-32所示。
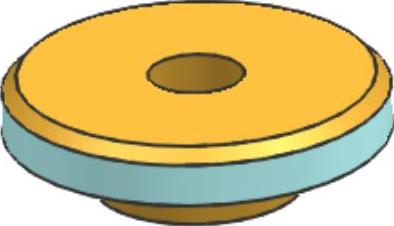
图6-31 无螺钉定位环
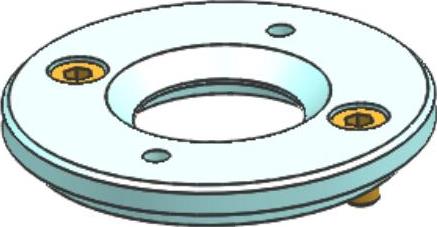
图6-32 带螺钉定位环
➢浇口套:浇口套是安装在定模固定板上用来辅助注射熔体的部件,如图6-33所示。浇口套就是浇注系统的主流道部件。
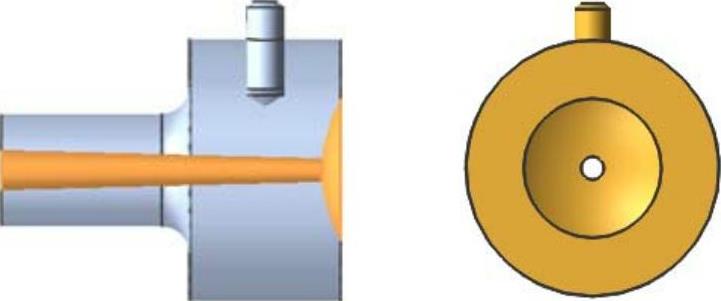
图6-33 浇口套
2.Ejection
顶杆也称为顶针。顶杆是顶出系统中最简单、常见的一种制品顶出活动部件。顶出系统标准件类型主要有直顶杆、扁顶杆、有托顶杆、顶管、顶棍等形式,用户可根据模具的结构来选择适用的顶出标准件。
➢直顶杆Ejectior Pin(Straight):直顶杆主要顶在制件内部较为宽阔的部位,即制件主体部分由直顶杆顶出。直顶杆截面为圆形,因圆形制造加工和修配方便,顶出效果好,在生产中应用最广泛。但圆形顶出面积相对较小,易产生应力集中,造成产品顶穿,顶变形等缺陷。在脱模斜度小,阻力大等管形,箱形产品中应尽量避免使用。常用普通型直顶杆标准件如图6-34所示。
➢有托顶杆Ejectior Pin(Shouldered):当圆形顶杆较细长时,一般设置成台阶形的有托顶杆,以加强刚度,避免弯曲和折断。常用有托顶杆标准件如图6-35所示。

图6-34 直顶杆

图6-35 有托顶杆
➢扁顶杆Ejectior Pin Flat(FW,FK):有时将顶杆顶部截面作成与产品的边缘或加强筋的边缘一致,使截面变成薄片状。但为了便于加工,其下端仍作成圆柱形,这样的顶杆就是扁顶杆。常用扁顶杆标准件如图6-36所示。
➢顶管Ejectior Sleeve Assy(S,KS):顶管又称为司筒或套筒顶针,它适用于环形、筒形或带中心孔之产品的顶出。由于它是全周接触,所以受力均匀,不会使产品变形,也不易留下明显顶出痕迹,可提高产品同心度。但对于周边壁厚较薄之产品应避免使用,以免加工困难和强度减弱,造成损坏。常用顶管标准件如图6-37所示。
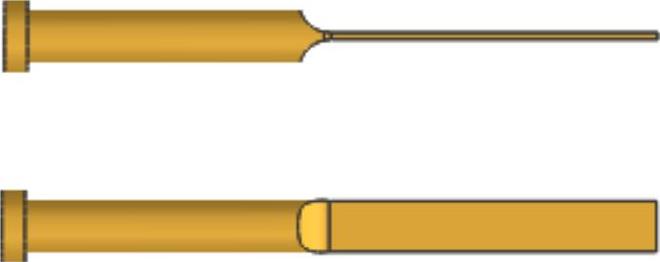
图6-36 扁顶杆

图6-37 顶管
➢顶棍Ejectior Rod(AWS):安装在模架底部的顶棍孔中,用于连接注射机上的顶杆,起顶出作用,如图6-38所示。
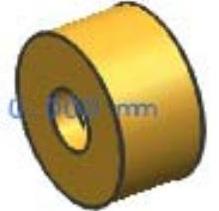
➢顶棍帽Ejectior Rod Cap(AWH):起保护、固定顶棍作用的护套,如图6-39所示。
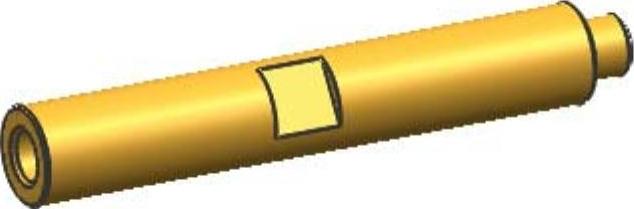
图6-38 顶棍
 (https://www.xing528.com)
(https://www.xing528.com)
图6-39 顶棍帽
3.引导线和Guide(With Screws)
标准件类型中的引导线是指导套标准件,Guide(With Screws)指的是导柱(带螺纹的)。导柱与导套起开模和闭模的导向作用,确保模具能正常工作。
常见的导套标准件如图6-40所示。常见的导柱标准件如图6-41所示。

图6-40 导套
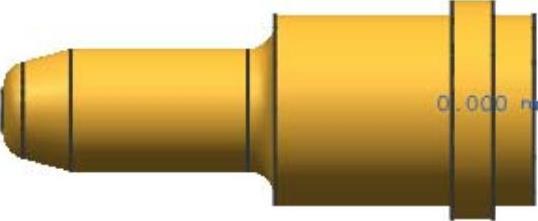
图6-41 导柱
4.Screws
在螺钉和销钉标准件类型中,包含有常见的螺钉、销钉等标准件。螺钉、销钉起紧固、联接模板的作用。常见的开槽沉头螺钉标准件如图6-42所示。常见的销钉标准件如图6-43所示。

图6-42 开槽沉头螺钉

图6-43 销钉标准件
5.滑动和冷却连接件
滑动标准件主要指的是单斜导柱滑块机构的斜导柱标准件。它主要用于帮助产品的侧向分型脱模。单斜导柱滑动标准件如图6-44所示。
在冷却连接件类型中仅有喷嘴Connector Plug标准件,喷嘴是冷却系统中冷却液的入口。喷嘴的一般结构形式如图6-45所示。
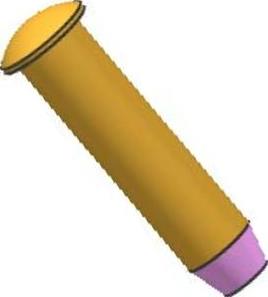
图6-44 单斜导柱滑动标准件

图6-45 喷嘴
6.其他标准件类型
除上述标准件类型外,还包括有支承柱、垃圾钉(挡钉)、锁牌、弹簧等常用模具标准件类型。
➢支承柱:Support Pillar类型中,支承柱的作用是在支承板较薄的情况下,增强支承板的功能。在支承板与动模板之间合理布置支承柱,以分担注射时支承板所受的压力,改善其受力状况,增强模具刚度。同时,还可减小支承板的厚度,减轻模具质量。支承柱标准件如图6-46所示。
➢垃圾钉:Stop Buttons标准件类型中,垃圾钉主要用于推件板与下模座板之间,起阻挡、固定作用。垃圾钉标准件如图6-47所示。

图6-46 支承柱标准件
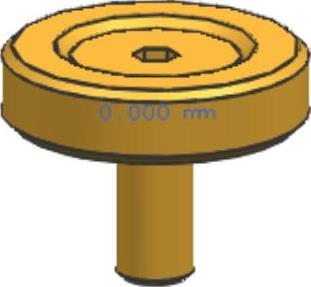
图6-47 垃圾钉标准件
➢锁牌:Locks标准件类型中,Straight Interlock-SSI(锁牌)标准件如图6-48所示。注射成型时往往会有很大的侧向力作用,如果这种侧向力传递到导柱上,易导致导柱弯曲变形,甚至卡死、损毁。因此需要锁牌(方型辅助器)的二次准确定位,使其承受成型时的侧向压力,配合导柱完成合模导向。另外导柱与导套之间存在配合间隙,对要求严格的精密模具而言,此间隙就有点大了,必须使用锁牌(方型辅助器)来保证精度。
➢弹簧:在Springs类型中,弹簧一般安装在回程杆上,浇注完成后,使推件板和推件固定板能快速复位至初始位置。弹簧标准件如图6-49所示。
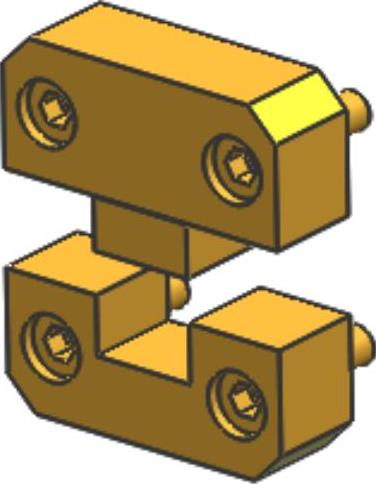
图6-48 锁牌标准件

图6-49 弹簧标准件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。