



导柱、导套的定位是间隙配合定位,这对于精密、薄壁、表面质量要求高的塑件难以满足其定位精度要求,因此必须在动、定模之间设置二次精定位机构。常用的二次精定位机构有圆锥定位件、圆锥形导柱、导套定位、无间隙滚珠导套、导柱精定位、卧销精定位、矩形块精定位、型腔型芯锥面定位机构等。
1.圆锥定位件
圆锥定位件机构如图6-6所示,此机构为锥面无间隙配合的精定位结构。两零件分别用螺钉固定在动模板和定模板上,位于分型面的两侧,合模时完成动、定模的精定位。
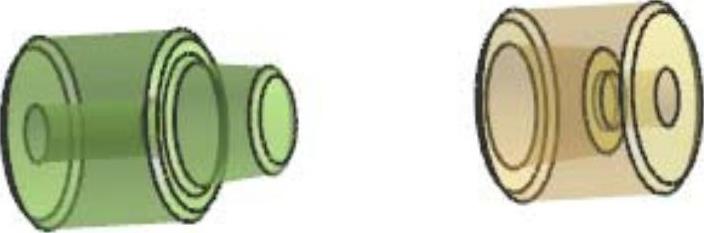
图6-6 圆锥定位件机构
2.圆锥形导柱导套定位
圆锥形导柱、导套精定位结构如图6-7所示,是由圆锥定位件的结构派生演变而成的,既有普通导柱、导套的导向和初定位功能,又具有二次精定位的功能。实际上,此机构是将普通导柱、导套的结构与圆锥定位件的精确锥面定位结构合而为一,既省去了普通导柱、导套,又满足了模具精定位的需求,适用于大、中型模具。
3.滚珠导套、导柱精定位
滚珠导套、导柱精定位结构如图6-8所示,滚珠导套、导柱的配合是无间隙配合。其主要特点:一是导柱在导套中进行往复运动时,与滚珠的接触是多点的滚动点接触,而普通的导柱、导套则是圆柱面的滑动面摩擦接触。二是导柱在滚珠导套中进行往复运动时,即便到极限位置也不离开导套,即导柱总是位于滚珠导套中。因为无间隙导向时不会产生偏移、摆动的现象,保证了导向精度。
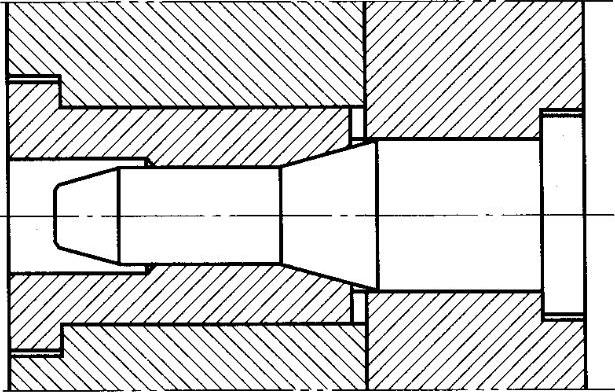
图6-7 圆锥形导柱、导套精定位结构
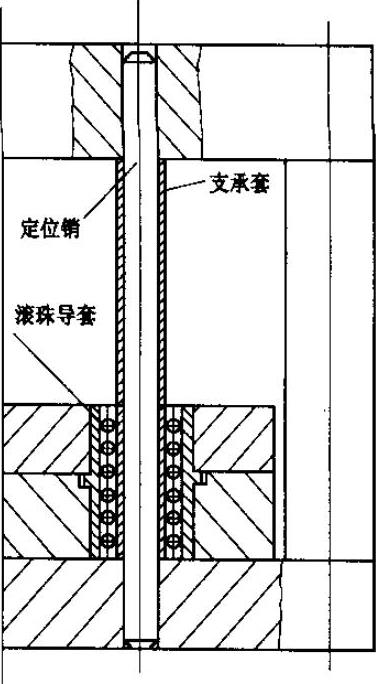
图6-8 滚珠导套、导柱精定位结构
滚珠导套、导柱精定位机构多用在薄壁、精密塑件注射模的推出机构中,对推杆、推管等推出零件进行精确导向,以保证塑件成型后能较平稳、均匀地推出模具,避免塑件发生变形甚至损坏。(https://www.xing528.com)
4.卧销精定位
卧销精定位结构如图6-9所示。卧销1用螺钉4固定在动模板的半圆槽中,定模板2上有相应的略小于半圆的密合圆弧槽。合模时,两对互成90°的卧销,与定模板密合并实现精确定位,使定模板的前、后、左、右不产生位移。其定位的精度依赖于卧销与卧销槽的研合精度。
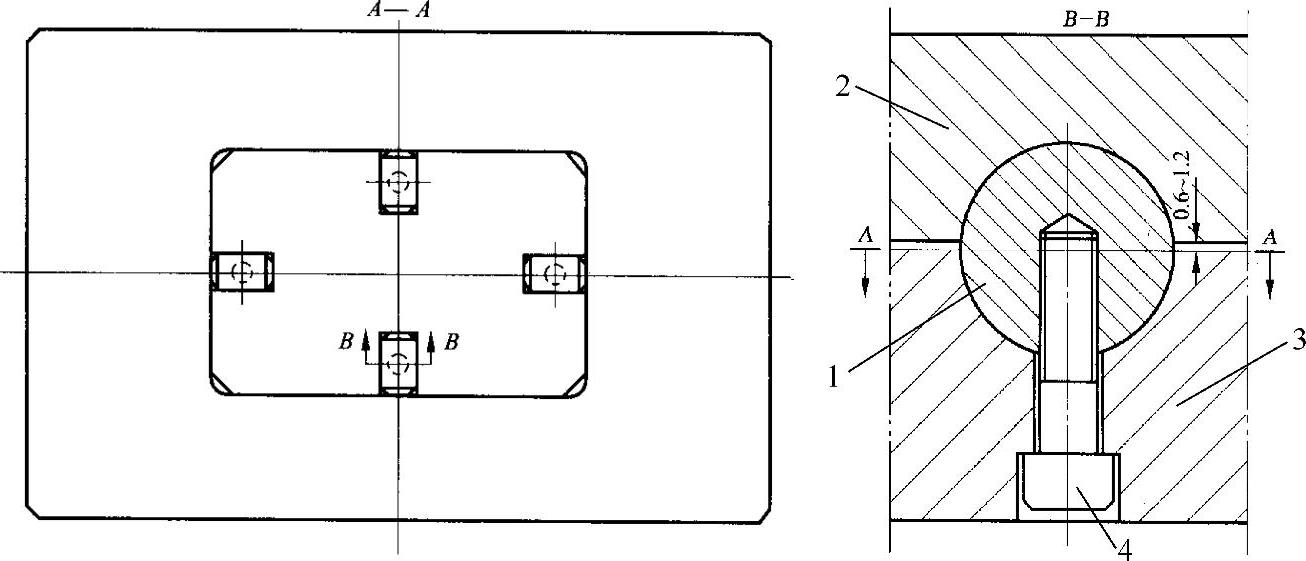
图6-9 卧销精定位结构
1—卧销 2—定模板 3—动模板 4—螺钉
5.矩形块精定位
矩形块精定位结构如图6-10所示。此结构多用于中、大型模具,最少用两对,呈对称排列。可加工成标准件或通用件。
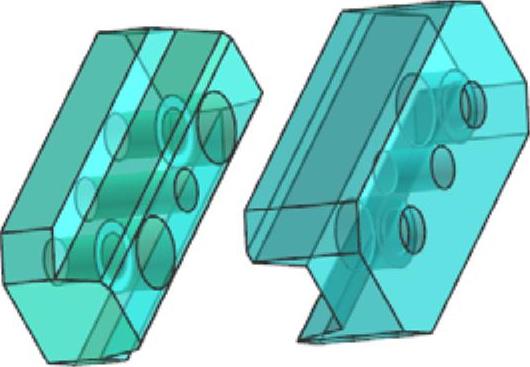
图6-10 矩形块精定位结构
6.型腔型芯锥面定位
型腔、型芯四角锥面定位结构如图6-11所示。成型精度要求高的深腔薄壁塑件,成型时会产生较大的侧向力,如果不采用类似本结构的斜面精确定位锁紧,只靠初定位的导柱、导套机构,会造成型芯与型腔的偏心,从而导致塑件的厚薄不均。尤其是当导柱、导套磨损较大时,塑件壁厚不均现象会十分明显。定模仁和动模仁的锥面的相互配合保证了塑件的成型精度。
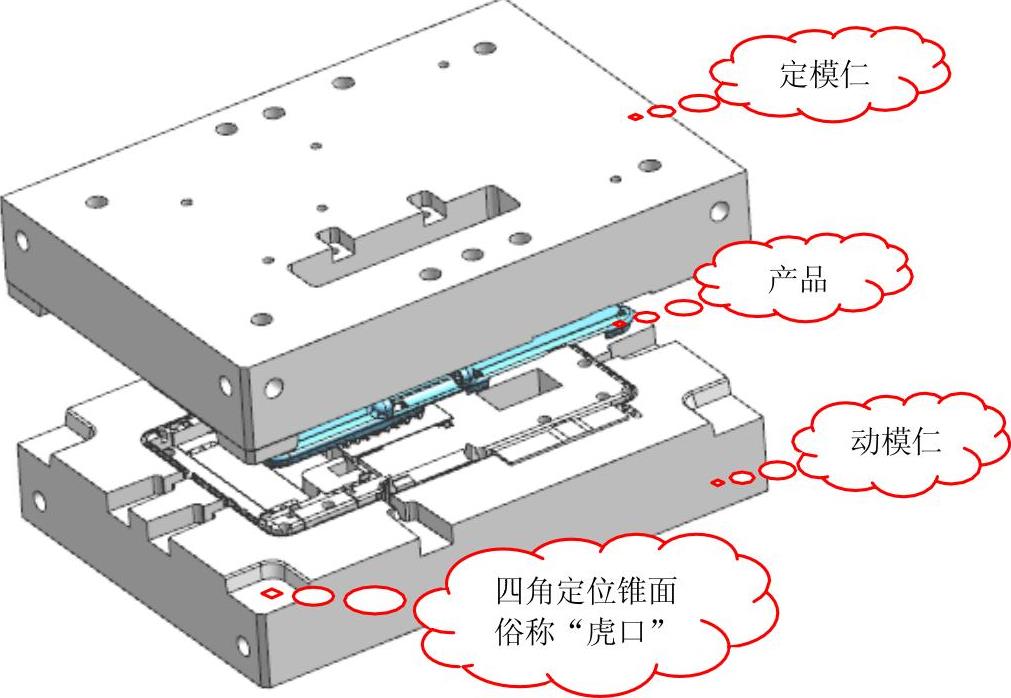
图6-11 型腔、型芯四角锥面定位结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。